Исследование остаточных напряжений при плоском шлифовании прерывистым абразивным кругом

Автор: Носов Н.В., Сысолятин В.Ю., Сальников И.Н.
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 4-2 т.25, 2023 года.
Бесплатный доступ
Приведена методика исследования остаточных напряжений при плоском шлифовании прерывистым абразивным кругом. В результате исследования установлено, что в направлении скорости резания формируются тангенциальные остаточные напряжения растяжения. В направлении перпендикулярном скорости резания формируются осевые остаточные напряжения сжатия. Показано, что при шлифовании остаточные напряжения в деталях формируются от действия силового и теплового полей.
Методика исследования, режимы обработки, плоское шлифование, остаточные напряжения, пластическая деформации, температурное поле, скорость резания
Короткий адрес: https://sciup.org/148327531
IDR: 148327531 | УДК: 621.923 | DOI: 10.37313/1990-5378-2023-25-4(2)-258-261
Investigation of residual stresses during flat grinding with an intermittent abrasive wheel
A technique for investigating residual stresses during flat grinding with an intermittent abrasive wheel is given. As a result of the study, it was found that tangential residual tensile stresses are formed in the direction of the cutting speed. Axial residual compression stresses are formed in the direction perpendicular to the cutting speed. It is shown that during grinding, residual stresses in the parts are formed from the action of force and thermal fields.
Текст научной статьи Исследование остаточных напряжений при плоском шлифовании прерывистым абразивным кругом
Остаточные напряжения, формируемые в поверхностном слое заготовок при шлифовании и являющиеся одним из основных параметров, определяющих качество обработки. Остаточные напряжения возникают в результате воздействия силового и температурного полей в зоне резания, а также структурных и фазовых превращений от действия тепловых полей.
Если температура в зоне резания достигает значений, соответствующих критическим точкам аллотропических превращений в поверхностном слое материале заготовки, то влияние температуры на формирование остаточных напряжений в поверхностном слое существенно возрастает. При этом нередко операции шлифования являются окончательными операциями, определяющими состояние поверхностного слоя деталей [1].
Сальников И.Н., аспирант.
точных напряжений при шлифовании положен температурный фактор, а методики управления остаточных напряжений предполагает подбор оптимальных режимов обработки и оптимальных характеристик абразивного инструмента для получения требуемого качества поверхностного слоя детали. В этом случае получение знака и величины остаточных напряжений не зависит от того, в каком направлении их надо определять. Установлено [3], что при высоких температурах резания, например, при шлифовании в поверхностном слое обрабатываемой детали могут происходить структурные превращения, связанные с объемными изменениями металла. Структурные превращения, происходящие при увеличении объема (переход аустенита в мартенсит), вызывают остаточные напряжения сжатия, а при уменьшении объема (переход мартенсита в троостит) – остаточные напряжения растяжения.
МЕТОДИКА ИССЛЕДОВАНИЯ
Проведены исследования остаточных напряжений на образцах из стали 38 ХМЮА HRC 58-62 при плоском шлифовании. По методике Букато-го C. А. [4] определялись остаточные напряжения в тангенциальном и осевом направлениях. Для выполнения данной задачи образцы располагались по-разному. Один образец располагался длинной стороной по направлению скорости шлифования (тангенциальные напряжения), а второй перпендикулярно скорости шлифования (осевые остаточные напряжения).
В данном случае обработка проводилась одновременно с одинаковыми режимами шлифования: скорость круга Vк=30 м/с (Dг ), продоль- ная подача Sпр=4 м/мин (Ds1), поперечная подача Sпоп=0,005 мм/дв.ход (Ds2), подача S0=0,2×B мм/ дв.ход (Ds3), где В – ширина круга.
Шлифование производилось прерывистым кругом 250х63х30 с абразивными брусками на вулканитовых связках из корунда, полученного в процессе самораспространяющегося высокотемпературного синтеза ( СВСКР16В1). Преры-вистовое шлифование было выбрано с целью снижения температуры шлифования, а наличие 8 брусков обеспечивало эффект охлаждения (снижение температуры), т.к. смазывающе-охлаждающая жидкость не применялась. Образцы устанавливались на магнитной плите парал- лельно и перпендикулярно вектору скорости резания (см. рис. 1).
В статье находят своё применение принципы и технологии, базирующиеся на теории остаточных напряжений и теории деформаций [4]:
fy = J^^—k^sina + k^cosa)(l — z)dz,(1)
где k ^ =
M ^ — d ^ ei p^ EI ^ dz I ^ ,
k = M — 4ф eip ^ ^ EI ^ dz I ^ ,
M^ = —§s Jo ^(a< — ^°s^dnds,(4)
M^ = —Js JO ^5 — ^as^dnds,(5)
МЕТОДИКА ОПРЕДЕЛЕНИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ
Остаточные напряжения исследовались на прямоугольных образцах из стали 38ХМЮА HRC 58-62 длиной 50 мм, шириной b=10-11 мм, а толщина h =2 мм (см. рис. 2).
Исследование остаточных напряжений на плоских образцах проводился в следующей последовательности [ 5 ]:
Каждый образец взвешивался на аналитических весах. Образец готов к закреплению в оснастке и нанесению защитного покрытия, в качестве защитного покрытия был нанесён воск. Исследование проводилось с помощью программы Res Stress, в которую следует внести данные образца, его геометрические размеры, вес, материал, а также данные травления, к ним можно отнести время, в течении которого будет исследоваться образец, данные позиционирования. Затем необходимо подготовить образец к исследованию. В первую очередь требуется включить персональный компьютер и достичь прогрева блоков прибора в течение 1015 минут.
Подготовка включает в себя также снятие геометрических параметров, таких как: длина зоны травления, а также размеры, указанные на рис. 2, образец необходимо обезжирить.
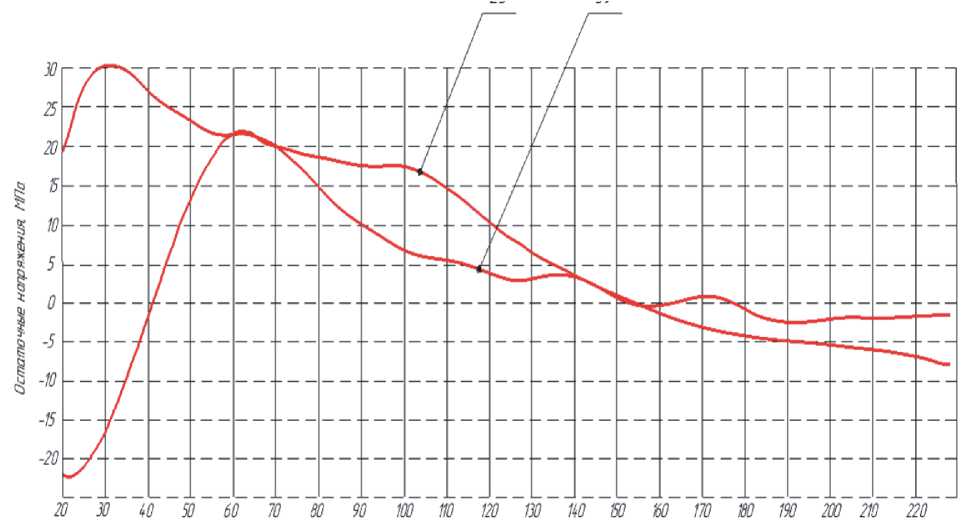
Вышеперечисленных действий достаточно для начала исследования. По одному из параметров, это может быть значение напряжений или время исследования, процесс травления останавливается. Образец снимается, очищается и повторно обезжиривается. После этого его вторично взвешивают, а все данные после исследования вносятся в программу Res Stress для дальнейшего составления отчёта. В результате работы получены графики, на которых видна картина остаточных напряжений рис. 3.
На образце 1 получены тангенциальные остаточные напряжения: начальная масса m0=6,8065 г; Масса после травления m1=6,5272 г; Длина 38,73 мм; Толщина 1,86 мм; Ширина
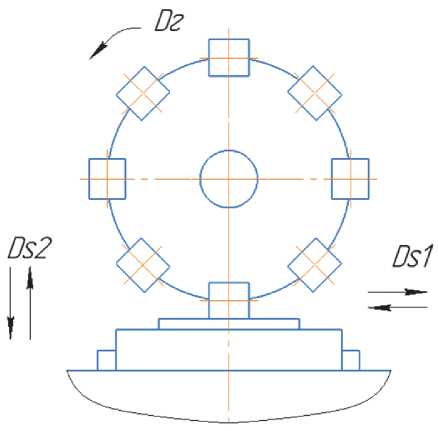
Рис. 1. Схема плоского шлифования образцов из стали 38 ХМЮА HRC 58-62
на универсальном плоскошлифовальном станке 3Г71, без СОЖ
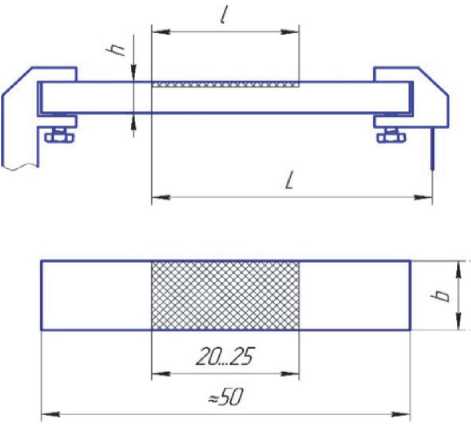
Рис. 2. Исследуемый образец
1 2
Глубина замятия ОН мкм
Рис. 3. Графики остаточных напряжений.
12,14 мм; Длина зоны травления 18 мм; Длина измеряемого прогиба 33,5 мм; Ток 1,1 А.
На образце 2 получены осевые остаточные напряжения : начальная масса m0=6,6765 г; Масса после травления m1=6,2727 г; Длина 39,54 мм; Толщина 1,90 мм; Ширина 12,09 мм; Длина зоны травления 18,5 мм; Длина измеряемого прогиба 33,5 мм; Ток 1,5 А.
РЕЗУЛЬТАТЫ
Исследованиями установлено, что в поверхностном слое образцов тангенциальные и осевые остаточные напряжения различаются как по знаку, так и по величине. Тангенциальные напряжения (график 1) положительные по знаку, т.е. растягивающие, которые переходят в сжимающие на глубине 155 мкм, что совпадает с результатами многочисленных исследований. Небольшая максимальная величина напряжений 30 МПа связана с процессом прерывистого шлифования, который резко снижает температуру шлифования, поэтому фазовых и структурных изменений в поверхностном слое не происходило. Осевые напряжения (график 2) отрицательные по знаку, т.е. сжимающие. Максимальная величина составляет -22 МПа., которые на глубине 40 мкм переходят в растягивающие. Такое распределение эпюр осевых остаточных напряжений характерно для поверхностей, полученных в результате пластических деформаций. Проведенный эксперимент показывает, что в процессе шлифования остаточные напряжения в поверхностном слое образцов формируются в результате действия температурного и силового полей. Кроме этого, наблюдается сравнительно низкая пластическая деформации в зоне шлифования, которая связана с высокими скоростями шлифования, сравнимыми со скоростью распространения звука в металлах равной скорости пластической деформации и ее хрупким разрушением. В нашем случае скорость шлифования составляет 30 м/с, а «флаттер, характерен резонансными колебаниями инструмента в зоне резания [ 6 ] » для закаленных сталей возникает при скорости 40 м/с , поэтому небольшая пластическая деформация возникает только в тонком поверхностном слое.
ВЫВОДЫ
Приведена методика исследования остаточных напряжений при плоском шлифовании прерывистым абразивным кругом.
В результате исследования установлено, что в направлении скорости резания формируются тангенциальные остаточные напряжения растяжения.
В направлении перпендикулярном скорости резания формируются осевые остаточные напряжения сжатия.
Показано, что при шлифовании на остаточные напряжения деталей большое влияние оказывают действия силового и теплового полей.
Список литературы Исследование остаточных напряжений при плоском шлифовании прерывистым абразивным кругом
- Кравченко, Б.А. Теория формирования поверхностного слоя деталей машин при механической обработке / Б.А. Кравченко. - Куйбышев: КПтИ, 1981. - 90 с.
- Барац, Ф.Я. Исследование остаточных напряжений при отделочно-упрочняющей обработке быстрорежущей стали / Ф.Я. Барац, А.В. Кочетков // Технология машиностроения. - 2013 - № 1.
- Скуратов, Д.Л. Определение рациональных условий обработки при производстве деталей ГТД / Д.Л. Скуратов, В.Н. Трусов. - Самара: Самарский научный центр РАН, 2002. - 152 с. EDN: WBPUZV
- Букатый, С.А. Прогнозирование коробления деталей ГТД после обработки поверхности на основе исследования остаточного напряжённого состояния материала Текст.: автореф. докт. техн. наук: 05.07.05, 01.02.06 / С.А. Букатый. - Рыбинск, 1996. - 28 с. EDN: ZJOOAH
- Абульханов, С.Р. Особенности формирования поверхностного слоя при алмазном выглаживании деталей / С.Р. Абульханов, Д.С. Горяинов, Д.Л. Скуратов, А.Н. Швецов // СТИН. - 2014. - № 8. - С. 28-31.
- Носов, Н.В. Технологические основы проектирования абразивных инструментов / Н.В. Носов, Б.А. Кравченко. - М., Машиностроение - 1, 2003, - 257 с.
