Исследование отжига биметаллической ленты латунь - алюминий в протяжной печи

Автор: Карева Надежда Титовна, Хабибуллин Артур Амурович, Пелленен Анатолий Петрович
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Рубрика: Металловедение и термическая обработка
Статья в выпуске: 4 т.15, 2015 года.
Бесплатный доступ
Целью работы явилось исследование влияния отжига на строение и свойства тонкой биметаллической ленты латунь Л90 - алюминий (магналий) АМг2 - латунь Л90 после плакирования (сварки) холодной прокаткой. При отжиге исследуемой композиции на границе контактирующих слоев алюминий - латунь возникают интерметаллиды, величина, строение и химический состав которых зависит от длительности и температуры отжига. Отжиг при температуре печи в зоне выдержки 550 °C с продолжительностью выдержки более 180 с и последующим охлаждением на воздухе сопровождается образованием дефектов - вздутий плакирующего слоя, отделяющегося от основы путем хрупкого отрыва по примыкающей к нему части диффузионного слоя. Это объясняется увеличением уровня термических напряжений в присутствии образовавшихся во время выдержки хрупких интерметаллидов в диффузионной зоне. Появление интерметаллидов в переходной зоне приводит к снижению прочности сцепления слоев. Снижение температуры отжига до 500 °C позволяет уменьшить толщину интерметаллидного диффузионного слоя, а также снизить уровень термических напряжений, и тем самым избежать образования вздутий на поверхности пакета. Таким образом, отжиг биметаллической ленты Л90-АМг2-Л90 в протяжной печи после плакирования (сварки) необходимо проводить при температуре в зоне выдержки 500 °C в течение 160-260 с.
Биметаллы, лента, алюминий, магналий, латунь, отжиг, вздутия, интерметаллиды, структура, механические свойства, прочность сцепления
Короткий адрес: https://sciup.org/147156983
IDR: 147156983 | УДК: 621.771.8 | DOI: 10.14529/met150412
Research of annealing bimetallic brass-aluminium strips in a draw furnace
The aim of the research was to study the effect of annealing on the structure and properties of a thin bimetallic strip - brass L90-aluminium (magnalium) AMg2-brass L90 after cladding (welding) by cold rolling. During annealing of the test composition, intermetallics appear on the boundary of aluminium-brass contact layers, and their quantity, structure and chemical composition depend on the annealing time and temperature. Annealing at a temperature of 550 °C in the soaking zone of the furnace with the exposure duration of more than 180 sec. followed by air cooling is accompanied by the formation of defects, such as blistering of the cladding layer which is separated from the base by the brittle fracture of the adjacent part of the diffusion layer. This is explained by increased levels of thermal stresses in the presence of brittle intermetallics formed during the exposure in the diffusion zone. The formation of intermetallic compounds in the transition zone reduces layer adhesion. Decreasing the annealing temperature up to 500 °C permits to reduce the thickness of the intermetallics diffusion layer and thermal stresses, and thereby to avoid the formation of blisters on the package surface. Thus, the annealing of the brass-aluminium-brass bimetallic strip after cladding (welding) is to be carried out at a temperature of 500 °C in the soaking zone of the draw furnace for 160-260 sec.
Текст научной статьи Исследование отжига биметаллической ленты латунь - алюминий в протяжной печи
Использование биметаллической ленты латунь Л90 – алюминий (магналий) АМг2 – Л90 взамен латунной при изготовлении теплообменников (например, автомобильных радиаторов) позволяет решить ряд задач: снижает массу изделия и объем потребления более тяжелой и дорогой латуни за счет алюминиевой основы из сплава АМг2 при сохранении основных потребительских качеств (высоких теплопроводности и коррозионной стойкости, необходимых механической прочности и пластичности). В работе [1] приведены результаты исследования рекристаллизационного отжига биметаллической композиции, цель которого снять наклеп и обеспечить необходимую прочность сцепления слоев без заметного охрупчивания при образовании диффузионной интерметаллидной межслойной зоны.
Термическая обработка является наиболее продолжительной и ответственной операцией в технологии производства биметалла. Латунь и алюминиевый сплав имеют существенные различия в температурах рекристаллизации, что затрудняет правильный выбор температурно-временного режима процесса.
Работы, проведенные на кафедрах машин и технологий обработки материалов давлением и физического металловедения ЮУрГУ [1], показали возможность выполнения поставленных задач с помощью отжига в колпаковых печах при температуре 380 °С и продолжительности не менее 1 ч.
Однако в промышленных условиях для ускорения процесса термообработки целесообразнее применять протяжные печи, которые позволяют использовать более высокотемпературные и кратковременные нагревы.
Как правило, температуру отжига в протяжных печах назначают на 150–200 °С выше по сравнению с температурой отжига в колпаковых печах [2, 3]. Поэтому в настоящем исследовании отжиг биметаллической композиции проводился при температурах 500 и 550 °С.
В настоящей работе приводятся результаты исследования отжига биметаллической ленты латунь Л90 – магналий АМг2 – латунь Л90 в опытной протяжной печи. Схема устройства печи и распределение температуры в рабочем пространстве печи представлены на рис. 1.
При выполнении термообработки существующая система управления обеспечивала постоянство скорости перемещения контейнера с образцом вдоль рабочего пространства печи ( υ отж ), которая определялась как отношение длины участка ( l р) печи с постоянной температурой и назначаемым временем выдержки (τв ) при данной температуре υ отж = lр/τ в.
Время выдержки варьировалось в диапазоне 80–360 с. При этом скорость перемещения образца в зоне с постоянной температурой изменялась от 0,1 до 1,25 м/мин, что, практически, сопоставимо со скоростью термообработки в протяжных промышленных печах.
Результаты отжига в протяжной печи образцов биметалла размерами 0,75 х 25 мм выявили следующее. На поверхности биметалла, отожжен-
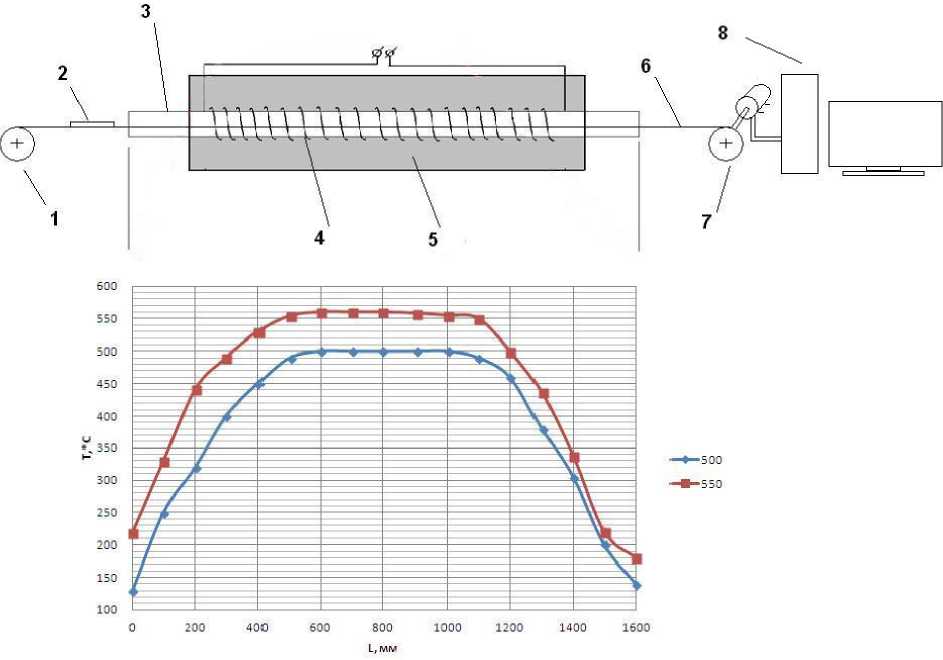
Рис. 1. Схема устройства печи и распределение температуры вдоль рабочего пространства: 1 – разматыватель;
2 – контейнер с образцом; 3 – металлическая труба d = 60 мм; 4 – электронагревательный элемент;
5 – теплоизоляция; 6 – нихромовая нить; 7 – моталка; 8 – пульт управления

Рис. 2. Пузыри на поверхности

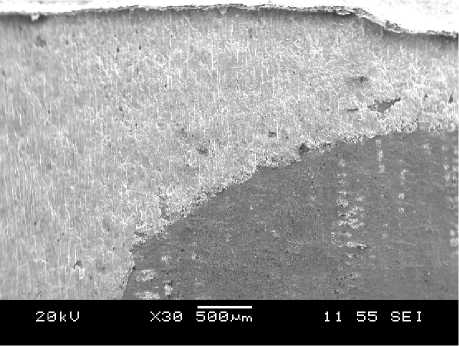
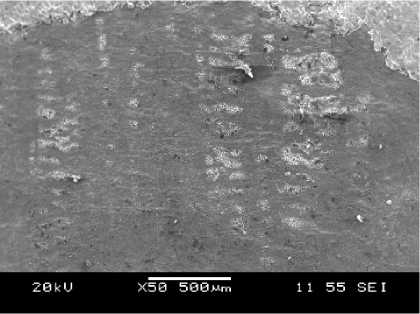
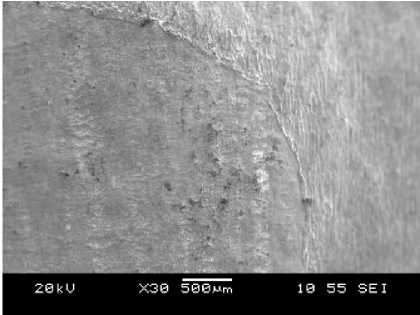
Рис. 3. Строение поверхности биметалла после отделения плакирующей латуни
ного при температуре в зоне выдержки 550 °С в течение более 180 с обнаруживаются дефекты – вспучивания (пузыри) диаметром до 1–2 см (рис. 2). Плакирующий слой достаточно легко отделяется вручную полностью, при этом на освободившейся поверхности пакета отчетливо проявляются более светлые блестящие участки по форме и размерам, совпадающие с пузырями. Остальная площадь (долома) более темная (рис. 3).
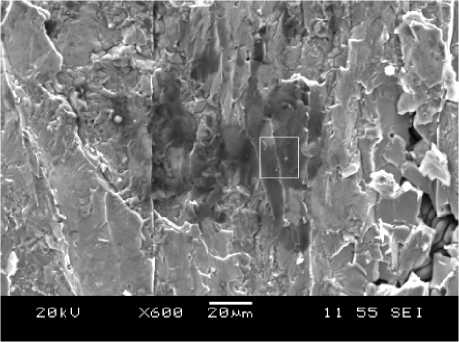
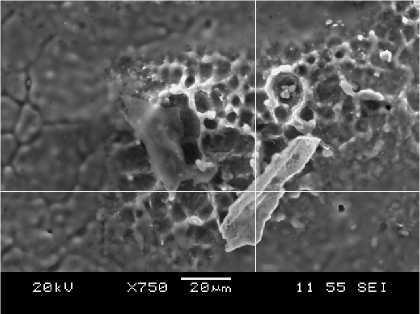
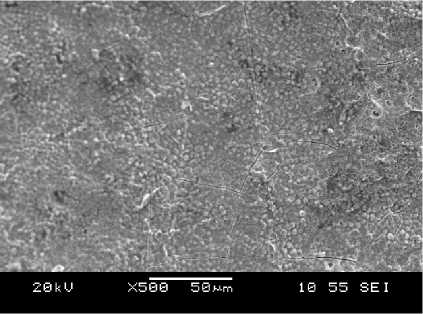
При сканировании на электронном микроскопе (фирмы JEOL JSM – 6460 LV) также отчетливо отмечаются поверхности с разной освещенностью, которая, как известно, определяется химическим составом: во вторичных электронах тяжелые и легкие элементы дают соответственно светлый и темный фоны (рис. 4, а).
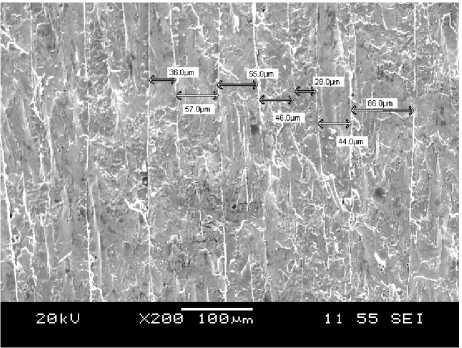
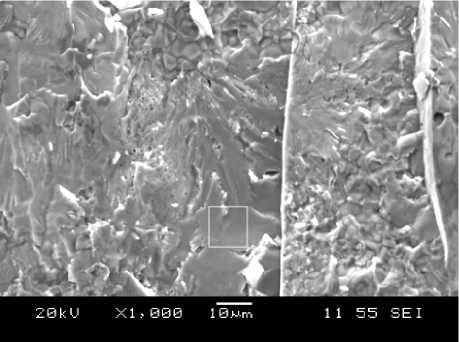
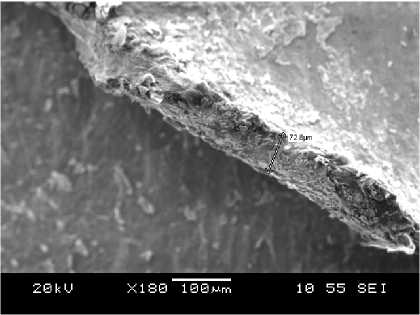
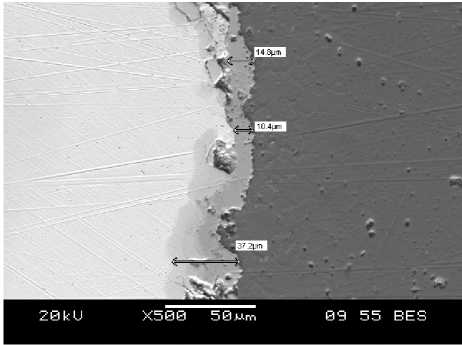
Светлые участки с ярко выраженной полосчатостью (ширина полос 36–86 мкм) характеризуют хрупкое разрушение (рис. 4, б). Рентгеновские спектры (получены с помощью приставки – энергодисперсионного анализатора фирмы Oxford Instruments), снятые с разных участков этой поверхности (на рис. 4, в–д они помечены светлыми квадратами), свидетельствуют об их существенном обогащении тяжелыми металлами: медью и цинком (табл. 1; спектры 1, 2, 3). Толщина этого ин-терметаллидного слоя составляет ~ 72–73 мкм.
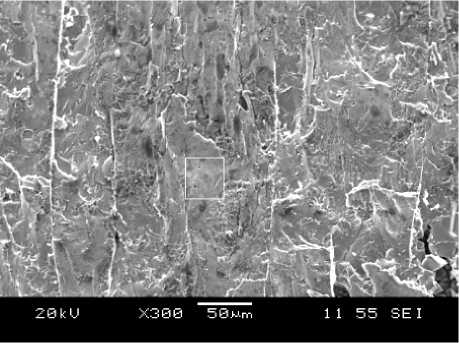
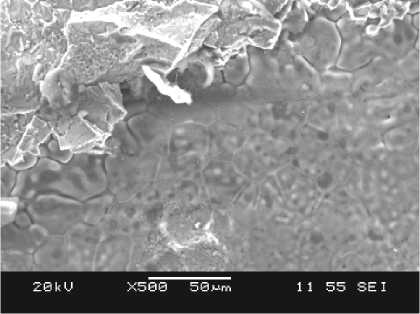
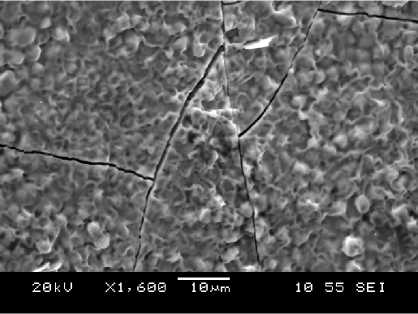
Темное поле (рис. 5, 6) является по существу магналием, весьма заметно и здесь присутствие Сu и Zn до 5 и 2,5 % соответственно. На темном фоне встречаются светлые полосы соединения меди с алюминием и цинком (рис. 5, б, в; спектр 11 табл. 1).
С внутренней стороны отделенной плакирующей латунной пластины строение поверхности в целом отражает картину, характерную для магналия: пятно с равноосными зернами, соответствующее пузырю, и пластинчатая область.
Химический состав этих областей близок к тем, что были на алюминиевом сплаве с той разницей, что на границе с Л90, естественно, концентрация меди и цинка выше (спектры 6, 7 по сравнению со спектрами 1–3 табл. 1). В латуни, а вернее, в интерметаллиде, отслоившемся вместе с нею, наблюдаются микротрещины (рис. 7, в, г).
Образование пузырей наблюдалось также при этой температуре отжига (550 °С) и при уменьшении длительности процесса в зоне выдержки до 180 с. Строение поверхности разрушения аналогично выше рассмотренному. Согласно электронномикроскопическим исследованиям концентрация элементов в диффузионной зоне уменьшалась как со стороны магналия, так и вблизи латуни Л90.
а)
б)
в)
г)
д)
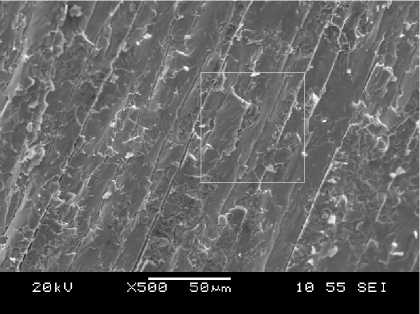
Рис. 4. Структура (сканирующий микроскоп) поверхности разрушения биметалла после отделения плакирующего слоя. Температура в зоне выдержки 550 °С, время выдержки 360 с . Общий вид (а), светлые участки (б–д)
а)
б)
в)
а)
Рис. 5. Темные поля в биметалле после отделения плакирующего слоя: а – на границе с хрупким разрушением; б, в – внутри этих полей
б)
20kU X5,000 5мт 11 55 SEI
Рис. 6. Образование на поверхности магналия крупных фрагментов, ограниченных светлыми границами, обогащенными медью. Температура в зоне выдержки 550 °С, время выдержки 360 с
в)
Таблица 1
Химический состав отдельных участков поверхности разрушения биметалла (рис. 4, в–д; 6, б; 7, д) после отжига, мас. %. Температура в зоне выдержки 550 °С, время выдержки 360 с
|
Спектр |
Mg |
Al |
Si |
Cu |
Zn |
|
1 |
28,1 |
67,97 |
3,93 |
||
|
2 |
12,99 |
48,41 |
2,36 |
||
|
3 |
0,72 |
49,56 |
49,72 |
||
|
4 |
0,89 |
91,57 |
5,03 |
2,51 |
|
|
5 |
0,76 |
33,25 |
0,67 |
50,45 |
2,91 |
|
6 |
5,22 |
20,85 |
71,56 |
2,36 |
|
|
7 |
0,48 |
24,32 |
70,78 |
4,01 |
а)
б)
в)
г)
д)
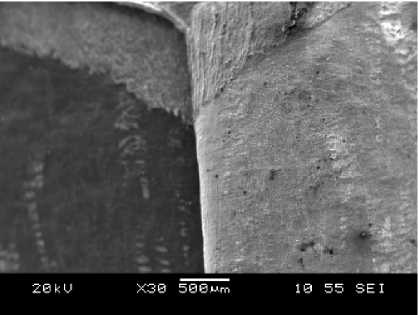
Рис. 7. Строение внутренней поверхности латунной пластины: а – место отделения плакирующей латуни (светлое поле справа) от темного магналия; б – общий вид внутренней поверхности латуни; в, г – поле пузыря; д – полосчатая структур
Т а ким обра з ом , обра з ов а ние п уз ыре й на пов ерх н ост и б им ет а лл и ческого па ке та пос л е отжигов при 550 °С с охлаждени е м на в оз д у х е прох од ил о пу т ем х р у п кого отрыв а п л а с т ины п л а к ир ующей л ат у н и по ча с т и д ифф узион ного с л оя, прим ы кающ е го к не й. С л ед ует отм е ти ть, что пов е рхнос тные де ф е кты форм ир уются при в ыс окоте м пе ра т у рном отжиге и на других комп ози ц и ях М 1 –Л90, М1–М1, АМг2–А5 п ри прочих ра вны х усл ов и ях .
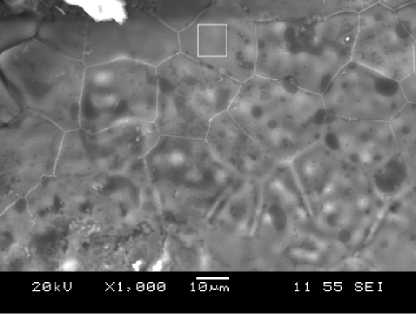
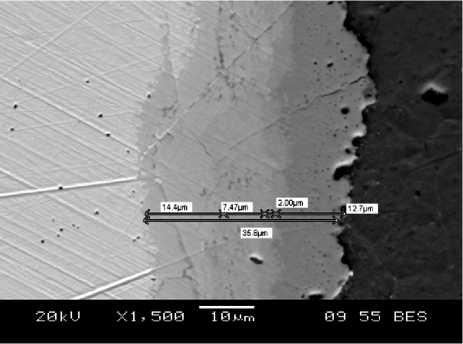
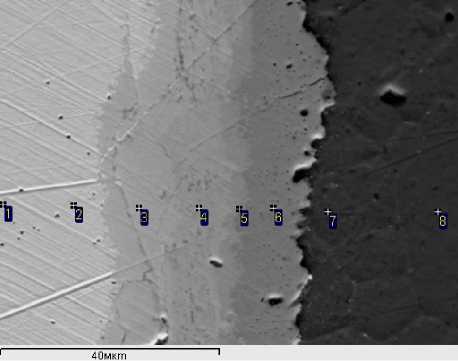
Снижение температуры отжига на 50 °С позволяет избежать образования вздутий на поверхности пакета. При этом толщина переходной зоны после отжига при 500 °С в разных участках уменьшается до 15–38 мкм (рис. 8, а, б). Отчетливо проявляется 4-слойное ее строение: при переходе от светлой латуни (рис. 8, в; точки 1, 2) к темному, почти черному магналию (рис. 8, в; точки 7, 8) наблюдаются полосы с разной (увеличивающейся) степенью потемнения (рис. 8, в; точки 3–6). В табл. 2 приведен химический состав материала в этих точках.
Согласно данным микрорентгеноспектрального анализа, медь проникает в АМг2 на глубину до 60 мкм. В подслое, прилегающем к латуни, видна
а)
б)
в)
Рис. 8. Глубина (а, б) и строение переходного диффузионного слоя в биметалле (в) после отжига при температуре в зоне выдержки 500 °С, время выдержки 360 с
Таблица 2
Химический состав биметалла в разных точках после отжига, мас. %.
Температура в зоне выдержки 500 °С, время выдержки 360 с
Х им и ческие с ос тав ы у ча стков пов е рхнос ти разрушения после отжига при 550 °С (спектры 1, 2 , 3 та бл . 1) и д ифф узион н ого под сл оя о кол о п ла сти н ы из Л90 (с пе к тр 3 таб л . 2) посл е от ж и га при 500 °С заметно отлича ю тся в с торон у бо л е е в ыс о кого с од ерж а ни я а л юмин и я при б ол ее в ыс о кой температуре процесса (550 °С).
О це н ка вл и ян ия от ж и га на прочнос ть с цепл е ни я ал юмин и я А Мг2 и л а т у н и Л90 в ы полне на по ме тоди ке , и з л о ж ен н ой в ра бот е [5]. При з а гибани и образцов на 90° с пос л е д ующим ра з ги бом прои с х о д и т рас с л ое н ие обра з ца с в н у тре н не й стороны. С рав н е н ие м д лин от с л ои в ши х с я у ча с т ков м ожно получ ить каче ств енн у ю картин у прочнос ти с цеп л ен ия в бим е тал л е д о и пос ле отж ига .
С ред н яя в е ли чи на рас с л оя о бра з цов до от ж и га составляла 2,6 м м. Пос л е от ж ига в пе чи с те м пе р атурой в зоне выдержки 500 ° С сос та ви л а 4, 22 м м . П риче м , с рос том дл и те л ь нос ти отжига от 80 до 360 с эта в е л ичи на пра кт иче с к и не из м е н яе тс я. С тои т отм ет ить, ч то п ри от ж и ге в колп ак о вой п е чи с дл и те л ь нос тью в ыде р ж к и до 48 ч средняя вели ч и на ра сс л оя с ос та ви л а 4, 24 м м [1 ].
На процессы схватывания металлических поверхностей в ходе изготовления биметалла оказы- вает влияние множество факторов: от природы материала и деформации (вида, ее степени, скорости) до режима процесса отжига (скорость и температура нагрева, продолжительность выдержки, скорость охлаждения) [4]. В данной работе можно считать переменными факторы, связанные с термической обработкой; все остальное в проведенном эксперименте не претерпевало изменений.
Повышение температуры рекристаллизационного отжига до 550 °С сопровождается наибольшим увеличением уровня термических напряжений, возникающих в связи с неодинаковой скоростью нагрева и особенно последующего охлаждения поверхностных и внутреннего слоев биметалла, а также благодаря разнице в коэффициентах термического расширения составляющих биметалла (табл. 3). Причем, охлаждение инициирует в поверхностных слоях сначала напряжения растяжения, в присутствии образовавшихся во время выдержки хрупких интерметаллидов в диффузионной зоне на стыке магналия и латуни, в результате чего латунь отслаивается; а затем напряжения сжатия, вызывающие образование дефекта в виде вздутия на поверхности биметалла.
Как следует из данных эксперимента, избежать возникновения пузырей на поверхности плакированного пакета в протяжной печи можно, используя отжиг при температурах не выше 500 °С и продолжительностью от 80 до 360 с. Это достигается уменьшением почти вдвое толщины диффузионного слоя, изменением его химического состава, а также снижением уровня термических растягивающих напряжений в плакирующем слое, возникающих в процессе охлаждения. Как видно
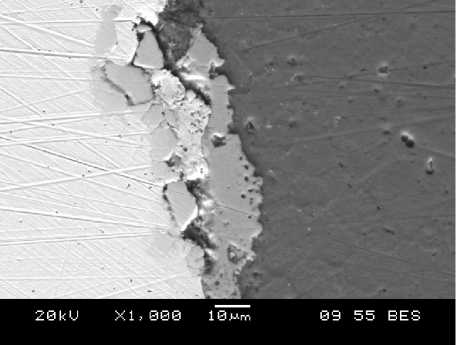
Рис. 9. Фрагментация подслоя, прилегающего к латунной пластине. Отжиг при температуре в зоне выдержки 500 °С, время выдержки 360 с
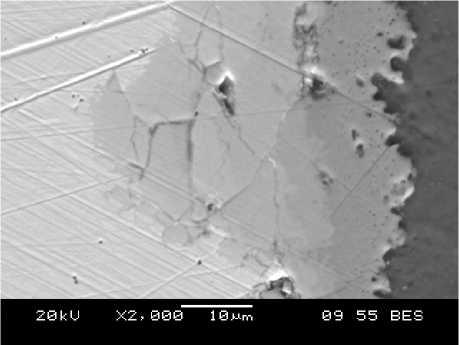
Таблица 3
Коэффициенты линейного термического расширения (10–6 К–1) [4]
|
Материал |
Температурный интервал, °С, от 20 до температуры |
|||||
|
100 |
200 |
300 |
400 |
500 |
600 |
|
|
Медь |
17,4 |
17,4 |
– |
18,1 |
18,9 |
– |
|
Алюминий |
23,7 |
24,5 |
25,4 |
26,2 |
27,1 |
27,9 |
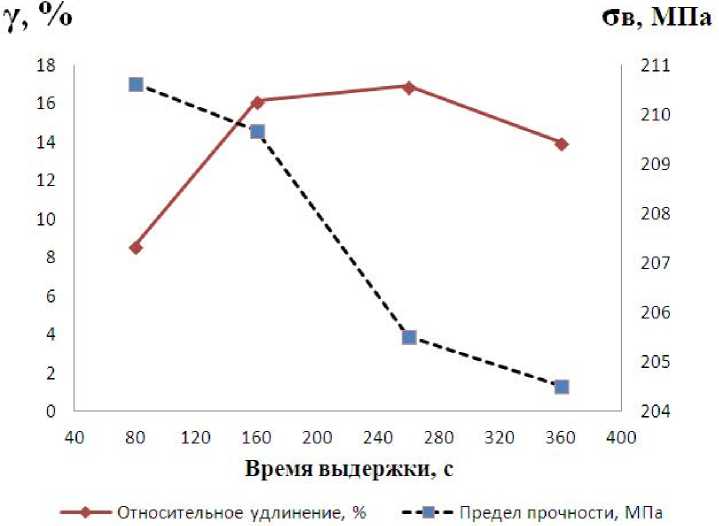
Рис. 10. Влияние длительности отжига при 500 °С на механические свойства биметалла
из диаграммы (рис. 10), уже при выдержке 160 с механические свойства биметалла близки к отожженному состоянию, а при выдержке 260 с происходит полная рекристаллизация составляющих. При этом твердости магналия и латуни составляют 70–75 и 100–110 HV соответственно, т. е. на уровне, достигаемом ~ за 15–20 ч отжига при 380 °С в колпаковой печи [1]. При выдержке образцов 360 с пластические свойства незначительно падают. Это объясняется ростом зерна алюминия и образованием локальных эвтектик.
Выводы
-
1. На поверхности биметалла, отожженного при температуре в зоне выдержки 550 °С в течение более 180 с обнаруживаются дефекты – вспучивания (пузыри) диаметром до 1–2 см. При этом плакирующий слой достаточно легко отделяется вручную. На освободившейся поверхности пакета отчетливо проявляются более светлые блестящие участки по форме и размерам, совпадающие с пузырями.
-
2. Образование пузырей на поверхности биметаллического пакета после отжигов при 550 °С с охлаждением на воздухе проходит путем хрупкого отрыва пластины плакирующей латуни по части диффузионного слоя, примыкающего к ней;
-
3. Снижение температуры отжига до 500 °С позволяет избежать образования вздутий на поверхности пакета. При этом толщина переходной зоны после отжига в разных участках уменьшается с 72–73 до 15–38 мкм;
-
4. Отжиг в протяжной печи с температурой в зоне выдержки 500 °С снижает прочность сцепления составляющих биметаллической ленты латунь – магналий – латунь в 1,5–2 раза. При этом с ростом длительности отжига от 80 до 360 с эта величина практически не изменяется;
-
5. Отжиг биметаллической ленты Л90–АМг2– Л90 в протяжной печи после плакирования (сварки) необходимо проводить при температуре в зоне выдержки 500 °С и времени выдержки 160–260 с.
Список литературы Исследование отжига биметаллической ленты латунь - алюминий в протяжной печи
- Исследование влияния отжига на строение и свойства биметаллических лент латунь-алюминий-латунь/Н.Т. Карева, А.П. Пелленен, А.А. Хабибуллин, Д.М. Галимов//Вестник ЮУрГУ. Серия «Металлургия». -2014. -Т. 14, № 1. -С. 54-60.
- Аптерман, В.Н. Протяжные печи/В.Н. Ап¬терман, В.Н. Тымчак. -М.: Металлургия, 1969. -320 с.
- Гусовский, В.Л. Современные нагревательные и термические печи: конструкции и технические характеристики: справ./В.Л. Гусовский, М.Г. Ладыгичев, В.Б. Усачев. -М.: Машиностроение, 2008. -656 с.
- Повышение качества поверхности и плакирование металлов: справ.: пер. с нем./под ред. К. Кнаушнера. -М.: Металлургия, 1984. -387 с.
- Биметаллы/Л.Н. Дмитров, Е.В. Кузнецов, А.Г. Кобелев и др. -Пермь: Пермское кн. изд-во, 1991. -415 с.
