Исследование ниточных соединений полипропиленовой ткани с ламинацией для транспортной тары

Автор: Лойко Е.А., Лукьянова Е.Л., Ульянова Н.В.
Журнал: Материалы и технологии @mat-tech
Рубрика: Швейное производство
Статья в выпуске: 2 (10), 2022 года.
Бесплатный доступ
Исследованы зависимости разрывной нагрузки и раздвигаемости нитей ткани в швах при использовании швейной иглы с различной формой заточки острия для изготовления мягких контейнеров разового использования из полипропиленовой ткани с ламинацией, разработаны рациональные режимы их ниточных соединений.
Изделия технического назначения, транспортная тара, свойства материалов, режимы машинных строчек, ниточные соединения
Короткий адрес: https://sciup.org/142239198
IDR: 142239198 | УДК: 677.017 | DOI: 10.24412/2617-149X-2022-2-26-31
Research of thread connections of polypropylene fabric with lamination for transportation containers
Dependences of breaking load and extensibility of fabric threads in seams when using a sewing needle with a different form of sharpening of the point for manufacturing single-use soft containers made of polypropylene fabric with lamination are investigated, rational modes of their thread joints are developed.
Текст научной статьи Исследование ниточных соединений полипропиленовой ткани с ламинацией для транспортной тары
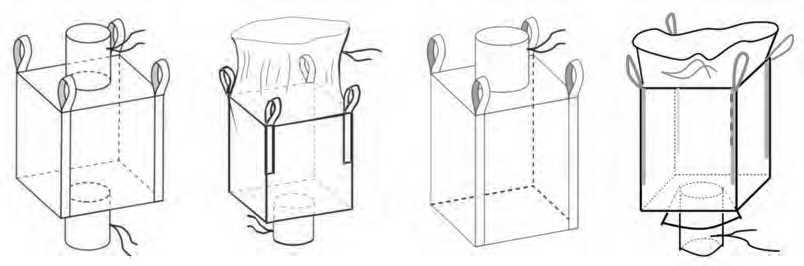
Среди разнообразия транспортной тары особое место занимают мягкие контейнеры разового использования (далее МКР) или «Биг-Бэги» (рис. 1) [1]. Универсальный вид упаковки предназначен как для транспортировки и складского хранения продукции, обеспечивая при этом защиту окружающей среды от загрязнений и сохраняя качество продукции, так и в качестве контейнеров доставки материалов во многих промышленных сферах.
б
а
в
г
Рисунок 1 - Модели контейнеров:
а – модель МКР с выгрузным и загрузочным рукавом, б – модель МКР с дополнительным верхним удлинением и выгрузным рукавом, в – модель МКР с плоским дном и загрузочным рукавом, г – модель МКР с верхней загрузкой и нижней выгрузкой
В Республике Беларусь МКР предлагают такие предприятия-изготовители, как: ОАО «Светло-горскХимволокно» (г. Светлогорск) [2], ООО «Профи-Бэг» и ЗАО «Проммаш» (г. Могилев), ЧПУП «НУРБC» (г. Брест), ООО «Техсоюз Полюс» (г. Осиповичи) и др.
Материалом для пошива контейнеров в основном является полипропиленовая ткань различной плотности. Стараясь расширить ассортимент товаров и удовлетворить запросы покупателей, производители предлагают новые составы гранулята, варианты отделки, чтобы получать материалы, отвечающие определенным требованиям. С целью увеличения срока службы тары, при использовании в условиях содержания на открытом воздухе, в полипропиленовую ткань добавляют ультрафиолетовый стабилизатор. Для придания контейнерам воздухо-, влаго- и пыленепроницаемости полипропиленовую ткань ламинируют. Для герметичности груза контейнеры комплектуют внутренними вкладышами, а грузовые элементы выполняют в виде строп, которые втачаны в углы грузонесущей оболочки или представляют с ней единое целое. По согласованию с потребителем на контейнер может быть нанесена цветная печать.
Обновляя ассортимент продукции и материалы для ее изготовления, в технологических группах швейных потоков для пошива контейнеров используется в основном одно и то же оборудование.
В ходе изучения технологических процессов производства мягкой тары установлено, что на готовом контейнере не допускаются:
-
- пропуски стежков в строчках;
-
- раздвижка и затяжка соединительных швов;
-
- дефекты, связанные с нарушением целостности грузовых строп;
-
- сквозные механические повреждения материала контейнера и вкладыша [3, 4, 5].
Спрос на МКР создает благоприятную ситуацию для расширения выпуска качественной, конкурентоспособной продукции. Для эффективной работы швейных потоков, упрощения перехода на новый ассортимент актуальной практической задачей стала разработка параметров ниточных соединений деталей «Биг-Бэга» из полипропиленовых материалов с ламинацией.
Применительно к полипропиленовой ткани с ламинацией в испытательной лаборатории ОАО «Светлогорск Химволокно» проведены исследования влияния заточки острия швейной иглы на показатели разрывной нагрузки и раздвигаемости нитей ткани в швах. Испытания проводились в соответствие методикой, описанной в ГОСТе 28073-89 «Методы определения разрывной нагрузки, удлинения ниточных швов, раз-двигаемости нитей ткани в швах» [6]. Стачивание образцов осуществлялось на универсальной швейной машине марки Union Special 80700С3. Длина стежка варьировалась в диапазоне 8–10 мм. Предварительно проверялось качество строчки, количество стежков на единицу длины, выполняя швы на пробных поло- сках материала. С отобранных бобин швейных ниток сматывался верхний слой (не менее 10 м) и бобины устанавливались на швейную машину. Полоски ткани стачивались попарно вдоль длинной стороны на расстоянии 15 мм от края. Шов выполнялся от начала до конца полоски без останова машины и перехватов. Скорость работы швейной машины устанавливалась в соответствии с её техническими характеристиками и поддерживалась постоянной в процессе стачивания образцов. Для соединения деталей применялась полипропиленовая швейная нитка с УФ-стабилизатором, 180 текс и швейные иглы с:
-
- заточкой острия «лопатка» (S);
-
- трехгранной (G) заточкой острия;
-
- ромбовидной (DI) заточкой острия;
-
- правосторонней (LR) заточкой острия;
-
- заостренной (R) заточкой острия.
Следует отметить, что при стачивании опытных образцов строчкой с длиной стежка 8 мм и 9 мм наблюдалась раздвижка и затяжка соединительных швов.
Испытания образцов проводились на разрывной машине РТ-250М-2 с постоянной скоростью возрастания нагрузки. На рисунках 2-6 представлены результаты эксперимента, а именно – зависимости разрывной нагрузки и раздвигаемости нитей ткани в швах от вида заточки острия швейных игл для 8 образцов, выкроенных по нити основы, что соответствует направлению основных швов «Биг-Бэга».
На рисунке 7 представлена сравнительная диаграмма, полученная по средним значениям результатов эксперимента.
В ходе анализа полученных результатов, установлено, что наиболее высокие значения разрывной нагрузки свойственны образцам, которые стачивались швейными иглами с ромбовидной (DI) и с правосторонней (LR) заточкой острия. Незначительная раздви-гаемость нитей ткани в швах наблюдалась у образцов, прошитых швейными иглами с правосторонней (G) и заостренной (DI) заточкой острия. Самые низкие результаты исследуемых показателей были у образцов, стачивание которых выполнялось швейной иглой с заточкой острия «лопатка» (S). Для качества соединительных швов показатель разрывной нагрузки, чем выше, тем лучше, а для показателя раздвигаемости нитей ткани в швах наоборот, следовательно, в целом по двум показателям наиболее приемлемым вариантом из предложенных швейных игл является игла с правосторонней (LR) заточкой острия.
Для увеличения прочности швов в МКР из тканей с ламинацией предложено стачные швы подвергнуть сварке.
Режимы сваривания:
-
- температура греющей поверхности – 300 ° С ±15;
-
- время воздействия 60 с ± 3.
Результаты исследований образцов представлены на рисунке 8.
■ Раздвигаемость нитей ткани в швах, Н
■ Разрывная нагрузка, Н
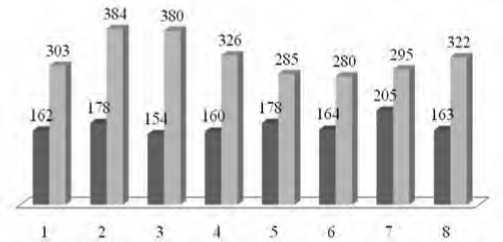
Рисунок 2 - Зависимость раздвигаемости нитей ткани в швах и разрывной нагрузки при использовании швейной иглы с заточкой острия «лопатка» (S)
■ Раздвигаемость нитей ткани в швах, Н ■ Разрывная нагрузка, Н
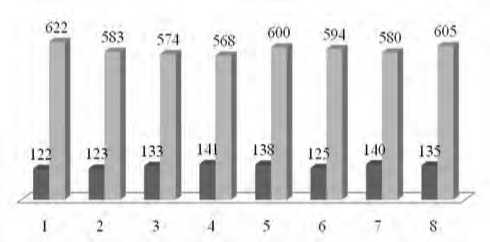
Рисунок 5 - Зависимость раздвигаемости нитей ткани в швах и разрывной нагрузки при использовании швейной иглы с правосторонней (LR) заточкой острия
■ Раздвигаемость нитей ткани в швах, Н
■ Разрывная нагрузка, Н

Рисунок 3 - Зависимость раздвигаемости нитей ткани в швах и разрывной нагрузки при использовании швейной иглы с трехгранной (G) заточкой острия
■ Раздвигаемость нитей ткани в швах, Н
■ Разрывная нагрузка, Н
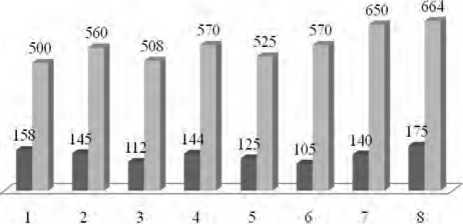
Рисунок 6 - Зависимость раздвигаемости нитей ткани в швах и разрывной нагрузки при использовании швейной иглы с заостренной (R) заточкой острия
■ Раздвигаемость нитей ткани в швах, Н
■ Разрывная нагрузка, Н
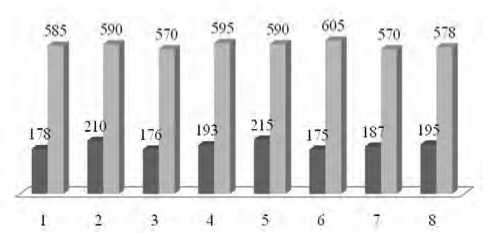
Рисунок 4 - Зависимость раздвигаемости нитей ткани в швах и разрывной нагрузки при использовании швейной иглы с ромбовидной (DI) заточкой острия
■ Раздвигаемость нитей ткани в швах, Н
■I Разрывная нагрузка, Н заостренная(R)
правосторонняя (LR)
ромбовидная (DI)
трехгранная (G)
«лопатка» (S)
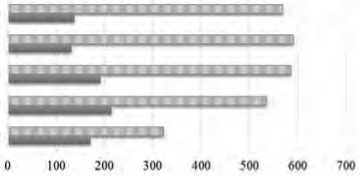
Рисунок 7 - Зависимость раздвигаемости нитей ткани в швах и разрывной нагрузки при использовании различных игл
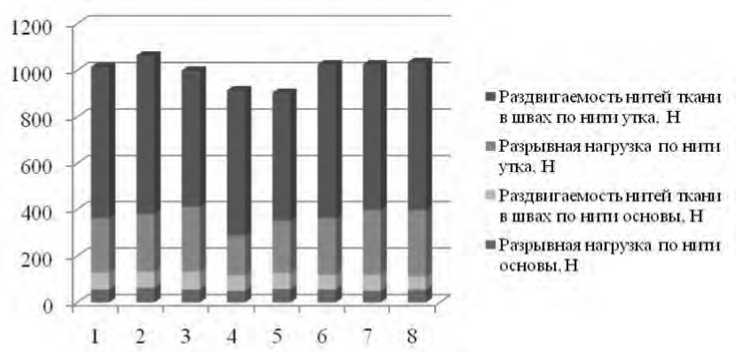
Рисунок 8 - Результаты полученных показателей раздвигаемости нитей ткани в швах и разрывной нагрузки после их сваривания
Установлено, что сваривание увеличивает стойкость соединительных швов к разрывной нагрузке на 17 %. В свою очередь показатель раздвигаемости нитей ткани в швах при сваривании уменьшается на 14 %. Для получения более точных результатов проведены исследования поведения образцов по показателю разрывной нагрузки во времени. Испытания проводились на приборе марки XLW(B), характеристика которого приведена в таблице 1.
Система прибора позволяет произвести измерения разрывной нагрузки 8 образцов в реальном времени. При достижении максимального значения система останавливает измерения, а результат выводится на экран. После испытания экран продолжает отображать максимальное значение параметра теста, результаты тестирования выводятся на принтер (рис. 9).
Таблица 1 - Характеристика прибора марки XLW(B)
|
Показатель |
Величина |
|
Диапазон измерений |
0 ~ 30 N, 0 ~ 50 N, 0 ~ 100 N, 0 ~ 200 N |
|
Точность |
± 1 % |
|
Скорость тестов |
100, 150, 200, 250, 300, 500 mm/min |
|
Длина хода |
600 mm |
|
Тестируемая ширина |
0-30-50 mm |
|
Потребляемая мощность |
40 W |
|
Условия окружающей среды |
Температура 10-35 ᵒС, влажность 20-80 % |
Из диаграммы зависимости разрывной нагрузки от времени видно, что в определенный момент времени (3,2 мин) разрывная нагрузка достигает своего максимального значения, а дальше происходит спад, то есть образец разрывается. Судить об изменении разрывной нагрузки опытных образцов во времени следует по максимальным значениям.
Методы обработки разработанной модели «Биг-бэга» представлены на рисунках 10-13.
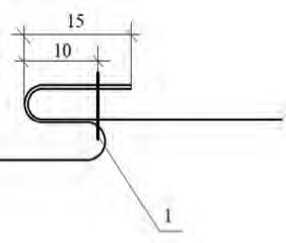
Рисунок 12 – Обработка боковых срезов юбки и разгрузочного рукава
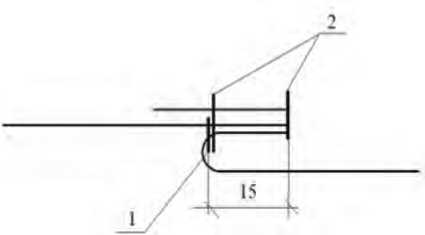
Рисунок 13 – Обработка боковых срезов корпуса
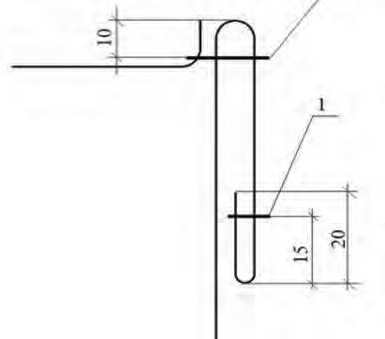
Рисунок 10 – Соединение разгрузочного рукава с дном контейнера
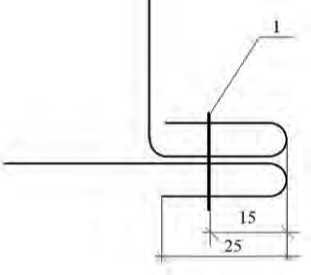
Рисунок 11 – Соединение корпуса с дном контейнера
Таким образом, результаты исследований позволили установить, что оптимальными параметрами стачивания деталей контейнера из полипропиленовой ткани с ламинацией является применение швейной иглы с трехгранной формой заточки острия. Длина стежка в строчке должна быть не менее 10 мм. Для соединения деталей рекомендуется применять полипропиленовые швейные нитки с УФ-стабилизатором линейной плотности 180 текс. Разработанные режимы ниточных соединений позволят получить качественную продукцию с высокими эксплуатационными и механическими свойствами.
Список литературы Исследование ниточных соединений полипропиленовой ткани с ламинацией для транспортной тары
- Виды и конструкция мягких контейнеров биг-бэгов [Электронный ресурс] - Режим доступа: http://www.plastcom.kz/ppk/article. - Дата доступа: 28.03.2023.
- Официальный сайт Открытого Акционерного Общества "Светлогорск Химволокно". Продукция. - Режим доступа: https://www.sohim.by/produktsiya/polipropilenovaya-tara/myagkie-konteynery-tipa-big-beg/. - Дата доступа: 28.03.2023.
- Гиясова, Д. Р. Изучение показателей качества ниточных швов и факторов, влияющих на них / Д. Р. Гиясова, Н. Б. Ражабова, А. Н. Насриев // Молодой ученый. - 2017. - № 14 (148). - С. 60-61. EDN: YJWNVP
- Корниенко, О. О. Анализ видов игл для выполнения машинных операций при изготовлении изделий специального назначения / О. О. Корниенко, Е. Л. Кулаженко // Материалы докладов 47 Международной научно-технической конференции преподавателей и студентов УО "ВГТУ". - Витебск, 2014. - С. 328-329. EDN: WOESVP
- Корниенко, О. О. Влияние параметров соединения деталей на раздвижку нитей в швах / О. О. Корниенко, Е. Л. Кулаженко // Молодость. Интеллект. Инициатива: материалы 2 Международной научно-практической конференции студентов и магистрантов, Витебск, 17-18 апреля 2014 г. /УО "Витебский государственный университет им. П.М. Машерова". - Витебск, 2014. - С. 42-44. EDN: YNSXWH
- ГОСТ 28073-89. "Изделия швейные. Методы определения разрывной нагрузки, удлинение ниточных швов, раздвигаемости нитей в швах". Введ. 22.03.1989. - Москва: Госстандарт, 1989. - 15 с.
