Исследование полей остаточных напряжений в особо тонкостенных трубах из нержавеющей стали после волочения

Автор: Шимов Георгий Викторович, Серебряков Андрей Васильевич, Серебряков Александр Васильевич, Розенбаум Михаил Александрович
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Рубрика: Краткие сообщения
Статья в выпуске: 2 т.16, 2016 года.
Бесплатный доступ
Обоснована задача исследования полей остаточных напряжений в особотонкостенных трубах из нержавеющей стали после волочения. Представлены результаты моделирования процесса финишного короткооправочного волочения и волочения раздачей на конической оправке холоднокатаных труб из стали ЭИ847 для оболочек ТВЭЛ атомных реакторов. Проведен сравнительный анализ точности размеров труб, полученных на производстве и при моделировании. Различия в значениях диаметров и толщин стенок труб получены в пределах допусков в соответствии с ТУ 14-159-293-2005, что свидетельствует о правильности математической модели. Получены распределения остаточных напряжений по стенке труб для случая волочения на короткой оправке и случая волочения раздачей. Показана целесообразность применения волочения раздачей на финишной стадии производства труб из коррозионностойких нержавеющих сталей. Рассмотрена одна из технологических особенностей волочения раздачей, заключающаяся в том, что в процессе протягивания оправки через трубу напряжения в очаге деформации в сумме с усилием волочения обеспечивают небольшое пластическое растяжение трубы после схода с оправки. Этот факт гарантирует прямолинейность изготовленной таким методом трубы. Показано, что волочение раздачей на конической оправке в последнем проходе обеспечивает благоприятное распределение остаточных напряжений по стенке трубы и может быть рекомендовано для повышения стойкости коррозионностойких труб, применяемых в атомной энергетике. Определены перспективы технологии, обеспечивающей уход от финишной холодной правки труб, которая, как показано, может приводить к низкому качеству поверхности, а также искажению полей остаточных напряжений в стенке труб.
Остаточные напряжения, холоднотянутые и катаные трубы, точность размеров, распределение напряжений, волочение раздачей
Короткий адрес: https://sciup.org/147157012
IDR: 147157012 | УДК: 621.77.01 | DOI: 10.14529/met160220
Study of residual stress fields in thin-walled tubes of stainless steel after drawing
The article discusses investigations of the fields of residual stresses in thin-walled tubes made of stainless steel after drawing. The results of simulation of the finish short mandrel drawing and hand drawing on the coni¬cal mandrel of cold-rolled EI847 steel pipes for fuel cladding of nuclear reactors are presented. A comparative analysis of the dimensional accuracy of pipe obtained in the production and during simulation was made. Differences in sizes of diameters and wall thicknesses are obtained within the TU 14-159-293-2005 standard and show the correctness of the mathematical model. Distributions of residual stresses on pipe walls in case of drawing on short mandrel and in case of hand drawing were obtained. The importance of using hand drawing on the final stage of production of pipes from corrosion-resistant stainless steel is shown. One of the technological features of hand drawing is considered: in the process of pulling the mandrel through the tube the stresses in the deformation area together with the dragging increase providing small plastic stretching of the tube after leaving the mandrel. This fact guarantees the straightness of the pipe manufactured by this method. It is shown that hand drawing on the conical mandrel in the last passage provides favorable distribution of residual stresses on the pipe wall and can be recommended for the improvement of the corrosion resistance of pipes used in the nuclear industry. The technology prospects are shown which can avoid the final cold straightening of tubes leading to the low surface quality as well as to the distortion of fields of residual stresses in the pipe wall.
Текст краткого сообщения Исследование полей остаточных напряжений в особо тонкостенных трубах из нержавеющей стали после волочения
Основной причиной появления и развития коррозионных повреждений нержавеющих труб используемых в атомной энергетике, определяющей срок их эксплуатации, является процесс коррозионного растрескивания металла под напряжением.
Важнейшим фактором, влияющим на развитие межкристаллитной коррозии в трубах, применяемых в атомной энергетике, является наличие остаточных напряжений (ОН) в стенках труб после производства. Действие остаточных макронапряжений на прочность и долговечность труб во многом определяется наличием микронапряжений второго и третьего рода, которые могут достигать в локальных микрообъёмах значительной величины и вызывать зарождение микротрещин [1]. Растягивающие ОН на поверхности труб способствуют зарождению и дальнейшему росту (раскрытию) язв и трещин, что приводит к моментальному выходу трубы из строя. Отсутствие растягивающих остаточных напряжений в поверхностных слоях труб может снизить риск аварийности и значительно увеличить срок службы коррозионностойких труб [2].
Целью работы является анализ распределения остаточных напряжений в стенке труб, производимых по традиционной технологии и предложение решений по ее совершенствованию.
На сегодняшний день большое внимание уделяется точности размеров и качеству поверхности производимых труб, однако задача введения в технические условия и ГОСТы на трубы ответственного назначения допустимого уровня остаточных напряжений пока не решена.
Известен способ волочения особотонкостенных труб для оболочек ТВЭЛ атомных реакторов из стали ЭИ-847 в последнем проходе в конической волоке с калибрующим пояском диаметром D вол = D (1 + 0,035 logλ) на цилиндрической оправке диаметром D оп = d (1 + 0,025 logλ), где λ - коэффициент вытяжки, D и d - наружный и внутренний диаметры заготовки соответственно [3]. Такой способ обеспечивает высокую точность размеров с учетом упругого последействия и качество поверхности труб как внешней, так и внутренней, однако напряженное состояние в таком способе не обеспечивает сжимающих остаточных напряжений на внешней поверхности.
Для анализа распределения остаточных напряжений в стенке таких труб было проведено математическое моделирование волочения трубы в программном пакете DEFORM-2D с соблюдением реальных размеров инструмента и условий процесса.
При расчете напряженно-деформированного состояния решается также связанная задача теп- лопроводности. При этом учитывается тепловыделение от пластической деформации и контактного трения, а также потери тепла теплопередачей, задаваемой коэффициентом теплопередачи а (кВт/м2·К), от заготовки к инструменту.
Заготовка трубы задавалась конечной д лины. При этом за стационарную фазу волочения прин и малась деформация участка, отстоящего от исхо д ного сечения выхода из волоки на расстоянии не менее 5 диаметров трубы (прутка). Потери тепла учитывались коэффициентом конвективной тепл оотдачи. Механические свойства металла трубы и прутка задавались таблично с линейной интерп о ляцией между заданными значениями. Завис имость σ S от степени деформации и температуры принималась по литературным данным. Контак т ное трение описывалось законом Кулона и коэф фициент трения принимался постоянным на всей контактной поверхности в течение всего процесса волочения. Теплофизические свойства материалов волоки и оправки принимались для уровня темп ературы 20…80 °С. Размеры инструмента реальны и соответству ют использующимся в экспериме нтальных исследованиях.
Труба с внутренним диаметром D вн = 7,490 мм и толщиной стенки S 0 = 0,260 мм протягивалась через волоку с диаметром калибрующего пояска D вол= 7,062 мм на оправке диаметром D оп=6,629 мм. Коэффициент вытяжки по сечению трубы сост авил λ= 1,329. Геометрия инструмента и заготовки представлена на рис. 1.
Волочение осуществлялось со скоростью 0,5 м/с при коэффициенте трения µ = 0,08. Коэффициент теплопередачи от трубы к волоке принят а = 10 кВт/м2∙К, а коэффициент конвективной теплоотдачи a к = 50 кВт/м2∙К. На графиках S – радиальная координата по толщине стенки трубы. При этом S =0 соответствует внутренней поверхности трубы.
Задача решалась в упруго-пластической постановке, что позволило отследить упругое последействие трубы после выхода из волоки, а так же получить остаточное напряженное состояние после снятия напряжения волочения.
Целью моделирования было изучение упругого последействия, в результате которого происходит некоторое изменение толщины стенки трубы, которое необходимо учитывать при проектировании инструмента волочения. Второй задачей моделирования являлось изучение поля остаточных напряжений в стенке труб.
После волочения внутренний диаметр трубы составил D вн1 = 6,607 мм, а толщина стенки S 1 =0,207 мм.
Аналогичные задачи были решены для труб с внутренним диаметром D вн = 7,490 и толщинами стенок в интервале 0,257…0,270 мм. В результате толщины стенок полученных труб оказались в интервале 0,206…0,221 мм.
На рис. 2 представлен разброс результатов моделирования в сравнении с экспериментальными данными и требованиями ТУ.
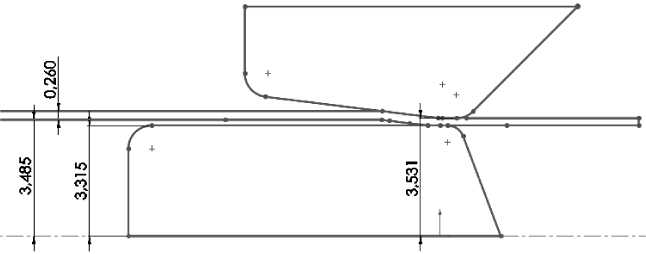
Рис. 1. Геометрия инструмента и трубы для моделирования в DEFORM-2D
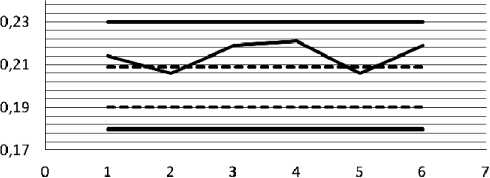
-----по результатам моделирования
----по экспериментальным данным требования ТУ14-159-293-2005"
Рис. 2. Разброс результатов моделирования в сравнении с экспериментальными данными [3] и требованиями ТУ
Шимов Г.В., Серебряков Ан.В., Серебряков Ал.В., Розенбаум М.А.
Сравнивая результаты моделирования с экс- периментальными данными, полученными на про- изводстве, можно сделать вывод, что модель хорошо описывает реальный процесс волочения с учетом упругого последействия и размеры готовой трубы попадают в поле допусков в соответствии с ТУ14-159-293-2005.
В результате моделирования были получены распределения главных остаточных напряжений: продольных σ11, тангенциальных σ22 и радиальных σ33 (рис. 3–5).
Из графиков (см. рис. 3–5) видно, что на поверхности труб, полученных известным способом, присутствуют значительные осевые и тангенци- альные растягивающие остаточные напряжения, которые при эксплуатации могут явиться причиной раскрытия коррозионных язв и трещин. К формированию такого поля остаточных напря- жений приводит напряженно-деформированное состояние, характерное для волочения на короткой закрепленной оправке.
Противоположная картина будет наблюдать- ся, если в последнем проходе применить раздачу волочением на цилиндрической оправке. Для подтверждения этого было проведено моделирование процесса раздачи в последнем проходе.
Труба предготового размера после ХПТР с внутренним диаметром Dвн = 6,444 мм и толщиной стенки S0 = 0,206 мм подвергалась раздаче на конической оправке с диаметром калибрующего пояска Dоп = 6,584 мм. Коэффициент вытяжки по сечению трубы составил λ= 1,261. Геометрия ин- струмента и заготовки представлена на рис. 6.
Задний конец трубы фиксировался относительно осей координат X и Y , передний конец трубы оставался свободным. Оправка протягивалась
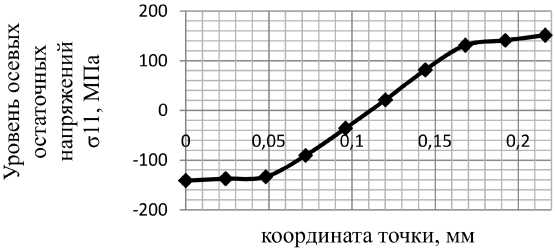
Рис. 3. Распределение продольных остаточных напряжений в стенке трубы 6,6 х 0,2 после волочения на закрепленной цилиндрической оправке
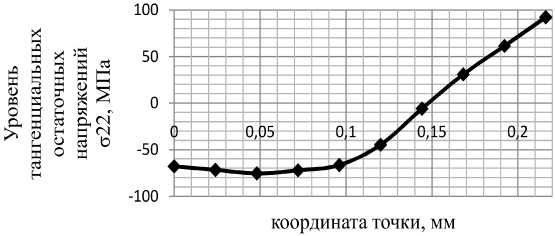
Рис. 4. Распределение тангенциальных остаточных напряжений в стенке трубы 6,6 х 0,2 после волочения на закрепленной цилиндрической оправке
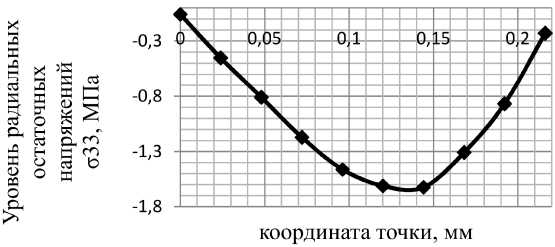
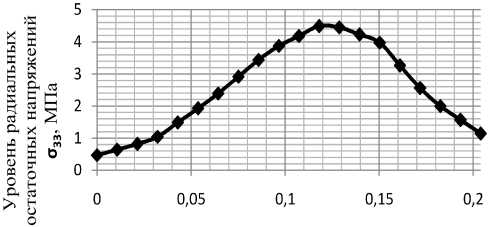
Рис. 5. Распределение радиальных остаточных напряжений в стенке трубы 6,6 х 0,2 после волочения на закрепленной цилиндрической оправке
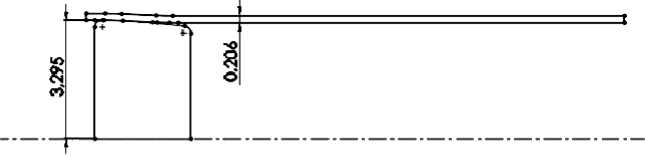
Рис. 6. Геометрия оправки и трубы для моделирования в DEFORM-2D
через трубу со скоростью волочения. Размеры трубы после волочения и снятия напряжений с оставили D вн1 = 6,608 мм и толщиной стенки S 1 = 0,202 мм, что укладывается в поле допусков в соответствии с ТУ14-159-293- 2005.
В результате моделирования были получены распределения главных остаточных напряжений: продольных σ11 , тангенциальных σ22 и радиальных σ 33 (рис. 7–9).
Из графиков (см. рис. 7–9) видно, что на поверхности труб, полученных способом раздачи, на конической оправке присутствуют осевые и тангенциальные сжимающие остаточные напряжения.
Еще одной особенностью волочения раздачей является то, что в процессе протягивания оправки через трубу напряжения в очаге деформации в сумме с усилием волочения обеспечивают небольшое пластическое растяжение трубы после
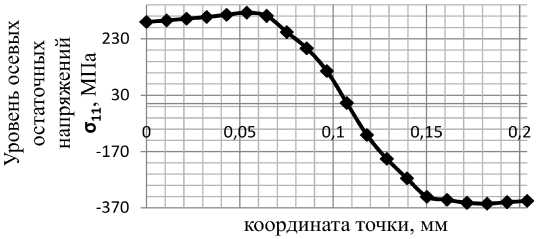
Рис. 7. Распределение продольных остаточных напряжений в стенке трубы 6,6 х 0,2 после раздачи волочением на конической оправке
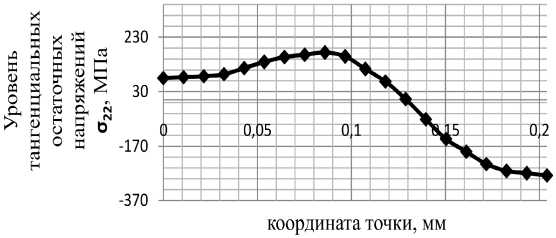
Рис. 8. Распределение тангенциальных остаточных напряжений в стенке трубы 6,6 х 0,2 после раздачи волочением на конической оправке
координата точки, мм
Рис. 9. Распределение радиальных остаточных напряжений в стенке трубы 6,6 х 0,2 после раздачи волочением на конической оправке
Шимов Г.В., Серебряков Ан.В., Серебряков Ал.В., Розенбаум М.А.
схода с оправки. Этот факт гарантирует прямолинейность изготовленной таким методом трубы. Перспективой внедрения данной технологии может являться уход от финишной холодной правки труб, которая приводит к низкому качеству поверхности, а также искажает поле остаточных напряжений в стенке труб.
Таким образом, волочение раздачей на конической оправке в последнем проходе обеспечивает благоприятное распределение остаточных напряжений по стенке трубы и может быть рекомендовано для повышения стойкости коррозионностойких труб, применяемых в атомной энергетике.
Список литературы Исследование полей остаточных напряжений в особо тонкостенных трубах из нержавеющей стали после волочения
- Соколов, И.А. Остаточные напряжения и качество металлопродукции/И.А. Соколов, В.И. Уральский. -М.: Металлургия, 1981. -96 с.
- Карзов, Г.П. Материалы 8-го международного семинара по горизонтальным парогенераторам. ОКБ «ГИДРОПРЕСС», Подольск, 2010.
- Повышение точности и качества поверхности труб из коррозионностойкой стали для атомной энергетики/Ал.В. Серебряков, Ан.В. Серебряков, С.П. Буркин, Г.В. Шимов//Черные металлы. -2012. -№ 4. -С. 16-20.
