Исследование особенностей изготовления осесимметричных конических деталей с заданной толщиной стенки

Автор: Звонов Сергей Юрьевич, Попов Игорь Петрович
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Механика и машиностроение
Статья в выпуске: 6-3 т.15, 2013 года.
Бесплатный доступ
В статье рассмотрены результаты исследований изготовления осесимметричных конических деталей с переменной толщиной вдоль образующей из толстостенной заготовки с принудительным утонением и последующим обжимом.
Вытяжка, толщина стенки, моделирование, методика, обжим
Короткий адрес: https://sciup.org/148202613
IDR: 148202613 | УДК: 621.7/9
Study of features of manufacturing axisymmetric cone part with the specified wall thickness
The article describes the results of studies of manufacturing ax symmetric conical parts with variable thickness along the generator from heavy billet forced thinning and subsequent crimp.
Текст научной статьи Исследование особенностей изготовления осесимметричных конических деталей с заданной толщиной стенки
Наиболее проблематично получение конических деталей с переменной толщиной (рис. 1), когда цилиндрические пояски, расположенные со сторон большего и меньшего диаметров, значительно толще конической части.
Целью исследований является изучить процессы вытяжки с принудительным утонением плоской листовой заготовки и последующего обжима для осесимметричных конических деталей с размерами близкими к размерам готового изделия.
Для достижения поставленной цели определены следующие задачи исследования:
-
1. выявить механизмы пластического деформирования и провести анализ напряженно-деформированного состояния процессов вытяжки с принудительным утонением круглой и кольцевой заготовки и последующего обжима цилиндрической заготовки с отверстием на донном участке;
-
2. провести экспериментальные исследования с целью подтверждения достоверности разработанной методики.
Теоретические исследования проводились для процессов вытяжки в коническую матрицу с принудительным утонением листовой круглой или кольцевой заготовки и последующего обжима цилиндрической заготовки с отверстием на донном участке, используя основные положения теории листовой штамповки.
Проведены исследования рассматриваемых процессов в специализированном программном комплексе DEFORM-2D, на основании которых выявлены допущения, используемые при теоретическом анализе.
Экспериментальные исследования выполнены в лабораторных условиях. Для обработки результатов исследований принимались статистические методы. В качестве основного оборудования использовалась машина ЦДМПУ-30, в качестве измерительной техники – DEA Global Performance.
Из анализа известных способов получения конических деталей с переменной толщиной стенки вдоль образующей, предложен способ формообразования, содержащий две операции: вытяжка с принудительным утонением плоской кольцевой или круглой заготовки и последующего обжима цилиндрической заготовки с отверстием на донном участке (рис. 2).
Применение предлагаемого способа ограничено отсутствием научно-обоснованной методики проектирования технологического процесса. Отсутствуют ограничения предельных возможностей вытяжки с принудительным утонением кольцевой заготовки и последующего обжима цилиндрического стакана с разной толщиной вдоль образующей.
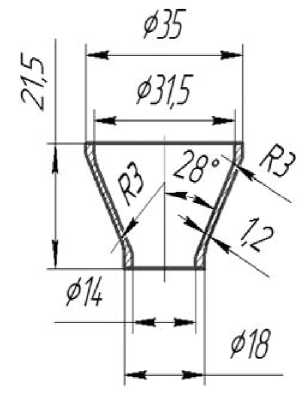
Рис. 1. Размеры изделия
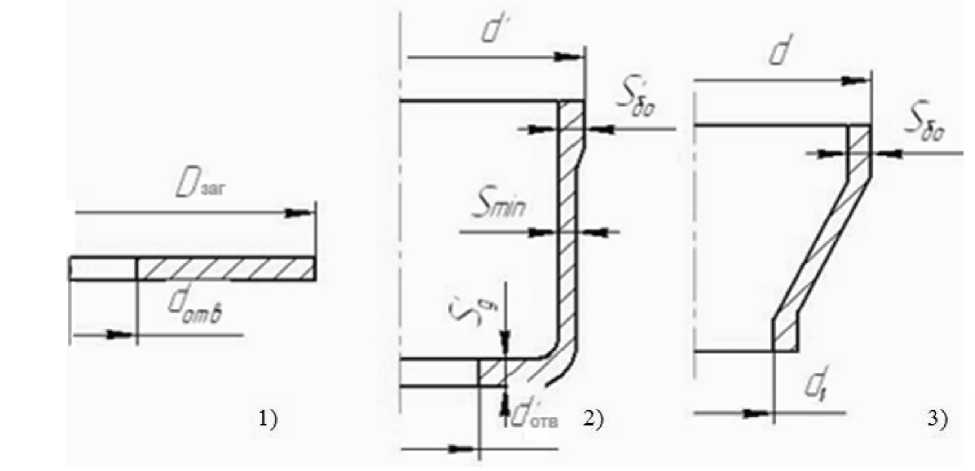
Рис. 2. Схема технологии процесса изготовления полых конических деталей с переменной толщиной стенки вдоль образующей способами пластического деформирования и окончательной механической обработки:
1 – резка заготовок из листа; 2 – вытяжка с принудительным утонением; 3 – обжим
Аналитический обзор помог определить цель и выделить задачи исследования.
Первый этап исследования процессов изготовления полых конических деталей с переменной толщиной стенки вдоль образующей способами пластического деформирования проводился с применением программного продукта DEFORM -2D.
В табл. 1 приведены принимаемые значения исследуемых параметров для процесса вытяжки в безразмерной величине.
На основании полученных результатов вытяжки с принудительным утонением в коническую матрицу установлено, что процесс вытяжки кольцевой и круглой заготовки целесообразнее рассматривать в две стадии (рис. 3), которые позволяют более точно рассчитать толщину стенки.
Первая стадия характеризуется формированием конической чаши. Вторая стадия начинается после процесса формообразования конической чаши и обуславливается формированием цилиндрического стакана.
Применение вытяжного пуансона с относительной величиной радиуса скругления rcп/Sзаг ≤ 0,4 приводит к уменьшению толщины в опасном сече- нии, но не превышает величины принудительного утонения цилиндрической стенки. В этом случае возможен обрыв в опасном сечение, а при последующем обжиме наблюдается кольцевая потеря устойчивости. Для отношения rcп/Sзаг>1,6 на коническом участке детали при последующем обжиме наблюдается чрезмерное увеличение толщины материала.
Заготовкой для последующего обжима является цилиндрический стакан. Процесс обжима цилиндрического стакана также можно разделить на две стадии. Первая стадия – формирование конической части детали, а вторая – формирование цилиндрического участка с меньшим диаметром. Второй цилиндрический участок, сформированный при вытяжке, при обжиме своих геометрических размеров не изменяет. На момент остановки процесса сформированы: конический участок и два цилиндрических участка требуемой высоты (рис. 4).
При обжиме цилиндрической заготовки с отверстием в донной части рассматривалась потеря устойчивости заготовки для разных толщин стенки вдоль образующей и диаметров отверстий.
Таблица 1. Принимаемые значения исследуемых параметров для процесса вытяжки
|
Параметры |
Прин има емы е значения |
||||
|
m выт |
0,45 |
0,48 |
0,5 |
0,56 |
0,6 |
|
m ут |
0,44 |
0,48 |
0,52 |
0,56 |
0,6 |
|
r cп /S |
0,4 |
0,8 |
1,6 |
2,4 |
3,2 |
|
d отв /D заг |
0,14 |
0,18 |
0,22 |
0,26 |
0,28 |
|
f |
0,05 |
0,1 |
0,15 |
0,2 |
|
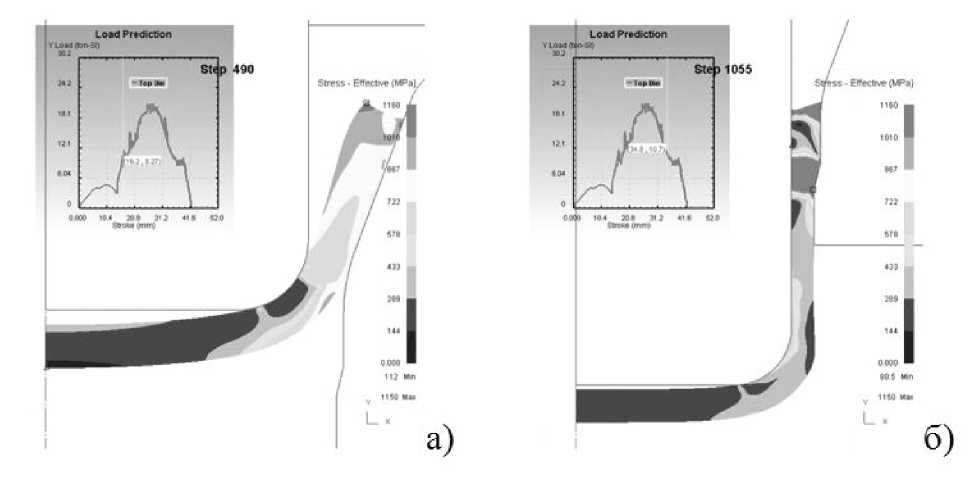
Рис. 3. Стадии процесса вытяжки с принудительным утонением в коническую матрицу круглой заготовки: а – первая стадия вытяжки в коническую матрицу; б – вторая стадия вытяжки с принудительным утонением
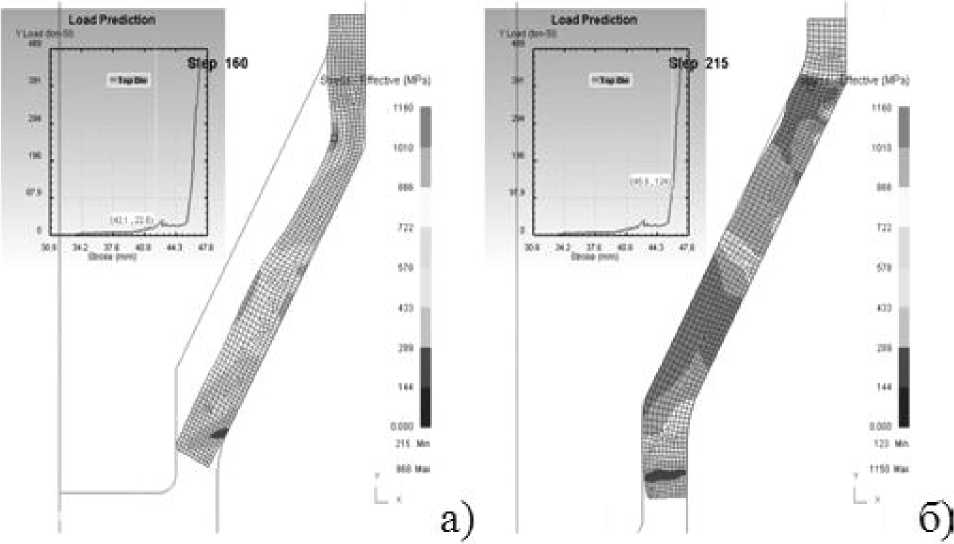
Рис. 4. Стадии процесса обжима цилиндрической заготовки с отверстием в донной части
Установлено оптимальное соотношение диаметров отверстия и заготовки как для вытяжки с принудительным утонением, так и для обжима, которое составляет d / D,„, = 0,22 + 0,32 .
отв заг
У заготовок, полученных вытяжкой с принудительным утонением и отверстием на донном участке при обжиме наблюдается потеря устойчивости для относительных толщин S/Sзаг ≤ 0,52, а для значений 0,52 ≤ S/Sзаг ≤ 0,6 плохое прилегание детали к конической поверхности матрицы.
Аналитические зависимости, получены на основании известных теоретических положений листовой штамповки и результатов расчета в программном продукте DEFORM-2D.
На рисунке 5 представлена схема вытяжки с принудительным утонением.
Анализ формулы 1 показывает, что она даёт
σρmax экстремум П при изменении х. Взяв производную по х, находим смещение края фланца заготовки, при котором напряжение имеет максимум:
-
1 + ^т
-
х = 1 - ^ '-т П , (1)
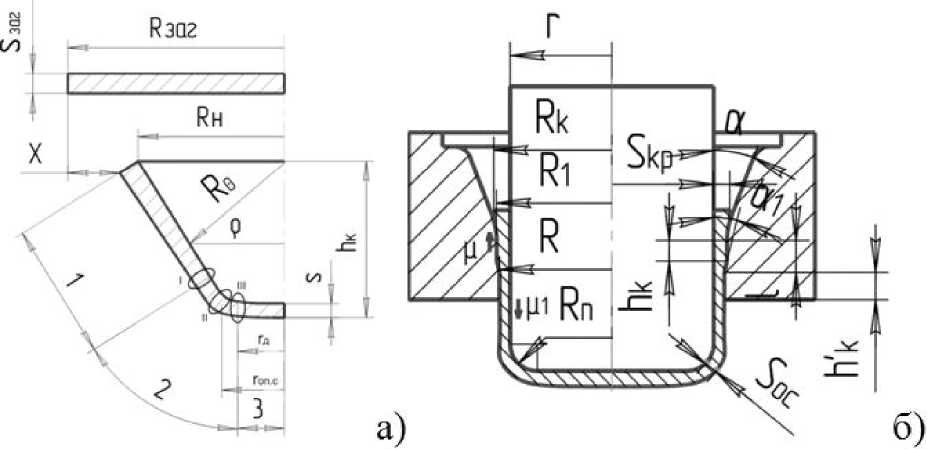
Рис. 5. Схема вытяжки с принудительным утонением:
а – первая стадия; б – вторая стадия;
1 – участок конуса; 2 – участок опасного сечения; 3 – донный участок; Sзаг – толщина заготовки; Rзаг – радиус заготовки; х – перемещение кромки заготовки; Rн – переменный радиус кромки; Rи– тангенциальный радиус; Rд – радиус дна; Rоп – радиус опасного сечения; hк – высота конуса
Отсюда нашли условие, при котором проводили последующую вытяжку с принудительным утонением во избежание обрыва дна заготовки:
R н =R заг (1-x). (2) где R H – переменный радиус кромки.
Деформация и толщина определялись в характерных элементах. На границе первого и второго участка конической заготовки толщину определим по формулам:
° р max д
S I
e s 1
° р
^^^^^^^^
° ТО
П
= S заг exp
° .
^^^^^^^в
о
то
Л
V
п
.
В сечении II (рис. 5а) напряжение, деформацию по толщине и толщину находили по формулам:
° р max опс . = ( ° то + П x )( 1 + f ctg « ) x
X
^^^^^^^в
m
1 — x
+
° в
г
2 - оп - +1
s
заг
р max оп . с . то
e sII = -------П------- ’ (6)
S II =S заг (1-e sIII ). (7)
В сечении III (рис. 5а) напряжение находили по формуле:
° р max
^^^^^^^^
° в
2 R
---д + 1
s
Деформацию по толщине и толщину:
e sIII
_ P max д ° то
П
S III =S заг (1-e sIII ). (10)
Осевое напряжение в протянутой стенке заготовки через верхний поясок матрицы определяли по формуле:
°С _ 1,155 х ((1 + fM 05 f ) x ln R^r- + 1 cos a ), (11) sin a R 1 - r sin a
где R 1 - радиус матрицы; о С - осевое напряжение в протянутой стенке заготовки.
Через нижний поясок матрицы по формуле:
1 — cos a
° С 2 _ ° С + 1,155(-------- 1
sin a 1
х ln
R 1 — r R - r
^^^^^^^»
^^^^^^^»
0,5 f м х sin a 1
f м X r X l - 2 f м X R 1 X hk
R 2 — r2
) , (12)
где о С 2 - осевое напряжение в протянутой стенке заготовки через нижний поясок матрицы; h k , h ' k -высоты цилиндрических поясков матрицы.
Полученные зависимости позволяют установить предельные возможности из условия ° С 2 ^ ° в .
Определение толщины у конической детали, полученной обжимом, проводили по следующим участкам:
-
. первый участок – кольцевое дно;
-
. второй участок – радиусное скругление пуансона;
-
. третий участок – цилиндрический участок с минимальной толщиной;
-
. четвёртый участок – цилиндрический участок с максимальной толщиной возле кромки.
На рис. 6 представлена схема обжима цилиндрического стакана.
Использованы формулы для определения напряжений при обжиме:

<7= 0,5хсг X a0 , scp
X
Деформации на коническом участке определили по уравнению связи:
е
s
Для расчёта толщины использовали зависимость:
5 = 5заг . (15)
Экспериментальные исследования направлены на подтверждение достоверности результатов теоретического анализа и математического моделирования в программном продукте DEFORM-2D.
Проведена серия экспериментов по определению толщин деталей из круглой и кольцевой заготовок и предельных параметров процессов.
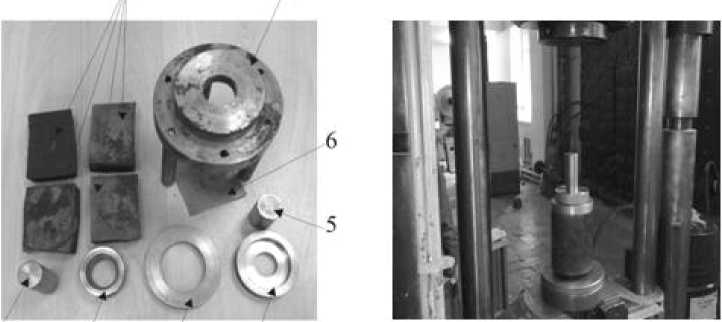
На основе результатов теоретических расчетов и моделирования была изготовлена экспериментальная оснастка для формообразования конической детали типа “форсунка”, представленная на рис. 7 и 8.
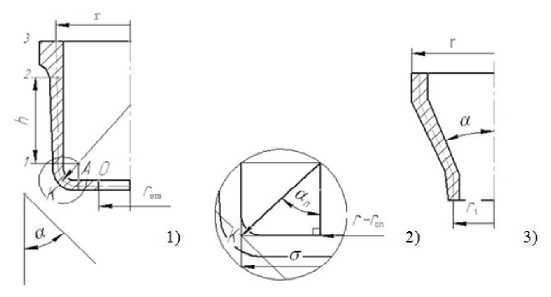
Рис. 6. Схема обжима цилиндрического стакана:
1 – заготовка (цилиндрический стакан) для обжима; 2 – радиусное скругление цилиндрического стакана при увеличении; 3 – коническая деталь
•2 3 4 а) б)
Рис. 7. Оснастка для вытяжки с принудительным утонением: а – детали оснастки для вытяжки, б – общий вид оснастки для вытяжки, установленной на нижней траверсе пресса ЦДМПУ-30;
1 – пуансон, 2 – коническая матрица, 3 – бандаж, 4 – установочное кольцо, 5 – выталкиватель, 6 – прокладка, 7 – контейнер, 8 – эластичный буфер
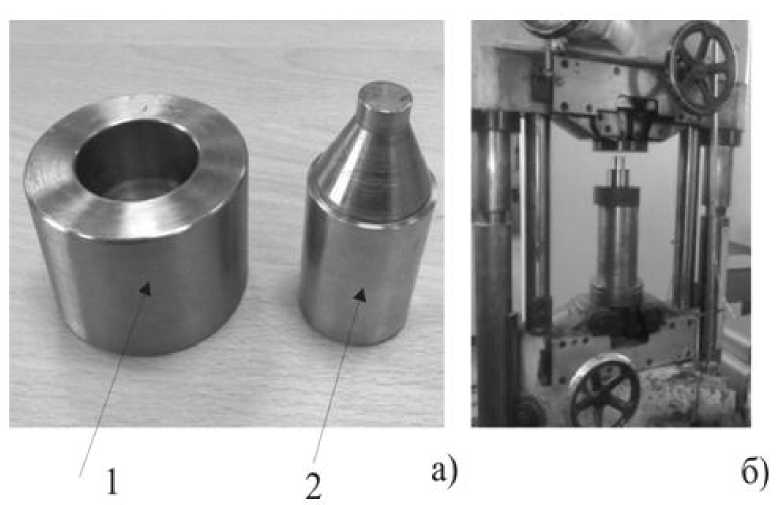
Рис. 8. Универсальная гидравлическая машина ЦДМПУ-30 с установленным экспериментальным штампом для обжима:
1 – матрица; 2 – пуансон; а – детали оснастки для обжима; б – общий вид оснастки для обжима, установленной на нижней траверсе пресса ЦДМПУ-30
При проведении экспериментов использовались следующие материалы для заготовок: сталь 12Х18Н10Т; алюминиевый сплав Д16АМ. Для стали 12Х18Н10Т применяли смазку Синэрс-В и лак ХВЛ, а для алюминиевого сплава Д16АМ минеральное масло.
Измерения толщин заготовок и деталей проводились с помощью координатно-измерительной машины DEA Global Performance, индикаторной стойки и штангенциркуля с точностью 0,001 мм, 0,01 мм и 0,05 мм соответственно (рис. 9).
На рис. 10 и 11 представлены распределение толщины стенки вдоль образующей цилиндрического стакана и конической детали.
Результаты эксперимента подтвердили результаты моделирования.
Эксперименты показали достоверность предлагаемой методики расчёта толщины заготовки с погрешностью не более 10 %.
КИМ на одну единицу изделия при изготовлении механической обработкой составил 10%, а по предлагаемой технологии 37%. Таким образом, увеличение КИМ на одном изделие относительно базового варианта составило 72%.
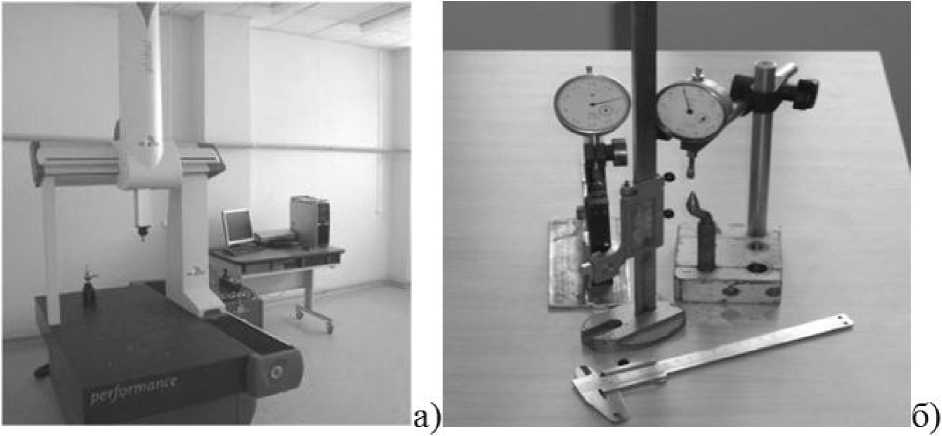
Рис. 9. Мерительный инструмент: а – координатно-измерительная машина DEAGlobalPerformance; б – измерительная стойка со штангенциркулем
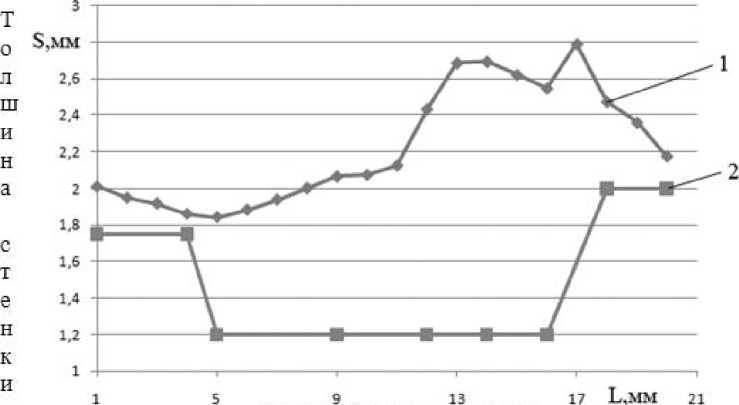
Длина образующей стенки
Рис. 10. Толщины конической детали и цилиндрической заготовки, из стали 12Х18Н10Т:
1 – коническая деталь; 2 – заготовка после вытяжки
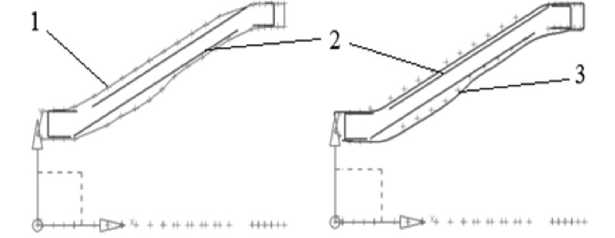
Рис. 11. Пример сопоставления контуровготового изделия и конической детали (сталь 12Х18Н10Т):
1 – контур конической детали полученной после эксперимента; 2 – контур конического изделия; 3 – контур конической детали, полученной при моделировании
Список литературы Исследование особенностей изготовления осесимметричных конических деталей с заданной толщиной стенки
- Валиев С.А. Комбинированная глубокая вытяжка листовых материалов. -М.: Машиностроение, 1986. -176 с.
- Технология ковки и объемной штамповки. Часть 2 Малоотходная объемная штамповка: учебник/В.А. Головин, А.М. Дмитриев, А.Л. Воронцов -М.: Машиностроение 1, 2004. -434 с.
- Попов И.П. Направленное изменение толщины листовой заготовки в процессах пластического деформирования: учебное пособие. Самара: СГАУ, 2006. 74 с.
- Демьяненко Е.Г. Способ формообразования тонкостенных осесимметричных деталей усеченной сужающейся формы на основе процесса отбортовки//Известия СНЦ РАН. 2013 г, Том 15, №4-1, С. 187-191.
