Исследование параметров взаимодействия инструмента-дорна и заготовки при изготовлении каналов малого сечения

Автор: Трифанов Иван Васильевич, Оборина Людмила Ивановна, Трифанов Владимир Иванович, Стерехов Игорь Владимирович
Журнал: Сибирский аэрокосмический журнал @vestnik-sibsau
Рубрика: Технологические процессы и материалы
Статья в выпуске: 4 (17), 2007 года.
Бесплатный доступ
Получение каналов малого сечения при создании деталей изделий требует определения параметров взаимодействия инструмента-дорна и заготовки при деформирующем протягивании.
Короткий адрес: https://sciup.org/148175579
IDR: 148175579 | УДК: 621.787.
Research of interreactions characteristics of core-inginery and feedstock to fabricate canals of light section
The receiving of light sections canals during the developing of the products components requires characterisation of inter reactions between instrument-dorn and feed work when deforming stretch.
Текст научной статьи Исследование параметров взаимодействия инструмента-дорна и заготовки при изготовлении каналов малого сечения
При изготовлении методом многостороннего деформирования каналов малого сечения линий передачи энергии возникает необходимость изучения параметров контактного взаимодействия инструмента-дорна с тонкостенной заготовкой: усилия дорнования, контактных давлений и усадки сечения канала, а также исследование точности сечения каналов, радиусов сопряжения стенок и качества их поверхностного слоя [1; 2]. Обработка трубчатых заготовок после электрохимической обработки проводилась круглыми дорнами. Измерения усилий дорнования реализовывались с использованием однокомпонентного упругого динамометра с фольговыми тензорезистора-ми. Запись электрических сигналов, поступающих от динамометра, выполняли через усилитель ТА-5 шлейфовым осциллографом НО71. 5 М. Точность измерений усилий дорнования во всех случаях была не ниже + 1 %. Экспериментальные и теоретические зависимости усилий дорнования круглых отверстий заготовок труб малого сечения от величины обжатия заготовки канала малого сечения приведены на рис. 1. Особую роль для изготовления труб со стабильными параметрами размеров играют сплавы с низким коэффициентом температурного расширения (табл. 1). Самым низким ТКЛР обладает сплав 32НКД в диапазоне температур (20.. .100 °С) (табл. 1).
Графики усилий дорнования Т наиболее применяемых экспериментальных материалов для изготовления каналов малого сечения в зависимости от величины обжатия а представлены на рис. 1 и 2.
Усилие дорнования представляет собой нелинейную зависимость
Т = f (а, 8 02 / Е, d ) , (1) где а - величина обжатия заготовки, 8 02 - предел текучести материала заготовки, Е - модуль упругости.
Усилие дорнования необходимо для назначения режимов обжатия, протягивания и расчета хвостовика инструмента-дорна.
После дорнования трубчатой заготовки происходит усадка отверстия из-за упругих свойств материалов (рис. 3 и 4).
т,
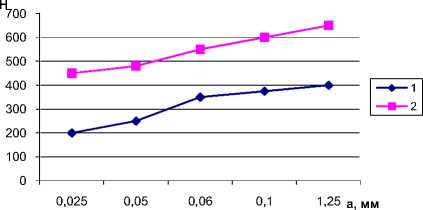
Рис. 2. Усилие дорнования трубчатой заготовки d = 3 мм от величины обжатия: 1 - М1 - медь; 2 - латунь - Л-63
Рис. 1. Зависимость усилия дорнования Т от величины обжатия а : 1 - Сталь 20; 2 - Сталь 45; 3 - Сплав 32 НКД;
Рис. 3. Зависимость усадки отверстий d = 3 мм от натяга а при одноцикловом дорновании:
1 -Д16Т; 2 - Сталь 32 НКД; 3 - Сталь 45; 4 - Сталь 20
Величина усадки отверстия после дорнования зависит от величины обжатия заготовки и отношений условного предела текучести 8 02 к модулю упругости материала заготовкиЕ (табл. 2):
Таблица 1
Основные характеристики сплавов с низким коэффициентом температурного расширения
|
Сплав |
a cp - 10 5 , K - 1 ( 20...100 ° C ) |
Точка Кюри, ° С |
Р , мкОм - м |
Е, МПа |
Ов , МПа |
8 ,% |
Н с , А/м |
|
36Н |
1,5 |
220 |
0,82 |
1,48 - 10-5 |
447 |
45 |
12,7 |
|
32НКД |
1 |
220 |
0,78 |
1,44 - 10-5 |
451 |
41 |
12,7 |
|
35НКТ |
3,5 |
210 |
0,85 |
1,64 - 10-5 |
1110 |
17,5 |
15,1 |
Вестник Сибирского государственного а эрокосмического университета имени академика М. Ф. Решетнева hус = f (a, 6 2 / E01) , (2) где hус - величина усадки.
Величину усадки необходимо учитывать при назначении допусков на диаметры отверстий высокоточных труб малого сечения.
Чем больше значение 8 02 / Е, тем больше усадка. Величина усадки также зависит от диаметра отверстия d канала малого сечения и величины натяга (рис. 4).
Рис. 4. Зависимость усадки от диаметра отверстия трубы d и усилия обжатия а ; 1 - d = 2, сталь 45; 2 - d = 3 мм, сталь 45; 3 - d = 2, сталь 32НКД; 4 - d =3, сталь 32 НКД
Усадка при одной и той же величине обжатия увеличивается пропорционально росту диаметра трубчатой заготовки. В поверхностном слое в процессе дорнования происходит упрочнение обрабатываемой поверхности трубчатой заготовки.
Исследование деформированного упрочнения поверхностного слоя проводили при обработке отверстий с диаметрами d = 2...3 мм часть заготовок после сверления отверстий подвергались вакуумному отжигу при температуре 800 °C с выдержкой 1 ч, который полностью устранял упрочнение поверхности слоя, сформированного при сверлении [3]. Упрочнение определяли путем измерения микротвердости на приборе ПМТ-3 при нагрузках на пирамиду 0,98 и 1,96 Н. Измерения проводили на специальных шлифах, которые получали методом элек-троэрозионного вырезания проволочным электродом из трубчатой заготовки канала малого сечения.
Распределение микротвердости носит нелинейный характер по толщине стенки трубы малого сечения [3];
M = f ( a , b , H v , V ) , (3)
где а - величина обжатия трубчатой заготовки; Ъ - толщина стенки трубчатой заготовки; Hv - твердость материала заготовки; V - использование запаса пластичности металла.
Для выравнивания микротвердости необходимо производить отжиг в вакууме перед дальнейшими технологическими операциями при изготовлении высокоточных каналов малого сечения, так как остаточная микротвердость снижает пластические характеристики металла, ухудшает технологичность труб малого сечения, изменяет стабильность коэффициента температурного расширения и может приводить к деформациям каналов малого сечения после их изготовления.
Таким образом, усилие дорнования труб малого диаметра представляет собой нелинейную зависимость, и определятся величиной обжатия диаметра трубчатой заготовки и свойствами материла.
Величина усадки диаметра отверстия зависит от величины обжатия, исходного диаметра трубы, отношение условного предела текучести к модулю упругости материала заготовки.
Распределение микротвердости по толщине стенки трубчатой заготовки после дорновании, носит нелинейный характер.
Микротвердость существенно зависит от величины обжатия, твердости материала заготовки, использования запаса пластичности.
