Исследование механических свойств полилактида, изготовленного FFF-метода

Автор: Кузьмин А.М., Джамлиханов М.Р., Малянов Н.В.
Журнал: Огарёв-online @ogarev-online
Рубрика: Технические науки
Статья в выпуске: 2 т.14, 2026 года.
Бесплатный доступ
Введение. Активное внедрение аддитивных технологий в промышленность требует точного прогнозирования механических характеристик изделий, существенно зависящих от параметров настройки процесса печати. Цель работы – выявить влияние степени внутреннего заполнения (от 15 до 100 %) на прочностные характеристики образцов из полилактида, напечатанных на 3D-принтере путем наплавления филамента, и определить оптимальные параметры использования материала в промышленном прототипировании и производстве малонагруженных деталей. Материалы и методы. Экспериментальные образцы стандартной геометрии были изготовлены на трехмерном принтере модели Anycubic Cobra 2 Neo из коммерческого филамента на основе полилактида при варьировании плотности заполнения (15, 30, 60 и 100 %). Испытания на одноосное растяжение выполнялись в соответствии с требованиями государственного стандарта ГОСТ 11262-2017 с регистрацией нагрузочно-деформационных диаграмм. Результаты исследования. Установлено, что максимальное усилие разрушения напрямую зависит от доли заполнителя: при 100 % заполнении оно достигает 642 Н, тогда как снижение параметра до 15 % приводит к падению несущей способности более чем в три раза. На основе полученных данных сформулированы практические рекомендации по выбору режима печати в зависимости от назначения детали: заполнение 15–60 % оптимально для быстрого прототипирования и вспомогательных узлов, а сплошная структура (100 %) необходима для функциональных элементов, подверженных эксплуатационным нагрузкам. Заключение. Полученные данные о механических свойствах полилактида, напечатанного методом наплавления филамента, подтверждают целесообразность его применения в элементах конструкций промышленных изделий. Результаты исследования могут быть использованы при проектировании и прототипировании деталей различного оборудования.
3D-печать, филамент, полилактид, принтер, степень заполнения, прочность
Короткий адрес: https://sciup.org/147254220
IDR: 147254220 | УДК: 678:004.89 | DOI: 10.15507/2311-2468.26142.220-229
Study of mechanical properties of polylactide produced by FFF method
Introduction. The active introduction of additive technologies into industry requires accurate prediction of the mechanical properties of products, which significantly depend on the settings of the printing process. The aim of the study is to identify the influence of the degree of internal filling (from 15 to 100 %) on the strength properties of polylactide samples produced by printing by filament deposition, and to determine the optimal parameters for using the material in industrial prototyping and production of low-load parts. Materials and Methods. Experimental samples of the standard geometry were made on a three-dimensional Anycubic Cobra 2 Neo model printer from a commercial polylactide-based filament with varying filling densities (15, 30, 60, and 100 %). Uniaxial tensile tests were performed in accordance with the requirements of the state standard GOST 11262-2017 with the registration of load-strain diagrams. Results. It has been found that the maximum breaking force directly depends on the proportion of filler: at 100 % filling, it reaches 642 N, while reducing the parameter to 15 % leads to a decrease in the bearing capacity by more than three times. Based on the data obtained, practical recommendations are formulated for choosing the printing mode depending on the purpose of the part: a filling of 15–60 % is optimal for rapid prototyping and auxiliary components, and a solid structure (100 %) is necessary for functional elements subject to operational loads. Conclusion. The obtained data on the mechanical properties of polylactide printed by the method of filament deposition confirm the expediency of its use in structural elements of industrial products. The study results can be used in the design and prototyping of various equipment parts.
Текст научной статьи Исследование механических свойств полилактида, изготовленного FFF-метода
EDN:
В
Национальный исследовательский Мордовский государственный университет,
Аддитивное производство, также известное как 3D-печать, стало революционным методом послойного изготовления трехмерных объектов. В современных экономических условиях данный процесс приобретает особую значимость для российской промышленности. Технология становится основным инструментом импортозамещения и развития отечественного производства [1].
3D-принтеры позволяют быстро и экономично создавать прототипы с минимальными затратами [2]. Сегодня их все чаще применяют для производства высокопрочных изделий. Работа устройств основана на технологии послойного наплавления материала. Наиболее распространены два метода: FFF ( Fused Filament Fabrication , или производство путем наплавления филамента), который подходит для любительской и образовательной печати, и FDM ( Fused Deposition Modeling , или моделирование методом наплавления), используемый в промышленности и обеспечивающий более высокую точность.
Принцип работы FDM заключается в экструдировании расплавленной нити-филамента через нагретое сопло. Филамент затем затвердевает и образует покрытия, соответствующие 3D-модели1. При использовании для прототипирования или инженерных решений механические свойства изделий, изготовленных методом 3D-печати, приобретают решающее значение2. В таком случае необходимо тщательно учитывать различные параметры процесса печати, влияющие на механические характеристики.
Детали, изготовленные из полимерных материалов, все большее применение находят в конструкциях современных машин3.
Одновременно с распространением полимерных деталей возникает проблема их быстрой замены при выходе из строя. Часто для производителей и дилеров техники оказывается нерентабельным изготовление и продажа запасных частей из полимеров. Проблемой являются также и большие сроки поставки отдельных деталей или узлов, характеризующиеся спецификой работы существующих поставок запасных частей. Альтернативой закупке в данном случае выступает самостоятельное изготовление необходимых полимерных компонентов с использованием аддитивных технологий. Такое производство не требует использования специальной оснастки – весь цикл изготовления новой детали займет несколько рабочих дней4 [7; 8].
Сферу использования подобных технологий возможно расширить применением новых технологических подходов к 3D-печати, подразумевающих использование новых технологических схем получения деталей. Это позволяет упрочнить напечатанный из полимеров элемент и использовать его впоследствии5 [5–11].
Цель исследования – установление количественных закономерностей влияния степени внутреннего заполнения (15–100 %) на прочностные и деформационные характеристики полилактида, изготавливаемого методом послойного наплавления (FFF), с последующим
OGAREV-ONLINE. 2026. Vol. 14, no. 2JL определением технологически обоснованных границ применения напечатанных деталей в зависимости от уровня эксплуатационных нагрузок.
ОБЗОР ЛИТЕРАТУРЫ
Стремительное развитие аддитивных технологий, в частности метода послойного наплавления (FFF и FDM), трансформировало подходы к быстрому прототипированию и локальному производству запасных частей. Как отмечают исследователи, внедрение 3D-печати в ремонтное производство и машиностроение позволило существенно сократить сроки изготовления деталей, снизить металлоемкость конструкций и уменьшить зависимость от импортных поставок [6; 7]. Однако переход от создания визуальных макетов к производству функциональных, нагруженных, элементов требует точного прогнозирования механических характеристик, которые формируются непосредственно в процессе экструзии и послойной укладки полимера.
Анализ современных публикаций подтверждает, что прочность, пластичность и долговечность изделий не являются константами базового филамента, а критически зависят от технологических параметров синтеза.
Ведущим фактором, определяющим несущую способность детали, признана степень внутреннего заполнения. Экспериментальные работы М. В. Турченко, Ю. А. Гончарова и Р. М. Касимова на образцах из ABS-пластика, изготовленных по ГОСТ 11262-20176, продемонстрировали, что при плотности заполнения свыше 40 % происходит значительный прирост прочности за счет уплотнения межмолекулярных связей, тогда как в диапазоне 20–40 % показатели стабилизируются из-за одинаковых структурных изменений [9].
Аналогичные закономерности отмечены А. С. Дороховым и А. С. Свиридовым для полиамида PA12 и ABS, где образцы со 100 %-м заполнением показали наилучшие результаты при испытаниях на растяжение по ASTM D638-147. Это позволило рекомендовать данный режим для изготовления опор скольжения садовой техники [10].
Исследования Л. Б. Гаспаровой, М. В. Якимова и В. Д. Косоурова подтверждают влияние заполнения (60–100 %) на прочность зубчатых колес из биоразлагаемых композитов полилактида PLA+ и PLA CF, подчеркивая необходимость комплексной оптимизации совместно с высотой слоя и количеством внешних периметров [11].
Несмотря на накопленный массив данных по инженерным пластикам, исследования полилактида остаются фрагментарными и часто суженными. Так, В. А. Ермакова и соавторы изучили влияние параметров печати PLA на условный предел текучести. Однако коэффициент заполнения в их исследовании варьировался лишь в диапазоне от 10 до 40 %, основное внимание было сосредоточено на геометрии узора (треугольник, соты, линия) и температуре сопла [12].
В работе А. Д. Куликова и соавторов об изготовлении формообразующего инструмента для гибки меди М1 использовали исключительно сплошную структуру (100 % заполнения) при 210 °C, обосновав принципиальную возможность применения PLA в штамповом обо рудовани и, но не раскрывая градиент свойств при снижении плотности [13].
Technical sciences 223
Существенным ограничением многих работ является также недостаточный учет анизотропии. По мнению Ю. А. Гончаровой, механические свойства PLA-каркасов сильно зависят от направления укладки слоев, а заполнение 20–50 % без дополнительной пропитки не обеспечивает стабильных характеристик, требуя строгой стандартизации условий испытаний [14].
Таким образом, анализ литературы выявил ряд методологических «белых пятен». Во-первых, большинство исследований охватывают либо узкие диапазоны заполнения (до 40 % или фиксированные 100 %), либо фокусируются на материалах, отличных от PLA. Во-вторых, отсутствуют систематизированные непрерывные нагрузочно-деформационные зависимости для полилактида в полном эксплуатационном спектре (от минимальных 15 % до монолитной структуры 100 %). В-третьих, некоторые результаты получены по зарубежным стандартам организации ASTM International или внутренним методикам, что затрудняет их прямую интеграцию в российскую инженерную практику, регламентируемую ГОСТ 11262-20178. Также недостаточно проработаны четкие количественные критерии перевода напечатанной детали из категории «экономичный прототип» в класс «малонагруженный» или «конструкционный» элемент.
Настоящее исследование направлено на восполнение указанных лакун. В отличие от предшествующих работ, рассматривающих фрагментарные параметры или специфические геометрии, авторами экспериментально изучено влияние четырех дискретных значений степени внутреннего заполнения (15, 30, 60 и 100 %) на прочностные характеристики коммерческого филамента PLA при одноосном статическом растяжении.
МАТЕРИАЛЫ И МЕТОДЫ
Испытания выполнены строго в соответствии с ГОСТ 11262-20179 на стандартизированных образцах типа «двусторонняя лопатка», что обеспечивает высокую воспроизводимость и сопоставимость данных с промышленными требованиями.
В качестве объекта исследования выбран филамент полилактида производства фирмы Anycubic (Китай). На принтере марки Anycubic Сobra 2 Neo (Китай) производилась 3D-печать двусторонних лопаток по ГОСТ 11262-201710. Образцы представлены на рисунке 2. Режимы печати представлены в таблице. Посторенние модели и наложение слоев производили в слайсере Cura. Образцы с различным заполнением представлены на рисунке 1.
Таблица. Технологические режимы 3D-печати
Table. Technological modes of 3D printing
|
Параметр / Parameter |
Значение / Value |
|
Температура печати, oC / Printing temperature, oC |
205 |
|
Диаметр сопла, мм / Nozzle diameter, mm |
0,4 |
|
Скорость печати, мм/с / Print speed, mm/sec |
150 |
|
Температура стола, oC / Table temperature, oC |
60 |
|
Заполнение, % / Completion, % |
15, 30, 60, 100 |
Источник : здесь и далее таблицы и рисунки составлены авторами по результатам исследования.
Source : hereinafter, the table and figures were prepared by the author based on the results of the study.
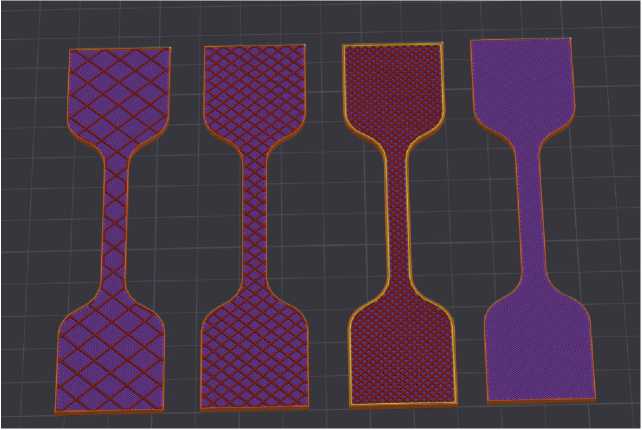
Р и с . 1 . Модели двухсторонних лопаток с заполнением 15, 30, 60, 100 %
F i g . 1 . Models of double-sided blades with a filling of 15, 30, 60, 100 %
Определение механических характеристик образцов проводили на разрывной машине UAI-7000 М (Тайвань) при комнатной температуре согласно ГОСТ 11262-201711. Скорость движения зажимов разрывной машины составляла 10 мм/мин.
РЕЗУЛЬТАТЫ ИССЛЕДОВАНИЯ
Визуальный анализ поверхностей излома напечатанных образцов из филамента полилактида (рис. 2) выявил различия в характере разрушения образцов, обусловленные степенью внутреннего заполнения.

Р и с. 2 . Готовые образцы с заполнением 60 %
F i g . 2 . Ready-made samples with a filling of 60 %
Согласно данным средние значения максимального усилия при разрыве составили: 210 Н для образцов с заполнением 15 %, 300 Н – для 30 %, 400 Н – для 60 % и 642 Н – для 100 % заполнения ( n = 5 для каждой группы).
Прослеживается монотонный рост предельной нагрузки с увеличением процентного содержания внутреннего заполнителя, при этом характер кривых для образцов с заполнением 15–60 % демонстрирует более выраженную нелинейность на участке пластической деформации по сравнению с монолитными образцами.
Относительное удлинение при разрыве также коррелировало со степенью заполнения: минимальные значения (4,9 ± 0,5 %) зафиксированы для группы 15 %, тогда как образцы со 100 % заполнением показали максимальную пластичность – 6,7 ± 0,4 %.
ОБСУЖДЕНИЕ
Полученные результаты позволяют не только выстроить непрерывную картину изменения механических свойств в зависимости от доли заполнителя, но и сформулировать верифицированные рекомендации по выбору режимов FFF-печати для конкретных инженерных задач, закрывая разрыв между академическими экспериментами и практикой отечественного прототипирования и мелкосерийного производства.
Экспериментальные данные показывают, что степень заполнения существенно влияет на механические свойства полилактида. Это связано со структурой межслоевых связей и образованием пор между слоями. Кривые «нагрузка–деформация» показывают что, более высокая плотность заполнения приводит к большей прочности испытанных образцов.
Полученная зависимость максимальной разрушающей нагрузки от степени заполнения согласуется с данными М. В. Турченко, Ю. А. Гончаровой и Р. М. Касимова, которые также отметили существенный прирост прочности при превышении порога в 40 % за счет уплотнения межмолекулярных связей, однако в настоящем исследовании установлен более плавный градиент роста характеристик для PLA в диапазоне 15–60 %, что обусловлено спецификой термического поведения и низкой температурой стеклования полилактида по сравнению с ABS-пластиком [9].
Следует отметить, что испытания проводились при фиксированной ориентации укладки слоев и едином геометрическом шаблоне заполнения, что, как показано в работах Ю. А. Гончаровой, может приводить к выраженной анизотропии прочностных свойств. Полученные значения представляют собой воспроизводимую нижнюю границу несущей способности, которая в практике может быть повышена за счет оптимизации траектории экструдера или последующей вакуумной пропитки полимерным компаундом [14].
Выявленные количественные закономерности позволяют обоснованно разделять область применения деталей из полилактида. При заполнении 15–30 % материал сохраняет достаточную жесткость для визуального прототипирования и вспомогательной оснастки, тогда как структуры с заполнением 60–100 % по своим прочностным резервам приближаются к характеристикам инженерных пластиков, что подтверждает их перспективность для изготовления малонагруженных функциональных узлов, аналогично рекомендациям А. С. Дорохова и А. С. Свиридова для полиамидных компонентов садовой техники [10].
При интерпретации полученных результатов следует учитывать, что исследование выполнено на одном типе коммерческого филамента полилактида фирмы Anycubic при фиксированных режимах печати (температура сопла 205 °C, скорость 150 мм/с, диаметр сопла 0,4 мм) и геометрии узора заполнения. Варьировалась исключительно степень внутреннего заполнения (15, 30, 60 и 100 %), тогда как изменение других параметров (высота слоя, ориентация укладки, количество внешних периметров) может влиять на механические характеристики. Кроме того, испытания ограничены статическим растяжением при комнатной температуре; поведение материалов при циклических и длительных нагрузках в настоящей работе не исследовалось.
ЗАКЛЮЧЕНИЕ
В проведенном исследовании были изготовлены образцы из полилактида методом FFF-печати с разной степенью заполнения.
Основные результаты исследования демонстрируют, что при степени заполнения 100 % могут быть изготовлены некоторые конструкционные элементы машиностроительных изделий. При 15, 30, 60 % заполнении могут изготавливаться малонагруженные детали. Низкая степень заполнения также может использоваться для быстрого прототипирования в целях экономии средств и времени.
Полученные результаты имеют выраженную прикладную значимость для инженерной практики, поскольку позволяют обоснованно выбирать режимы FFF-печати исходя из требуемых механических характеристик детали. Установленные нагрузочно-деформационные зависимости могут быть непосредственно интегрированы в технологические регламенты ремонтных предприятий и цифровых 3D-ферм, обеспечивая переход от эмпирического прототипирования к управляемому производству функциональных узлов и запасных частей. Научная ценность исследования заключается в систематизации данных по полилактиду в строгом соответствии с требованиями ГОСТ 11262-201712, что устраняет методологическую разрозненность существующих публикаций и повышает воспроизводимость результатов в отечественной инженерной среде.
Перспективы дальнейших изысканий связаны с расширением исследуемой материальной базы, изучением влияния термической постобработки (отжиг) и вакуумной пропитки на межслойную адгезию и снижение анизотропии свойств, а также с верификацией экспериментальных данных методами конечно-элементного моделирования. Дальнейшее развитие работы предполагает переход к испытаниям на циклическую долговечность и ползучесть, что необходимо для полного инженерного цикла квалификации аддитивных изделий, применяемых в условиях реального технического сервиса и мелкосерийного машиностроения.
