Исследование методик оценки прочности ниточных соединений верха обуви

Автор: Борозна В.Д., Буркин А.Н., Пряник Н.Н., Молочко А.Н.
Журнал: Вестник Витебского государственного технологического университета @vestnik-vstu
Рубрика: Технология материалов и изделий текстильной и легкой промышленности
Статья в выпуске: 4 (54), 2025 года.
Бесплатный доступ
Актуальность. В статье представлен сравнительный анализ методик оценки прочности ниточных соединений деталей верха обуви по действующему ГОСТ 9290-76 и новому ГОСТ ISO 17697-2023. Актуальность обусловлена необходимостью обеспечения высокого качества продукции в условиях рыночной конкуренции. Проведены экспериментальные исследования на образцах из натуральных кож по двум методам нового стандарта: Метод А (определение сопротивления материала прорезанию иглами) и Метод В (определение прочности на разрыв ниточного шва). Проведенный анализ выявил методологические различия подходов, их преимущества и недостатки. Установлено, что новый стандарт предлагает более комплексную оценку, включая анализ сопротивления материала повреждению, но имеет ограничения, такие как статический характер испытаний, сложность подготовки образцов из готовых изделий и отсутствие интегрального показателя качества. Практическая значимость работы состоит в возможности использования результатов для совершенствования контроля качества на обувных предприятиях, оптимизации технологических процессов и обоснованного перехода на новые стандартизированные методы. На основе проведенного анализа даны рекомендации по устранению выявленных недостатков стандартизированного метода. Научная новизна работы заключается в проведении одного из первых в отечественной практике сравнительных исследований данных стандартов. Целью работы является выявление методических недостатков в подходах оценки прочности ниточных соединений с целью организации контроля качества заготовок верха обуви. Методы исследований – стандартные методики испытаний при исследовании прочности швов деталей заготовок для верха обуви. Результаты работы – даны рекомендации по устранению недостатков стандартизированного метода оценки прочности ниточных соединений деталей верха обуви.
Прочность ниточных соединений, верх обуви, методы испытаний, качество обуви, сравнительный анализ, натуральная кожа
Короткий адрес: https://sciup.org/142247319
IDR: 142247319 | УДК: 685.34.017:677.074 | DOI: 10.24412/2079-7958-2025-4-62-75
A study of methods for assessing the strength of thread joints in shoe uppers
Relevance. This article presents a comparative analysis of methods for assessing the strength of thread joints in shoe upper components according to the current GOST 9290-76 and the new GOST ISO 17697-2023. This approach is relevant due to the need to ensure high product quality in a competitive market. Experimental studies were conducted on genuine leather samples using two methods of the new standard: Method A (determination of material cut resistance with needles) and Method B (determination of thread seam tensile strength). The analysis revealed methodological differences between the approaches, as well as their advantages and disadvantages. It was determined that the new standard offers a more comprehensive assessment, including analysis of the material's resistance to damage, while it has limitations such as the static nature of testing, the difficulty of preparing samples from finished products, and the lack of an integrated quality indicator. The practical significance of this work lies in the potential use of the results to improve quality control in footwear factories, optimize technological processes, and support the transition to new standardized methods. Based on the analysis, recommendations are provided for addressing the identified deficiencies of the standardized method. The scientific novelty of this work lies in conducting one of the first comparative studies of these standards in domestic research field. The objective of this work is to identify methodological limitations in approaches to assessing the strength of thread connections to establish quality control of shoe upper blanks. The research methods are standard test methods for assessing the strength of seams in shoe upper. The results of this work include recommendations for addressing the deficiencies of the standardized method for assessing the strength of thread joints in shoe upper components.
Текст научной статьи Исследование методик оценки прочности ниточных соединений верха обуви
УДК 685.34.017:677.074 DOI:
Сегодня рыночная экономика складывается в условиях жесткой конкуренции. Современный потребитель становится более разборчивым в выборе товаров, а производителям приходится обеспечивать должный уровень качества продукции, чтобы удерживать своих покупателей. Улучшение качества продукции является важнейшим направлением интенсивного развития экономики, источником экономического роста и эффективности производства. В этой связи главную роль играет комплексное управление качеством продукции и эффективностью производства. Для управления качеством продукции производители должны иметь информацию о фактическом качестве сырья и вспомогательных материалов, знать факторы повышения качества, критерии управления и иметь план по качеству (Л.М. Куприянов, 2015). Качество обуви определяется широким комплексом свойств, требования к которым зависит в основном от её вида и назначения. К функциональным показателям качества обуви относится прочность ниточных соединений деталей верха обуви, которые характеризует её долговечность.
Ниточные соединения являются важным элементом в конструкции верха обуви, определяющим ее эксплуатационные характеристики и потребительские свойства. В условиях динамичного развития рынка обувной промышленности и появления новых материалов актуальность совершенствования методов оценки прочности ниточных соединений швов приобретает научное и практическое значение.
В процессе изготовления обуви детали верха и, следовательно, швы подвергаются механическим и физико-химическим воздействиям. Ниточные соединения должны выдерживать статические нагрузки, возни- кающие при формовании заготовок обуви и снятия её с колодки. Качество обуви формируется в процессе её производства. В связи с указанным выше актуальным является оценка прочности ниточных швов на стадии подготовки производства. Особенно это актуально при запуске нового ассортимента обуви, а также применения инновационных материалов и оригинальных технологий.
Известно, что на прочность ниточного шва влияют физико-механические свойства материалов верха и применяемых ниток (Пряник Н.Н., 2025). Следует также учитывать параметры технологического характера, к которым можно отнести: утяжка шва, форма острия и диаметр стержня иглы, длина стежка, число строчек, расстояние между строчками и строчки от края детали.
Качество ниточного соединения также зависит от физико-механических свойств ниток, соединяемых материалов и технологичности ниточного шва. Свойства текстильных ниток зависят от вида используемого для их производства волокна, структуры нити, параметров волокон, состава сырья и сорта нитей (И.А. Калугина & И.Н. Леденева, 2012; И.Н. Леденева, et al., 2022).
Ряд научных исследований показал, что прочность ниточных швов зависит от многих факторов, включая тип ниток, параметры швейных игл, частоту строчки и технологические условия сборки. Например, капроновые нитки № 64/3 обладают более высокой прочностью по сравнению с хлопчатобумажными, особенно при использовании игл меньшего диаметра и оптимальной частоты строчки (6–7 стежков на 1 см). Полипропиленовые нитки оказались наиболее устойчивыми к воздействию кислот и щелочей, что делает их предпочтительными для спецобуви, эксплуатируемой в агрессивных условиях.
Важным аспектом является влияние температуры и трения при шитье. Нагревание иглы до высоких температур (до 320 °C) может привести к повреждению ниток и материалов, особенно при работе с синтетическими кожами. Использование игл с ромбической заточкой позволяет снизить температуру нагрева и уменьшить усилие прокола, что улучшает качество швов.
Параметры технологических процессов, таких как натяжение ниток, расстояние между строчками и ширина припуска, также играет ключевую роль. Например, для двухрядного настрочного шва оптимальная частота строчки составляет 6–6,1 стежка на 1 см, а натяжение верхней нитки — 5,0–5,5 Н. Эти параметры позволяют повысить прочность шва в 2,14 раза по сравнению с нормируемыми значениями.
Исследования также показали, что направление прокладывания строчки влияет на прочность швов. Швы, проложенные параллельно разрывающему усилию, обладают более высокой прочностью по сравнению с диагональными. Укрепление швов межподкладкой и тесьмой значительно повышает их долговечность, особенно в зонах наибольших напряжений, таких как задний шов голенищ.
Имеется ряд зарубежных научных публикаций, посвященных исследованию прочности ниточных соединений (S. Borse et al., 2020; S.A. Ghani, 2011; Daniela Barbulov-Popov & Nenad Cirkovic & Jovan Stepanovic, 2012; Chen, J.C. et al., 2014; B. Kordoghli, C. Kacem Saidene & M. Cheikhrouhou, 2011; Bessem Kordoghli & Morched Cheikhrouhou & Chiraz Kacem Saidene, 2009;
В настоящее время в отечественной практике для оценки прочности ниточных соединений деталей верха обуви применяют межгосударственный стандарт ГОСТ 9290-76 «Обувь. Метод определения прочности ниточных швов соединения деталей верха». Однако с августа 2026 года будет введен в применение идентичный межгосударственный стандарт ГОСТ ISO 17697-2023 «Обувь. Методы испытания верха, подкладки и вкладных стелек. Прочность швов». Сравнительный анализ этих технических нормативно правовых актов выявляет методологические различия в подходах к оценке прочности ниточных соединений, что требует тщательного научного исследования. Тем более, что отечественные публикации по этой тематике отсутствуют.
Таким образом целью работы является выявление методических недостатков в подходах оценки прочности ниточных соединений с целью организации контроля качества заготовок верха обуви.
Объекты и методы исследования
Для исследования прочности ниточных швов были отобраны следующие виды натуральной кожи: Santana, Калифорния спорт, Фиджи (производства АО «Русская кожа», г. Рязань), ТулипСофти, Тигина (производства ОАО «Минское производственное кожевенное объединение», р-н агрогородка Гатово Минский р-н).
Данная работа проводилась на базе предприятия ЧТПУП «Ильвада» г. Витебск специализирующего на сборке заготовок верха обуви, которое является резидентом республиканского инновационного унитарного предприятия «Научно-технологический парк Витебского государственного технологического университета». С использованием оборудования предприятия и технологии сборки заготовок верха обуви, подготовлены пробы из заготовки верха обуви. Все испытания проводили на поверенном оборудовании и приборах кафедры «Техническое регулирование и товароведение».
ГОСТ ISO 17697-2023 «Обувь. Методы испытания верха, подкладки и вкладных стелек. Прочность швов» устанавливает два метода испытаний для определения прочности швов верха, подкладки или вкладных стелек обуви, вне зависимости от материала, для оценки их пригодности конечному применению.
Сущность методов испытаний прочности ниточных швов заключается в следующем:
– Метод А: прямой ряд игл продавливают через всю толщину Т-образной испытуемой пробы так, чтобы ряд игл был параллелен основанию Т и находился от него на заданном расстоянии. Затем прикладывают усилие разрыва перпендикулярно к ряду игл, чтобы вытащить испытуемую пробу. Максимальное зарегистрированное усилие делят на ширину испытуемой пробы и получают прочность в направлении, перпендикулярном к игольным отверстиям (рисунки 1 и 2).
– Метод В: испытуемую пробу, включающую ниточный шов, постепенно растягивают на разрывной машине в направлении, перпендикулярном к шву, до разрыва.
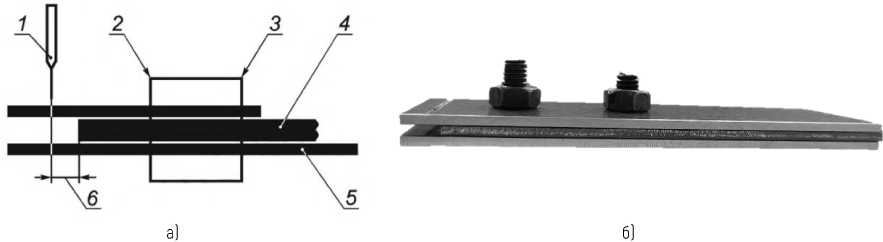
Рисунок 1 – Иглодержатель по методу А:
1 – игла; 2 – крепление; 3 – просверленная пластина; 4 – разделительная пластина;
5 – просверленная пластина; 6 – расстояние;
а) схематическое изображение иглодержателя; б) внешний вид иглодержателя Figure 1 – Needle holder according to Method A:
1 – needle; 2 – fastener; 3 – drilled plate; 4 – spacer plate; 5 – drilled plate; 6 – distance;
a) schematic representation of the needle holder; b) external appearance of the needle holder
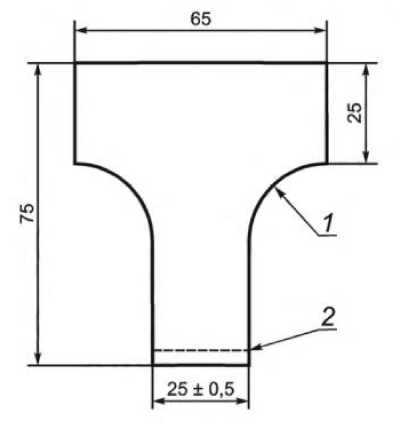

Рисунок 2 – Испытуемая проба:
1 – 20 (радиус); 2 – линия перфорации;
а) схематическое изображение испытуемой пробы; б) внешний вид образца в иглодержателе Figure 2 – Test sample:
1 – 20 (radius); 2 – perforation line;
a) schematic representation of the test sample; b) appearance of the sample in the needle holders
Определяют прочность на разрыв и тип разрыва (рисунок 3).
Испытания по методу А проводят на разрывной машине со скоростью перемещения зажимов (100±10) мм/мин, с диапазоном усилия, соответствующим испытуемой пробе (обычно менее 500 Н для материалов верха обуви), обеспечивающая измерение усилия с точностью до 2 %.
Пробы испытуемого материала закрепляют в иглодержатель, который представляет собой две прямоугольные жесткие пластины, каждая минимальной шириной 30 мм и максимальной толщиной 6 мм. На каждой из двух пластин просверливают 17 отверстий диаметром (1,1 ± 0,1) мм.
Отверстия располагаются на прямой линии, параллельной одному краю пластины и находящейся приблизительно в 5 мм от него. Отверстия располагают равномерно, чтобы центры двух крайних отверстий на- ходились на расстоянии (26,5 ± 0,5) мм друг от друга.
Одну разделительную пластину такой же ширины, как и просверленные пластины, и имеющую толщину, равную (3,5 ± 0,5) мм.
Средства крепления разделительной пластины к поверхности одной из просверленных пластин, позволяющие отрегулировать расстояние между краем разделительной пластины и центральной линией ряда отверстий на другой пластине и установить его на уровне (3,0 ± 0,1) мм и (6,0 ± 0,2) мм.
Средства крепления другой просверленной пластины к открытой поверхности разделительной пластины должны обеспечивать совпадение отверстий на обеих просверленных пластинах так, чтобы они располагались точно одно над другим.
В иглодержатель вставляют семнадцать игл, имеющие стандартную круглую заточку острия иглы ( R ), метрический размер 90 (размер Зингер 14).
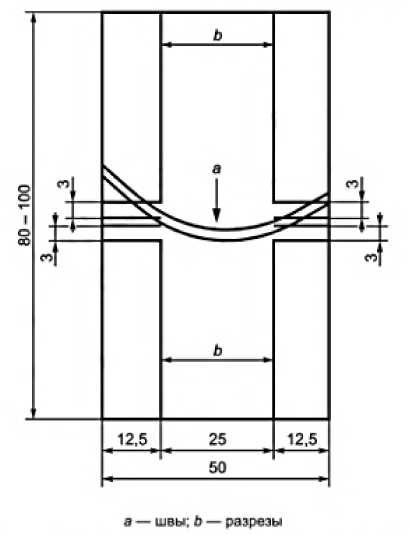
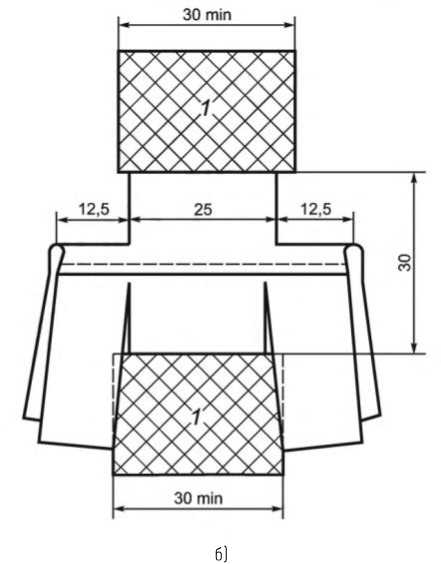
Рисунок 3 – Формы образцов для испытаний ниточных соединений по ГОСТ ISO 17697-2023 по методу В: а) форма образца; б) проба, зажатая в зажимах разрывной машины
Figure 3 – Sample shapes for testing thread joints according to GOST ISO 17697-2023, Method B: a) sample shape; b) sample clamped in the clamps of the tensile testing machine
Перед испытанием обувь или неразрезанный листовой материал, или верх выдерживают в контролируемых стандартных атмосферных условиях в соответствии с ISO 18454 в течение не менее 24 ч перед испытанием и проводят испытание в таких же условиях.
Для проведения испытания вырезают шесть испытуемых проб размерами, указанными на рисунке 2. Три испытуемые пробы необходимо вырезать так, чтобы кромка основания Т-образной испытуемой пробы была параллельна продольному направлению материала (для кожи – в направлении хребта, для некожевенных материалов – в направлении основы (кромки) или в продольном направлении), а три испытуемые пробы – в направлении, перпендикулярном к первому.
Образцы, предназначенные для испытания прочности на разрыв шва, вырезаются непосредственно из заготовок верха обуви, в которых материал подкладки неотъемлемо соединен с основным материалом верха.
Если испытания проводятся на отдельных материалах, образцы отбирают из различных участков по всей полезной ширине и длине листового материала. Для тканых структур необходимо обеспечить, чтобы разные образцы не содержали одних и тех же нитей основы или утка.
При вырезке образцов из заготовок верха избегают участков с дефектами (например, отверстиями для шнуровки). Из каждой пары обуви подготавливают шесть образцов Т-образной формы: три образца вырезают так, чтобы основание "Т" было параллельно продольной оси (оси X) обуви в соответствии со стандартом ISO 17709, и три образца – с основанием, перпендикулярным этой оси.
Для некоторых типов обуви, в частности детской, вырезка образца регламентированного размера может быть невозможна, при этом уменьшение его размеров не допускается методикой. В такой ситуации испытания на прочность шва проводятся не на готовом верхе, а на отдельных образцах материалов, из которых он изготовлен, с последующим сшиванием их по заданной технологии.
На каждом Т-образном образце отмечают продольное направление. Сквозь всю толщину образца, параллельно его основанию и на заданном расстоянии от него, прокалывают прямую перфорационную линию с помощью ряда игл. К образцу прикладывают растягивающее усилие в направлении, перпендикулярном линии перфорации, до его выдергивания из-под игл. Прочность материала в направлении, перпендикулярном игольным отверстиям, рассчитывается как отношение максимально зарегистрированного усилия к ширине образца.
Регулируют иглодержатель так, чтобы расстояние от конца разделительной пластины до центральной линии ряда отверстий в двух других пластинах было следующим:
-
– эластичные и неплотные материалы – (6,0 ± 0,2) мм;
-
– все остальные материалы – (3,0 ± 0,1) мм.
В каждое из 17 отверстий верхней пластины иглодержателя помещают по одной игле. Положение игл должно соответствовать двум условиям: их остриё не должно выступать за внутреннюю плоскость пластины, а паз для нити (желобок) на каждой игле должен быть ориентирован в сторону разделительной пластины устройства.
Испытуемый образец Т-образной формы размещают в иглодержателе. Его основание должно упираться в торец разделительной пластины. При этом необходимо совместить центральное отверстие в рядах отверстий на пластинах держателя с серединой ширины рабочей части образца.
Последовательно продавливают все 17 игл сквозь полную толщину образца и соответствующие отверстия в ответной пластине. Движение игл прекращают в момент, когда их переходный конус (упирающаяся часть) предотвращает дальнейшее погружение. Важно проконтролировать, что в процессе перфорации первоначальное положение образца относительно иглодержателя не изменилось.
Иглодержатель с закреплённым и перфорированным образцом фиксируют в одном из зажимов разрывной машины. Ориентация должна быть такой, чтобы линия из 17 игл располагалась строго перпендикулярно оси приложения нагрузки машины. Свободный конец образца (длиной не менее 20 мм) зажимают в другом зажиме машины, обеспечивая его расположение по центру зажимных губок.
Регистрируют максимальное усилие, приложенное к зажимам во время испытания, Н, до ближайшего 1 Н, и тип повреждения испытуемой пробы, а именно:
-
a) раздир вдоль линии игольных отверстий;
-
b) вытягивание нитей, идущих параллельно ряду игл;
-
c) сквозной раздир материала от каждой иглы;
-
d) повреждение в стороне от игольных отверстий.
Иногда испытуемая проба может иметь повреждения сразу нескольких типов, в этом случае регистрируют все типы повреждения наряду с указанием их относитель- ного количества.
За результат измерения берет среднее арифметическое значение максимальных усилий, трех испытуемых проб, вырезанных в продольном направлении, и для трех испытуемых проб, вырезанных в поперечном направлении. Для каждого направления: делят среднее арифметическое значение максимального усилия на ширину испытуемой пробы 25 мм, чтобы получить прочность 1), Н/мм, в направлении, перпендикулярном к игольным отверстиям.
Испытания прочности ниточных швов по методу В проводят на разрывной машине со скоростью перемещения зажимов (100 ± 10) мм/мин, с диапазоном усилия, соответствующим испытуемым пробам (обычно до 2 кН), обеспечивающая измерение усилия с точностью до 2 %.
Для подготовки проб используют небольшой острый ручной нож или ножницы для вырезания испытуемых проб. Если испытанию подлежат подготовленные для испытания швы, то для вырезания используют резак, обеспечивающий получение испытуемых проб размерами (50 ± 2) х (50 ± 2) мм.
Образцы для испытаний вырезаются из цельных деталей верха обуви. При наличии достаточной площади материала с помощью ножа изготавливают два прямоугольных образца размерами (90 ± 10) х (50 ± 2) мм, включающих слои подкладки. Шов должен располагаться приблизительно по центральной оси образца, параллельной его длинной стороне (рисунок 3). В случае ограниченных размеров детали допускается уменьшение габаритов образца при условии, что его минимальный размер составляет не менее 10 мм.
На каждом подготовленном образце выполняются два продольных разреза, параллельных длинным краям. Разрезы начинаются от краёв материала и не доходят до линии шва на 3,0 мм. В результате формируется центральная полоса шириной (25,0 ± 0,5) мм, содержащая шов, и две крайние полосы шириной (12,5 ± 0,5) мм каждая (рисунок 3б).
Если образцы требуют предварительного соединения материалов методом сшивания, из каждого слоя верха и подкладки, используемого в конструкции, вырезаются заготовки размером (50 ± 2) х (50 ± 2) мм с помощью ручного ножа, ножниц или резака. Количество заготовок определяется конфигурацией шва, который может соединять два идентичных или различных материала верха, а также один или несколько слоёв подкладки. Конструкция может включать армирующие эле- менты. Общее количество сшиваемых заготовок должно обеспечивать подготовку трёх образцов для испытаний в каждом заданном направлении. Направление испытания (продольное или поперечное) задаётся перпендикулярно оси шва. Количество исследуемых направлений зависит от структуры и конструкции материала верха.
Конструкция также может включать укрепляющие детали. Вырезают необходимое количество кусков, чтобы подготовить три сшитые испытуемые пробы для каждого направления испытания.
Продольное или поперечное направление испытания устанавливают под углом 90° к направлению шва. Количество направлений испытания зависит от конструкции верха.
Достаточно провести отдельные испытания в продольном и поперечном направлениях, но в некоторых случаях может потребоваться подготовка испытуемых проб с продольным и поперечным направлениями в сочетании с направлением материала, вырезанного под углом.
Для некожевенных материалов испытуемые пробы вырезают в разных местах вдоль полезной ширины и длины листового материала. Для материалов с тканой структурой это обеспечивает то, что никакие две испытуемые пробы не будут содержать одни и те же нити основы или утка.
С помощью швейной машины сшивают вместе куски материала квадратной формы чтобы получить по три испытуемых шва для каждого направления испытания.
Для имитации конструкции шва в обуви сшивают вместе два куска натуральной кожи настрочным швом с использованием иглы с круглой заточкой с припуском 2 мм и с 16 стежков на 25 мм. Для образования шва использовались полиэфирные нитки, характеристика которых представлена в таблице 1. Образование швов производилось на машине ф. Pfaff 483 класса.
На каждой испытуемой пробе выполняют разрезы перпендикулярно к шву из точек, расположенных на расстоянии 3 мм от шва, до краев материала, чтобы получить испытуемую пробу с шириной центральной части (25,0 ± 0,5) мм и шириной двух крайних частей (12,5 ± 0,5) мм.
Перед проведением испытания измеряют ширину центральной части испытуемой пробы в мм до ближайшего 0,5 мм. Расстояние между зажимами должно быть 30 мм друг от друга.
Таблица 1 – Характеристика швейных ниток
Table 1 – Characteristics of sewing threads
|
Нитки |
Состав |
Структура |
Линейная плотность, текс |
Разрывная нагрузка, Н |
Удельная разрывная нагрузка нитей, сН/текс |
Коэффициент вариации по разрывной нагрузке, % |
Относительное удлинение при разрыве, % |
|
70ЛЛ |
полиэфир |
армированные с полиэфирной оплеткой |
65 |
25,5 |
0,36 |
6,1 |
16,0 |
|
86Л |
полиэфир |
комплексная нитка |
89 |
50,0 |
0,33 |
4,4 |
20,7 |
Таблица 2 – Усреднённые значения сопротивления материала к прорезанию по ГОСТ ISO 17697-2023 (Метод А)
Table 2 – Average values of material resistance to cutting according to GOST ISO 17697-2023 (Method A)
|
Наименование материала |
Толщина, мм |
Разрывная нагрузка при разрыве, Р, Н |
Прочность, Н/мм |
Удлинение при разрыве |
Тип повреждений при разрыве |
|
|
мм |
% |
|||||
|
Фиджи (бежевый) |
1,68 |
830 |
33,2 |
22 |
110 |
сквозной раздир материала от каждой иглы (с) |
|
Фиджи (черный) |
1,35 |
1041 |
41,6 |
15 |
77 |
сквозной раздир материала от каждой иглы (с) |
|
Фиджи (белый) |
1,43 |
943 |
37,7 |
18 |
91 |
сквозной раздир материала от каждой иглы (с) |
|
Фиджи (синий) |
1,91 |
1378 |
55,1 |
20 |
101 |
сквозной раздир материала от каждой иглы (с), повреждение в стороне от игольных отверстий (d) |
|
Santana |
1,32 |
899 |
36,0 |
19 |
96 |
раздир вдоль линии игольных отверстий (а), сквозной раздир материала от каждой иглы (с) |
|
Калифорния спорт |
1,63 |
1350 |
54,0 |
22 |
110 |
раздир вдоль линии игольных отверстий (а), сквозной раздир материала от каждой иглы (с) |
|
Тулип Софти |
1,75 |
1248 |
49,9 |
19 |
96 |
сквозной раздир материала от каждой иглы (с) |
|
Тигина |
1,63 |
1565 |
62,6 |
20 |
100 |
сквозной раздир материала от каждой иглы (с) |
Для испытуемых проб, вырезанных из верха, который имеет подкладку, не присоединенную к обратной стороне, подкладку отрывают от внешней части, чтобы закрепить внешнюю часть в губках зажима разрывной машины. От самого шва подкладку не отрывают.
Для испытуемых проб, вырезанных из верха с присоединенной подкладкой, в губках зажима зажимают верх вместе с подкладкой.
Закрепляют испытуемую пробу посередине между губками зажима, центральную часть испытуемой пробы между зажимами оставляют такую, чтобы шов располагался параллельно краям зажима на расстоянии 15 мм от каждого зажима. Полосы по краям шириной 12,5 мм не должны быть зажаты. Они должны свободно свешиваться (рисунок 3).
После повреждения испытуемой пробы регистрируют усилие, Н, до ближайшего 1 Н, при котором произошло повреждение (разрывное усилие).
Записывают тип(ы) повреждения, а именно:
-
a) повреждение материала по шву;
-
b) вытягивание нитки из шва;
-
c) разрыв нитки;
-
d) повреждение материала вне шва.
По окончании испытания фиксируется разрывная нагрузка и тип повреждения испытуемой пробы. За результат испытания берут среднее арифметическое значение максимального усилия, деленного на ширину испытуемой пробы 25 мм, определяя прочность шва в Н/мм.
Экспериментальные исследования и обсуждения результатов
Прочность ниточных креплений деталей заготовки обуви должна соответствовать нормам, указанным в ГОСТ 21463-87 «Обувь. Нормы прочности». Согласно стандарту, показатель «разрывная нагрузка» по каждому образцу должен быть не менее 9 Н/мм при одной строчке.
В таблице 2 представлены усредненные значения результатов исследования сопротивления материала прорезанию по ГОСТ ISO 17697-2023 «Обувь. Методы испытания верха, подкладки и вкладных стелек. Прочность швов» по методу А по семи образцам.
Из таблицы 2 видно, что прочность материала имеет высокие значения от 33,2 Н/мм до 62,6 Н/мм в зависимости от материала. Преобладающий характер разрушения испытуемой пробы является «сквозной раздир материала от каждой иглы», что свидетельствует о концентрации напряжений в месте прокола иглой материала.
В таблице 3 представлены результаты исследования прочности ниточных соединений деталей верха обуви по ГОСТ ISO 17697-2023 «Обувь. Метод определения
Таблица 3 – Усреднённые значения прочности шва по ГОСТ ISO 17697-2023 (Метод В)
Table 3 – Average values of weld strength according to GOST ISO 17697-2023 (Method B)
Результаты исследования прочности шва по методу Б показал, что значение прочности превышает установленной норма и варьируется от 13,2 Н/мм до 14,9 Н/мм. Тип повреждений при разрыве преобладает «разрыв нитки», что свидетельствует о высокой степени сопротивления прорезанию. Эти выводы подтверждаются результатами испытаний по методу А.
Для сравнения полученных результатов по двум стандартам проведены точечные испытания швов для различных заготовок верха мужской и женской обуви весенне-осеннего ассортимента 2025 года. Все заготовки верха обуви были отшиты из натуральной кожи, включая те кожи, которые указаны в таблице 3. Испытания проводили в соответствии с ГОСТ 9290-76 «Обувь. Метод определения прочности ниточных швов соединения деталей верха». Количество образцов в каждом испытании было по шесть, а общее количество точечных выборок 11, т. е. разный ассортимент обуви. Таким образом, в таблице 4 представлены результаты всех испытаний от минимальных до максимальных значений показателей свойств.
Анализируя полученные результаты исследований по ГОСТ 9290-76 можно обратить внимание, что характер разрушения «материал верха» указывает на низкое сопротивление материала прорезанию. Низкое значение показателя прочности шва свидетельствует о значительной снижения прочности материала по краям образца, что было отмечено также ранее в публикациях (Буркин А.Н. & Комлева Н.В., 2005;
По результатам проведенных исследований были выявлены методологические различия в двух методиках и проанализировано их влияние на результаты испытания, которые представлены в таблице 5.
Как видно из таблицы 5 ГОСТ ISO 17697-2023 имеет ряд преимуществ перед стандартом ГОСТ 92990-72, но и в нем имеются методологические недостатки:
-
– статический характер испытаний прочности швов, не отражающий усталостную долговечность шва;
-
– форма образцов, не исключающая напряжения на краях образца;
-
– форма и большие размеры образцов не позволяют их выкраивать из заготовок и обуви;
-
– отсутствие интегрального показателя качества, что создает затруднение в принятие решений о эксплуатационных свойствах обуви;
– эффективен для приемочного контроля готовой продукции, но не применим для проектирования и прогнозирования прочности ниточных соединений на начальном этапе жизненного цикла изделия.
Кроме того, текст стандарта ГОСТ ISO 17697-2023 имеет ряд технических недостатков:
-
– не описаны процедуры подготовки образцов тачных швов, хотя они прописаны в стандарте;
– не прописано как вырезать образцы из обуви и заготовок если швов имеет криволинейный характер.
Заключение
Проведённое исследование позволяет утверждать, что комплексное изучение прочности ниточных соединений деталей верха обуви сохраняет высокую научную и практическую актуальность, выступая важным элементом обеспечения конкурентоспособности и качества продукции в современной обувной промышленности.
Научная актуальность исследований обусловлена необходимостью разработки новых и совершенствования существующих методов оценки, адекватно отражающих сложный характер эксплуатационных нагрузок при производстве и носки обуви. Как показал анализ, даже современные стандартизированные методики, такие как ГОСТ 9290-72 и ГОСТ ИСО 17697-2023, обладают рядом методологических ограничений, главным из
Таблица 4 – Результаты испытаний прочности ниточных соединений по ГОСТ 9290-76
Table 4 – Results of testing the strength of thread connections according to GOST 9290-76
|
Наименование материала |
Толщина, мм |
Прочность шва, Н/мм |
Удлинение при разрыве,% |
Тип возникших повреждений при разрыве |
|
Натуральная кожа |
1,3–1,8 |
0,63–10,8 |
68–118 |
Материал (вверх) |
Таблица 5 – Сравнительный анализ методов испытания прочности ниточных швов деталей верха обуви Table 5 – Results of testing the strength of thread connections according to GOST 9290-76
|
Критерии сравнения |
ГОСТ 9290-72 «Обувь. Метод определения прочности ниточных швов соединения деталей верха» |
ГОСТ ISO 17697-2023 «Обувь. Методы испытания верха, подкладки и вкладных стелек. Прочность швов» |
Анализ и последствия различий |
|
1. Область применения и количество методов оценки |
Распространяется на обувь из натуральной, искусственной и синтетической кожи, текстиля, комбинированную всех видов, конструкций и назначений. Один универсальный метод для определения прочности ниточных соединений |
Распространяется на верх, подкладку или вкладные стельки обуви, вне зависимости от материала. Устанавливает два метода испытаний:
|
ГОСТ ISO 17697 обеспечивает комплексный подход, позволяя оценить не только прочность шва, но и сопротивление материала повреждению иглой, что важно для прогнозирования долговечности. Однако в стандарте отсутствует интегральный показатель, объединяющий прочность шва (метод В) и сопротивление прорезанию (метод А), что затрудняет однозначную оценку и сравнение различных комбинаций «материал – шов – технология» |
|
2. Форма и подготовка образцов |
Регламентирована для каждого типа обуви. Образцы вырубаются из обуви размерами 45х40 мм с рабочей частью 25х40 мм. Требуется закрепления краевых стежков дополнительной ниткой |
Образцы можно вырезать из готовой обуви размерами 90х50 мм либо сшивать вырезанные из материала квадраты размерами 50х50 мм. При проведение испытаний на образцах делают надрезы для создания центральной части шириной (25,0±0,5) мм |
Отсутствие необходимости в ручном закреплении стежков снижает трудоемкость в подготовке образцов по ГОСТ ISO 17697 и частично исключает краевые эффекты в зоне шва |
|
3. Количество испытаний |
В зависимости от места вырубки пробы вырубают 3–4 пробы |
Для испытания по методу А вырезают 6 проб, по методу В вырезают две пробы |
В обоих методах недостаточное количество проб |
|
4. Оборудование |
Разрывная машина со скоростью перемещения зажимов (100±10) мм/мин |
Разрывная машина со скоростью перемещения зажимов (100±10) мм/мин с точностью до 2 % |
В ГОСТ ISO 17697-20023 прописана погрешность средства измерения, что позволяет воспроизводить испытания с одинаковой точностью |
|
5. Подход к оценке прочности шва |
Определяют прочность шва (Р, Н) на длину строчки на испытанном образце между крайними проколами и коэффициент прочности шва (К, %) – отношение прочности к прочности материала |
Определяют только прочность шва Н/мм |
Подход к оценке прочности шва одинаков. Однако сравнительной анализ затруднен в виду разных размеров рабочей части образцов |
|
6. Обработка результатов испытания |
Фиксируется разрывная нагрузка и характер разрушения (по шву или в материале) |
Фиксируется разрывная нагрузка и детализируется тип разрушения с использованием стандартизированной классификации (разрыв нитки, повреждение материала по шву и т. д.) |
Детальная классификация характера разрушения в ГОСТ ISO 17697 предоставляет информацию для анализа прочности ниточных соединений и совершенствования технологий (выбор нитки, иглы, натяжения) |
которых является статический характер испытаний, не позволяющий в полной мере оценить усталостную долговечность шва в условиях реальной эксплуатации. Это создает обширное поле для научных изысканий в области разработки циклических и комплексных критериев оценки прочности ниточных соединений деталей верха обуви.
На практическом уровне значимость работы заключается в её непосредственном прикладном значении для инженерно-технологических служб предприятий. Результаты таких исследований позволяют:
– перейти от эмпирического подбора параметров шитья к научно обоснованной оптимизации технологических процессов, минимизируя брак и сокращая материальные затраты;
– обеспечить требуемый уровень эксплуатационной надежности и безопасности изделия, что особенно критично для специальной обуви;
– эффективно интегрировать в производство новые перспективные материалы, разрабатывая для них аде- кватные методы соединения и обеспечивая тем самым технологический суверенитет предприятий.
Таким образом, исследование прочности ниточных швов является не узкоспециализированной задачей, а комплексной междисциплинарной проблемой, находящейся на стыке материаловедения и технологии. Ее успешное решение способствует созданию высококачественной, долговечной и конкурентоспособной продукции, отвечающей вызовам современного рынка.
Дальнейшие изыскания в данном направлении целесообразно сосредоточить на разработке прогностических моделей долговечности швов и создании интегрированных систем оценки, сочетающих методы физического эксперимента и компьютерного моделирования. Перспективным направлением исследований является разработка дополнений к стандартным методам, учитывающие динамические нагрузки и создание комплексных критериев оценки качества ниточных соединений.
