Исследование полимерных материалов со сварным швом

Автор: Семенов Я.С., Федоров С.П., Лукин Е.С., Адамов Р.Г.
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Общие проблемы машиностроения
Статья в выпуске: 1-3 т.13, 2011 года.
Бесплатный доступ
Исследуются деформационные поля полимерных материалов со сварным швом с помощью измерений теплового излучения. Применялся тепловизор «ТКВр-ИФП». Исследована кинетика деформации с помощью поля теплового излучения. Показана взаимосвязь поля деформаций и поля теплового излучения, а также зависимость материала сварной зоны от температуры окружающей среды при сварке.
Полимерные материалы, сварные соединения из пэ-80, пэ-63, деформационное поле, тепловизор
Короткий адрес: https://sciup.org/148199694
IDR: 148199694 | УДК: 621.643:678.029
Research of polymeric materials with welded seam
Deformation fields of polymeric materials with welded seam with the help of measurement the thermal radiation are investigated. It was applied thermo imager «TKVr-IFP». Deformations kinetics was inves-tigated by means of thermal radiation field. The interrelation of deformations field and field of thermal radiation, and also dependence of welded zone material on ambient temperature at welding are shown.
Текст научной статьи Исследование полимерных материалов со сварным швом
Полимерные материалы широко используются в промышленности с широким спектром назначений, например, для газовых и водных труб, они легче, чем металлические трубы, у них выше химическая и коррозионная устойчивость и т.д. [1-2]. Как известно [3-4], во многом эксплуатационная надежность и долговечность полимерных трубопроводов зависит от качества сварных соединений, особенно когда полимерные трубы эксплуатируются в зоне вечной мерзлоты с большой амплитудой колебания сезонных и суточных температур и возникающих при этом напряжений.
Цель работы: исследовать деформационные поля полимерных материалов со сварными соединениями при одноосном нагружении с помощью тепловизора.
Материалы и методика исследований. Исследовались полимерные материалы – полиэтилены марки ПЭ80, ПЭ63. Для экспериментального исследования кинетики деформирования и разрушения гладких образцов и образцов с зонами сплавления был использован тепловизор «ТКВр-ИФП» – предельная чувствительность 0,03 К, диапазон измеряемых температур 293-318 К, пространственное разрешение не менее 0,5 мм, частота кадров – 20 кадров/с, характерная рабочая длина волны 2,9 мкм, функция анализа термограмм и т.д. Исследования проводились на плоских образцах сварных соединений из полиэтилена ПЭ80 и
Лукин Евгений Савич, кандидат технических наук Адамов Радий Герасимович, кандидат технических наук, доцент, заместитель заведующего кафедрой сварки
ПЭ63. Гладкие сварные образцы из полиэтилена марки ПЭ80 вырезались из трубы. Размеры рабочей части образцов ПЭ80 и ПЭ63 – 60,5 x 9 x 10,8 мм. Механические испытания на одноосное растяжение образцов проводились на универсальной испытательной машине «In-stron-1195». Скорость нагружения для ПЭ80 и ПЭ63 - 3,3 - 10 —4 м - с-1. В ходе проведения экспериментов фиксировалось тепловое изображение образца в реальном времени с последующим отображением в виде графиков распределения температуры вдоль вертикальной осевой линии образца в различные моменты времени, изменения температуры со временем для выбранной точки, а также графики изменений во времени максимальной Т макс , минимальной T мин и средней T ср температур на выделенном участке поверхности образца.
Испытания образцов из полимерных материалов с зонами сплавления . Образцы, вырезанные из труб с зонами сплавления, испытывались до их разрушения. Сварка труб из ПЭ80 производилась при температурах окружающей среды +20, –20 и –380С, а из ПЭ63 при +200С. Размеры рабочей части образцов с зонами сплавления из ПЭ80 такие же, как и для гладких образцов из этого же материала, а для ПЭ63 - 60,7 x 9,4 x 7,65 мм. Скорость нагружения для всех образцов составляла 3,3 - 10-4 м - с-1. Запись термограмм производили со стороны боковой части образцов с тем, чтобы визуализировать инфракрасную картину сварного соединения по толщине образца. По термограммам можно заранее установить место будущего разрыва. Характер изменения теплового режима образцов со сварными швами определяется наличием концентратором напряжений в виде шва, его физико-механическим и структурным состоянием.
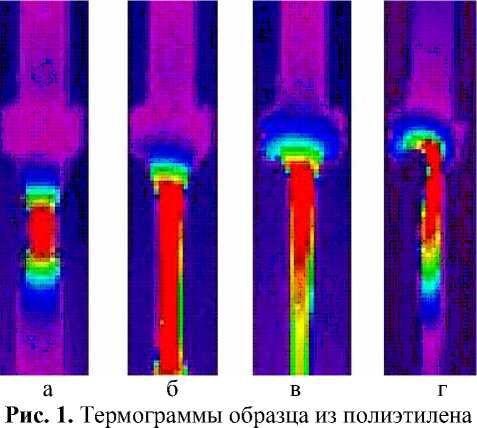
марки ПЭ80 с зоной сплавления в разные моменты времени: а – 105 сек.; б – 176; в – 298 сек.; г – 585 (перед разрушением)
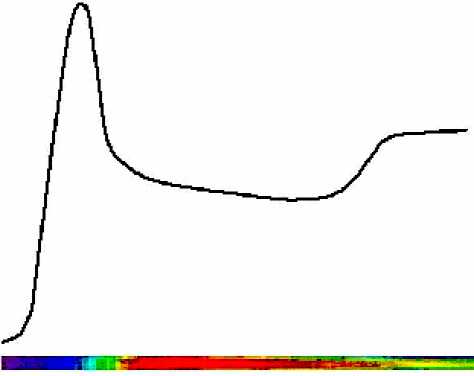
Рис. 1а. Температура в зоне разрушения сварного соединения из полиэтилена ПЭ80
локализуется в месте будущего разрыва. На рис. 1а дано изменение температуры в зоне разрушения. Видно, что процесс разрыва химических связей локализован в сварной зоне.
Графики изменения максимальной температуры в процессе деформирования представлены на рис. 2: 1 кривая 1 - №180 (+200С), кривая 2 - №182 (–200С) и кривая 3 - №185 (– 380С). Характер изменения температуры по осевой линии для всех образцов такой же, как и для гладкого образца, за исключением того, что место образования очага необратимой деформации одно. Анализ показывает, что с понижением температуры, при которой выполнялась сварка: а) значение разогрева материала при деформировании увеличивается; б) протяженность участка понижения температуры перед разрушением уменьшается. Данное обстоятельство, по-видимому, можно объяснить, тем, что с понижением температуры окружающей среды материал сварного соединения становится более прочным.
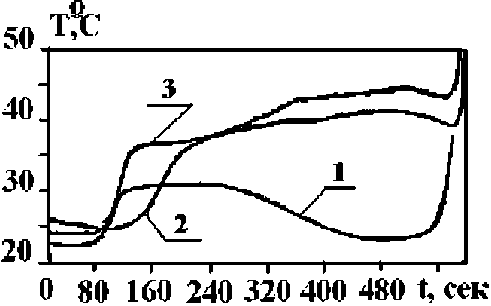
Рис. 3. Изменение температуры образца из полиэтилена марки ПЭ80 с зоной сплавления
Сварное соединение из полиэтилена ПЭ80 . Качественно изменение теплового режима образца со сварным швом аналогично случаю гладкого образца из такого же материала. Различие заключается в том, что для данной технологии, режимов и качества выполнения сварки: а) разрушение образцов произошло по сварному шву, б) значения температур разные. На рис. 1 в качестве примера приведены термограммы образца (+200С). Динамика развития термограмм других образцов, сваренных при отрицательных температурах, имеет такой же характер. Место начала локального разогрева в данных образцах со сварными швами расположено на некотором расстоянии от оси шва (рис. 1а). В последующем разогрев и соответственно деформация распространяются по нижней от сварного шва половине образца. Затем разогрев материала
Сварное соединение из полиэтилена ПЭ63 . Из данного материала был испытан всего один образец (№186). Характер изменения теплового режима для данного образца в принципе такой же, как и для образца №180 из ПЭ80 со сварным швом. Различие заключается в значениях температуры.
Выводы: тепловизионные измерения при сварке труб и образцов из полимерных материалов показали возможность слежения за процессом изменения теплового режима в процессе сварки полимерных труб и на стадии остывания сварного соединения; идентификации зоны, включающей участки сплавления материала и зоны термического влияния; установления будущего места разрушения на ранней стадии при механическом нагружении образцов, в том числе со сварными швами; исследования стадийности развития процесса деформирования и разрушения. Установлено, что температура окружающей среды, при которой выполнялась сварка, существенным образом влияет на поведение температуры образца при его деформировании и, возможно, на разрушение при эксплуатации.
Список литературы Исследование полимерных материалов со сварным швом
- Ezrin, M. Plastics Failure Guide -Cause and Prevention, Hanser, Munchen, 1996.
- Chen, H./H. Chen, R.J. Scavuzzo, T.S. Srivatsan// J. Mater. Eng. Perform. 1997. N6. P. 473.
- Кайгородов, Г.К. Влияние скорости охлаждения полиэтиленового сварного шва на его прочность/Г.К. Кайгородов, В.Ю. Каргин//Трубопроводы и экология. 2001. № 2. С. 13-14.
- Зайцев, К.И. Исследование сварного соединения полиэтиленовых труб./К.И. Зайцев, И.Ф. Истратов, В.Ф. Ляшенко, С.С. Волков//Применение пластмасс в машиностроении. -М.,1972. С. 53-57.
