Исследование некоторых физических свойств фитилей, получаемых спеканием дисперсного порошка меди в конструкциях термосифонов и тепловых труб

Автор: Шестаков Александр Леонидович, Карипов Рамзиль Салахович, Галимов Дамир Муратович, Карипов Денис Рамзилевич
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Рубрика: Порошковая металлургия и композиционные материалы
Статья в выпуске: 3 т.15, 2015 года.
Бесплатный доступ
Предложен способ изготовления капиллярно-испарительного патрона (КИП) из мелкодисперсного порошка меди марки ПМС-1 методом порошковой металлургии с использованием пресс-форм. Целью данного исследования является подбор конструкции и режимов изготовления КИП из мелкодисперсного порошка меди марки ПМС-1 методом порошковой металлургии, обеспечивающим высокие технические характеристики. Исследовано влияние засыпки активированным углем, а также влияние наполнения медного порошка частицами мочевины на капиллярную структуру изделий. Для получения КИП было изготовлено несколько вариантов пресс-форм, обеспечивающих точное изготовление пористых фитилей способом порошковой металлургии. Оптимальной температурой спекания медного порошка, обеспечивающей достаточную механическую прочность, теплопроводность КИП, оптимальную пористость его структуры, придающей ему свойства капиллярного насоса и парообразователя, является 840-850 °С. На примере испарения воды и спирта при нагреве фитиля определена толщина КИП в пределах 2,5-3,0 мм. Выбор медного порошка ПМС-1 (ГОСТ 4960-75) в качестве материала КИП является наиболее подходящим. Смачиваемость медного фитиля зависит от его капиллярности, степени очистки его перед сборкой и от давления. В вакууме медный фитиль смачивается значительно интенсивней. Использование смеси из порошков меди и мочевины (не более 5 об. %) в качестве исходного материала для спекания в пресс-форме имеет преимущества в виде увеличения пористости КИП, упрощения извлечения заготовок фитилей из пресс-форм, а также снижения окисления. Рекомендованы условия для увеличения пористости структуры, упрощения съёма заготовок фитилей из пресс-форм и снижения окисления. Результаты исследования данных фитилей могут применяться при разработке конструкций термосифонов и тепловых труб.
Мелкодисперсный порошок меди, термосифон, тепловая труба, спекание, пресс-форма, фитиль, капилляры, капиллярно-испарительный патрон, микрочастицы, микропоры, капиллярный насос, капиллярные силы, гидравлическое сопротивление
Короткий адрес: https://sciup.org/147156952
IDR: 147156952 | УДК: 621.762.4.043
Research of physical properties of the wicks obtained by sintering the dispersed copper powder in the construction of thermosyphons and heat pipes
The method of powder metallurgy for manufacturing evaporative capillary cartridge using molds from fine copper powder (grade PMS-1) is proposed. The aim of this study is the selection of design and manufacture modes of instrumentation of fine powder copper (grade PMS-1) by powder metallurgy, which provides high performance. The influence of filling with activated carbon and the effect of powder particles of carbamide in the copper on the product’s capillary structure were investigated. A few variants of molds for the evaporative cartridges were made, ensuring accurate manufacturing of porous wick by means of powder metallurgy. The optimum sintering temperature of copper powder, which provides sufficient mechanical strength, thermal conductivity of instrumentation, optimal porosity of the powder structure that gives it the properties of the capillary pump and steam generator, is 840-850 °C. The wall thickness of the cartridge was defined as 2.5-3.0 mm by evaporation of water and alcohol during heating of the wick. Copper powder PMS-1 (State Standard 4960-75) is the most suitable material for the cartridge production. The wettability of copper wick depends on its capillarity, its purity before the pressuring, and pressure. A copper wick wets with considerable intensity in a vacuum. The influences of covering the molds by activated carbon and effect of the carbamide addition to the copper powder on the capillary structure of the products were studied. A mixture of copper powder and carbamide (less than 5 vol. %) as a raw material for sintering mold has the advantages of increasing porosity of instrumentation, easy removing of preforms from the molds and reducing of oxidation. The conditions for increasing the porosity of the structure, simplifying the removal of wick blank from molds and reducing of oxidation were recommended. Results of the study of the wicks may be used in the design of constructions of thermosyphons and heat pipes.
Текст научной статьи Исследование некоторых физических свойств фитилей, получаемых спеканием дисперсного порошка меди в конструкциях термосифонов и тепловых труб
Выбор материала фитиля – капиллярноиспарительного патрона (КИП), используемого в качестве насоса для транспортировки жидкости и последующего преобразования её в пар в термосифонах (ТС) и тепловых трубах (ТТ), является весьма актуальным. Такой КИП выполняет роль не только парожидкостного насоса, обеспечивающего циркуляцию жидкого и парообразного теплоносителя, но и парогенератора – преобразователя жидкой фазы в паровую. От эффективности такого парообразования зависит скорость передачи тепловой мощности в замкнутых системах устройств, работающих по принципу испарительно-конденсационного цикла [1], поэтому важным является и конструктивное исполнение КИП, и материал, из которого он выполнен.
Выбор медного порошка ПМС-1 (ГОСТ 4960–75) в качестве материала КИП, состоящего (по результатам химического анализа с помощью энергодисперсионного рентгенофлуоресцентного спектро- метра) из Cu – 99,5 %, As – 0,003 %, O – 0,2 %, Fe – 0,018 %, Sb – 0,005 %, Pb – 0,05 %, является наиболее подходящим из-за его привлекательных физических характеристик:
– высокая теплопроводность –
K т.п. при 300К= 386 Вт/м·К;
– широкий диапазон мелкодисперсной фракции с размером частиц от 4,5 до 50 Мкм;
– форма частиц – сферическая;
– температура плавления – 1083 °С;
– метод изготовления деталей – порошковая металлургия, т. е. получение деталей из порошков путём их смешения, последующего уплотнения и спекания при температурах на 20–25 % ниже температуры плавления материала данного порошка, позволяющий получить высокоточные детали с особыми физико-техническими свойствами и характеристиками, которые невозможно получить другими методами;
– смачиваемость – определяет во многих слу- чаях полноту контакта на границе раздела фаз и создаёт благоприятные условия для межмолекулярного взаимодействия.
Смачиваемость медного фитиля зависит от его капиллярности, степени очистки перед сборкой и давления. В вакууме медный фитиль смачивается значительно интенсивней, что обеспечивает меди особую привлекательность.
Решение задачи передачи тепла, связанное с процессами испарения, представляет большие трудности.
Целью данного исследования является подбор конструкции и режимов изготовления КИП из мелкодисперсного порошка меди марки ПМС-1 методом порошковой металлургии, обеспечивающим высокие технические характеристики, а именно:
-
1) достаточную проницаемость пористого КИП, обеспечивающего заданную циркуляцию жидкого и парообразного теплоносителя;
-
2) высокую теплопроводность КИП, обеспечивающую за счет плотного контакта с корпусом ТС или ТТ эффективную теплоотдачу в зоне испарения;
-
3) неоднородную макропористую структуру, обеспечивающую в КИП полидисперсную систему с разными по размерам, связанными между собой медными частицами, что позволит использовать КИП как универсальный фитиль для известных, сочетаемых с медью видов теплоносителей (вода, спирты, ацетон и т. д.) с разными показателями давления насыщенного пара, теплоты испарения, вязкости и плотности жидкости и пара, теплопроводности, поверхностного натяжения, смачивания им твёрдых стенок капиллярных каналов и т. д., используемых для среднетемпературных ТС и ТТ.
В связи с поставленной целью в рамках проводимой работы решались следующие задачи:
-
– проектирование и изготовление специальных герметичных пресс-форм для спекания медного порошка, обеспечивающих минимальный доступ кислорода в процессе температурной обработки;
-
– эффективность защиты от окисления спекаемых деталей путём засыпки форм активированным углём;
-
– проверка эффективности защиты от окисления спекаемых деталей путём введения в медный порошок от 10 до 25 % по объёму мочевины (карбамида (NH 2 ) 2 CO) путём его смешения по методике [2];
-
– влияние прессования порошка и температуры спекания на размер пор, форму и размер спекаемых частиц, эффективную поверхность испарения, гидравлическое сопротивление и механическую прочность деталей;
-
– последствия механической обработки деталей, полученных способом порошковой металлургии.
Для получения КИП было изготовлено несколько вариантов пресс-форм, обеспечивающих точное изготовление пористых фитилей способом порошковой металлургии (рис. 1).

Рис. 1. Прессформы
Эксперименты показали, что засыпка в пресс-форму медного порошка без последующего его уплотнения ведёт к усадке материала в процессе спекания, и, в конечном счете, влияет на точность изготовления (уменьшение геометрических размеров) деталей, что недопустимо из-за требований плотной посадки КИП в корпус ТС и ТТ. В то же время, сильное уплотнение медного порошка в пресс-форме ведёт к взаимной контактной диффузии меди с корпусом, что затрудняет съём деталей КИП после спекания без поломок. Указанная проблема решалась следующим образом: после засыпки медного порошка в пресс-форму до верхнего уровня с одновременным уплотнением его постукиванием по корпусу, пресс-форма сверху закрывалась и прикручивалась крышкой со специально проточенным в ней выступающим расчетным буртиком, который при сборке нормированно уплотняет медный порошок с одновременной герметизацией корпуса от проникновения окисляющего кислорода. Однако, несмотря на плотное прилегание элементов корпуса пресс-формы друг к другу, наблюдалось окисляющее воздействие проникающего кислорода воздуха на спекаемую заготовку КИП в местах соединения элементов корпуса пресс-формы (рис. 2).
Снижение воздействия окисляющего кислорода в процессе высокотемпературного спекания медного порошка проводилось в двух направлениях:
-
1) засыпкой перед спеканием собранных форм активированным углём, что соответствует термообработке в атмосфере, создаваемой в присутствии углерода;
-
2) смешением медного порошка с мочевиной (NH2)2CO (в порошке) в соотношении от 1 : 0,25 до 1 : 0,15 по объёму.
При засыпке форм перед спеканием активированным углём окисление деталей вдоль примы-

Рис. 2. Спекаемые заготовки КИП
кания деталей пресс-ф орм не прои с хо д ил о, одн ак о н а э тих ж е ме с тах п рои с х одило п оте мне н и е з а г отовок КИП с ф орм и рова н ием ры х л ой с тр у ктуры . И с с л е дова н и е м ик ро с тр у к т у ры п ок а за л о на л и ч и е в этих местах углерода (около 2 %), что г о в о рит о е го п ро ни к н ове нии в п р оце с с е с п е кан ия вдоль н еп л от н ог о при л еган и я элеме н тов пре с с -формы.
В медный порошок добавляли мочевину от 10 до 25 % по объёму с целью увеличения пористости, облегчения съёма заготовки КИП после термообработки и создания восстановительной среды в процессе спекания [2, 3]. Увеличение % содержания мочевины приводит к увеличению усадки полученных заготовок КИП после спекания независимо от прикладываемого усилия при прессовании порошка в пресс-форме, что в конечном счете ведет к браку из-за неконтролируемого изменения геометрических размеров КИП, при этом пористость КИП повышается с 60 % для случая однокомпонентного медного порошка до 72 % для двухкомпонентного порошка (в смешении с мочевиной). Имеющаяся информация о том, что спечённые заготовки фитилей являются достаточно прочными, позволяющими их обтачивать на токарном станке в заданный размер [1], натолкнула на мысль изготовить пресс-форму большего раз- мера по наружному диаметру заготовки КИП, а после спекания деталь обточить на токарном станке в размер. Эксперименты показали, что достаточной механической прочностью обладали КИП, спечённые при температуре выше 850 °С. При температурах спекания ниже 850 °С механической прочности было недостаточно и в процессе обработки они ломались. В то же время исследования методом сканирующей электронной микроскопии поверхности детали, обработанной механически, показало замятие и забивание поверхностных пор КИП (рис. 3), что, в конечном счете, приводит к повышению поверхностного гидравлического сопротивления, и снижает эффективность работы фитиля.
Таким образом, увеличение пористости КИП на 10–12 % введением мочевины более 10 % считаем нецелесообразным, т.к. положительный эффект от увеличения пористости сводится на нет за счет закрытия поверхностных пор, что снижает испарительную способность пористого фитиля. В то же время повышение температуры спекания КИП ведет и к повышению общего гидравлического сопротивления фитиля за счет повышения плотности спекаемого тела из-за уменьшения числа и объёма пор (рис. 4).
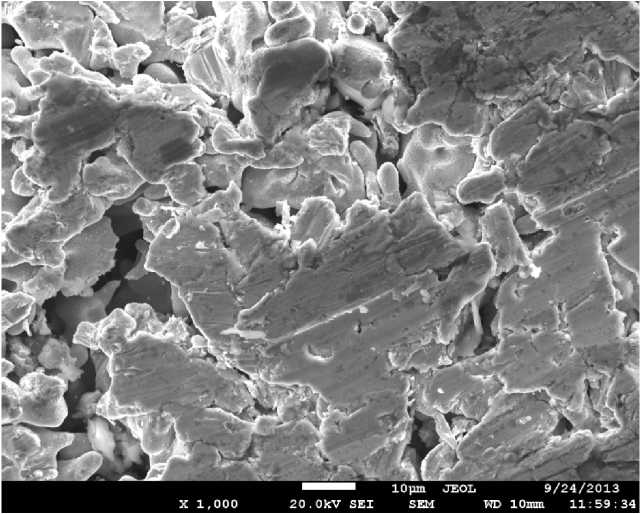
Рис. 3. КИП после механической обработки на токарном станке
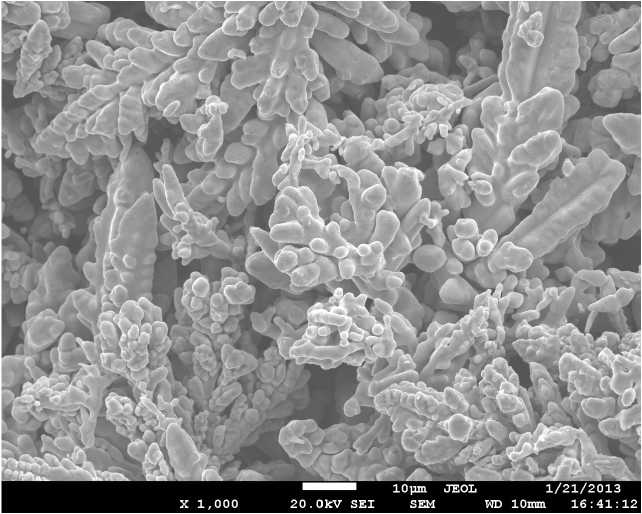
Рис. 4. КИП, полученный спеканием при 850 °С
Это объясняется, по-видимому, тем, что соседние, соприкасающиеся частицы медного порошка с повышением температуры постепенно сближаются, граница между ними исчезает, и они объединяются в новую, более крупную частицу. Сближение центров частиц с образованием более крупной частицы обуславливает уменьшение площади суммарной поверхности пористого фитиля, снижение общего объёма пор, что снижает капиллярные силы и парообразование.
Для формирования прочной структуры КИП спекание деталей должно пройти в три этапа:
-
– постепенный набор температуры в печи до точки спекания;
-
– выдержка при данной температуре в течение 30–40 мин;
-
– выключение печи и остывание деталей в пресс-форме при открытой дверке печи до комнатной температуры, разборка пресс-форм со съёмом КИП.
Подбор формы и размеров КИП, его капиллярной структуры производился с учетом конструкции термосифона (диаметра и длины термосифона, наличия или отсутствия капилляров в его корпусе, размеров зоны испарения) [3–5].
Процесс парообразования начинается с момента всасывания его в КИП и вплоть до момента выхода из него. Причём соотношение «пар – жидкость» увеличивается от входа в фитиль к его выходу от минимального значения до максимального, когда вся жидкость превращается в пар. При этом через поры фитиля по наименьшему гидравлическому сопротивлению проходят смешанные струи жидкости и пара. Поэтому максимальный капиллярный напор (абсолютная величина разности капиллярных давлений), который может создать фитиль на данном теплоносителе и температуре, определяется как
∆Рмах ≥ ∆Рд + ∆Pж + ∆Рп, где ∆Рмах – максимальный капиллярный напор; ∆Рд – разность гидростатических давлений в порах фитиля между входом жидкости в фитиль и выходом из фитиля (в нашем случае имеется в виду толщина фитиля); ∆Рж – гидравлическое сопротивление (потери на трение) при движении жидкости по фитилю; ∆Рп – гидравлическое сопротивление (потери на трение) при движении пара по фитилю.
Так как все три слагаемых капиллярного напора, создаваемого фитилём, проявляются при работающих ТС или ТТ и возрастают при увеличении толщины КИП и передаваемой мощности, то всегда должен иметься запас в разности давлений, которую может создать фитиль. Поскольку максимальный напор, который может создать КИП, при заданных параметрах рабочей температуры ТС или ТТ, типа рабочей жидкости и материала фитиля, зависит от минимальных размеров его пор, то кажется важным идти по направлению уменьшения диаметров капиллярных каналов фитиля. Однако их значительное уменьшение ведёт к противоречивому увеличению гидравлического сопротивления ∆Рж и ∆Рп , поэтому важным является выбор оптимальной толщины КИП и размеров его пор. В случае невыполнения этих условий понизится парообразование, а, следовательно, и передаваемая тепловая мощность. Минимальное расстояние между входом жидкости в фитиль и выхода из него определяется его толщиной. Оптимальная толщина КИП определяется граничными условиями:
-
– минимальная толщина КИП определяется исходя из обеспечения достаточной эксплуатационной механической прочности, в том числе для плотной его посадки в корпус ТС или ТТ и воздействий на фитиль циклических изменений рабочей температуры;
-
– максимальная толщина КИП определяется исходя из допустимой суммарной величины гидравлического сопротивления жидкости и пара, создаваемого фитилём ∆ Р ж + ∆ Р п [5].
Исходя из этих требований и проведённых экспериментов по парообразованию на примере испарения воды и спирта при нагреве фитиля, определяем толщину КИП в пределах 2,5–3,0 мм. Поскольку фитиль изготовлен методом порошковой металлургии и формирование внутренней структуры КИП происходит по описанному выше способу, то минимальный диаметр капиллярных каналов будет определяться минимальным размером связанных между собой микрочастиц меди [4]. Исходя из такого объяснения и принимая во внимание минимальный диаметр медных частиц сферической формы, составляющий мелкодисперсный порошок меди марки ПМС-1, можно в приближении определить минимальный размер микропор. Он будет составлять порядка 2–4 мкм, что и подтверждается микроснимком в указанном масштабе (см. рис. 4).
На основании вышеизложенного можно сделать следующие выводы и рекомендации:
-
1. Изготовление КИП из мелкодисперсных медных порошков спеканием методом порошковой металлургии возможно.
-
2. При спекании для увеличения пористости структуры КИП, упрощения съёма заготовок фитилей из пресс-форм и снижения окисления можно добавлять мочевину в порошке с размером частиц 10–15 мкм в количестве не более 5–8 % по объёму к ПМС-1 с перемешиванием и последующим нормированным уплотнением полученного порошка в пресс-форме.
-
3. Оптимальной температурой спекания медного порошка, обеспечивающей достаточную механическую прочность, теплопроводность КИП, оптимальную пористость его структуры, придающей ему свойства капиллярного насоса и парообразователя, является 840–850 °С.
-
4. Оптимальная толщина КИП, обеспечивающая достаточную прочность и минимальное гидравлическое сопротивление, определяется в пределах 2,5–3,0 мм.
Список литературы Исследование некоторых физических свойств фитилей, получаемых спеканием дисперсного порошка меди в конструкциях термосифонов и тепловых труб
- Научные направления кафедры технической (молекулярной) физики УПИ, Физико-технический факультет, кафедра молекулярной физики, лаборатория тепловых труб. -http://molphys.ustu.ru/Science/hplb/tematic.htm (дата обращения: 4.06.2012).
- Лаборатория тепловых труб. Тематика лаборатории. -mp.ustu.ru/hplab/thematic.2/htm (дата обращения: 10.05.2012).
- Термосифоны/Универсальная биржа «Primus Forex» -www.primus.dn.ua/partners/Ltt/termosifony/
- Анализ практики конструирования тепловых труб. Фитиль и капиллярные структуры. -www.bibliotekar.ru/spravochnik-16/7.htm
- Борисенко, Н.И. Процессы порошковой металлургии/Н.И. Борисенко. -Электросталь: филиал НИТУ «МИСиС», 2006. -175 с.
