Исследование прочности сцепления частиц в модифицирующей присадке для сварки мостовых конструкций под флюсом

Автор: Болдырев Александр Михайлович, Григораш Владимир Васильевич, Гущин Дмитрий Александрович, Гребенчук Виктор Георгиевич
Журнал: Нанотехнологии в строительстве: научный интернет-журнал @nanobuild
Статья в выпуске: 2 т.4, 2012 года.
Бесплатный доступ
Для оценки прочности сцепления модифицирующих частиц с проволочной крошкой, применяемой при сварке мостовых конструкций, предложено исполь- зовать величину привеса после механохимической обработки смеси. Разработана методика этой оценки. Исследовано влияние технологических параметров приго- товления металлохимической присадки на прочность сцепления модифицирую- щих частиц TiO2 с проволочной крошкой.
Металлохимическая модифицирующая присадка, сварка мо- стовых конструкций, прочность сцепления модифицирующих частиц с проволоч- ной крошкой
Короткий адрес: https://sciup.org/14265613
IDR: 14265613 | УДК: 621.791.042
The study of particles adhesive strength in modifying agent for bridge structure welding
To assess the adhesive strength of modifying agents with wire powder used in bridge structure welding, a value of gain in weight after mechanical and chemical processing of the mix is proposed to use. A technique for such assessment has been developed. The influence of technological parameters of metal and chemical agent production on the adhesive strength of TiO2 modifying particles has been examined.
Текст научной статьи Исследование прочности сцепления частиц в модифицирующей присадке для сварки мостовых конструкций под флюсом
пецифические условия кристаллизации металла в сварочной ванне (высокий перегрев расплава, большие градиенты температуры в зоне кристаллизации и большая линейная скорость роста кристаллитов) обуславливают формирование в шве и околошовной зоне неблагоприятной крупнозернистой столбчатой структуры с более низкими, чем основной металл, прочностными свойствами. Поэтому вопросам улучшения структуры металла шва в процессе кристаллизации сварочной ванны уделяется постоянное внимание исследователей. Во второй половине прошлого века в СССР и за рубежом при сварке металлопроката большой толщины начали применять сварку с дополнительной присадкой в виде металлического порошка, что позволило снизить перегрев расплава в сварочной ванне, улучшить структуру, технологические и служебные свойства сварных соединений, существенно повысить производительность процесса сварки [1,2]. Получение мелкозернистой структуры путем ввода в сварочную ванну дополнительных центров кристаллизации в виде тугоплавких частиц (модификаторы II рода) является перспективным направлением дальнейшего повышения качества сварных соединений [3]. Однако сохранение зародышеобразующей способности модификаторов – из-за высоких температур в зоне сварки – является серьезной проблемой. Одним из способов повышения эффективности модификаторов II рода при сварке плавлением является их введение в сварочную ванну в комбинации с охлаждающи-
А.М.БОЛДЫРЕВ и др. Исследование прочности сцепления частиц в модифицирующей присадке...
ми макрочастицами (микрохолодильниками) [4]. Подобный присадочный материал из проволочной крошки (гранулята), получивший название «металлохимическая присадка» (МХП), нашел применение при сварке стальных мостовых конструкций [5, 6, 7]. В настоящее время в качестве химической добавки в МХП используется двуокись титана TiO2 (Тпл = 1843 оС) [6, 7]. Перспективно также применение нанопорошков для модифицирования металла сварных швов. Однако их использование, кроме указанных выше факторов, осложняется способностью к комкованию и окислению при сравнительно низкой температуре [8]. Поэтому применение в модифицирующем комплексе макрочастиц, на поверхности которых оседают наночастицы, позволяет предотвратить процесс их комкования.
Одним из непременных условий постоянства получения высококачественных сварных соединений с применением МХП является стабильность ее состава на всех этапах – от смешивания до укладки в зазор свариваемого стыка. Главным показателем этого постоянства является прочность сцепления частиц химической добавки с поверхностью гранулята. Она зависит от многих факторов: чистоты и рельефа этой поверхности, конструкции смесителя и режимов смешивания, соотношения компонентов при загрузке в смеситель и др. Насколько нам известно, в настоящее время не существует способов непосредственной или косвенной оценки прочности сцепления частиц химической добавки с поверхностью гранулята. Это не позволяет объективно оценить качество МХП, постоянство ее состава, влияние технологии приготовления МХП на это постоянство и т.п. Целью настоящей работы является разработка методики количественной оценки прочности сцепления химической добавки TiO2 с поверхностью проволочной крошки в процессе их смешивания и исследование влияния технологических параметров приготовления металлохимической присадки на эту прочность.
Разработка методики исследования
Прочность сцепления добавки с гранулятом предложено косвенно оценивать по увеличению массы крошки после смешивания (по привесу). Проволочную крошку изготавливали из сварочной проволоки Св-10НМА на специальном рубочном станке, размер частиц крошки 2 х 2 мм. В качестве химической добавки использовали двуокись титана
А.М.БОЛДЫРЕВ и др. Исследование прочности сцепления частиц в модифицирующей присадке...
TiO2 с индексом «Ч» по ГОСТ 9808 с размером частиц не более 15 мкм. Перед смешиванием компоненты прокаливали при температуре 150 оС. Смешивание производили в цилиндрическом смесителе емкостью 4 литра со смещенной осью – в дальнейшем смеситель. После смешивания слабосвязанные частицы TiO2 с крошкой удаляли встряхиванием на вибросите с частотой около 100 встряхиваний в минуту. Взвешивание компонентов перед смешиванием и полученной МХП после смешивания и встряхивания осуществляли на аналитических весах «Libra HT-220» с точностью до 0,0001 г.
Воспроизводимость результатов привеса проверяли посредством проведения двух серий экспериментов по приготовлению МХП одинакового состава, на одинаковых режимах смешивания и встряхивания: скорость вращения смесителя 60 об/мин., время обработки 10 минут, время встряхивания 1 минута. Результаты экспериментов представлены в табл. 1.
Таблица 1
Результаты экспериментов
|
№ серии |
№ смеси |
До обработки в цилиндрическом смесителе |
После обработки в цилиндическом смесителе |
||||
|
Масса крошки, m 1, г |
Масса порошка, m 2, г |
Масса смеси, m 3, г |
Масса смеси после смешивания, m 4, г |
Масса смеси после вибросита m 5, г |
Привес, ∆ mi = m 5– m 1, г |
||
|
I |
1 |
100,0008 |
5,0018 |
105,0026 |
101,9721 |
101,2780 |
1,2772 |
|
2 |
100,0218 |
5,0012 |
105,0230 |
101,9362 |
101,1900 |
1,1682 |
|
|
3 |
100,0014 |
5,0003 |
105,0017 |
101,8550 |
101,2183 |
1,2169 |
|
|
4 |
100,0039 |
5,0022 |
105,0061 |
101,7985 |
101,4011 |
1,3972 |
|
|
5 |
100,0208 |
5,0013 |
105,0221 |
101,8627 |
101,2558 |
1,2350 |
|
|
II |
1 |
100,0003 |
5,0022 |
105,0025 |
102,0080 |
101,2023 |
1,2020 |
|
2 |
100,0025 |
5,0025 |
105,0050 |
101,8402 |
101,1463 |
1,1438 |
|
|
3 |
100,0057 |
5,0001 |
105,0058 |
101,7225 |
101,2631 |
1,2574 |
|
|
4 |
100,0212 |
5,0029 |
105,0241 |
101,8613 |
101,2314 |
1,2102 |
|
|
5 |
100,0019 |
5,0024 |
105,0043 |
101,8224 |
101,0245 |
1,0226 |
|
А.М.БОЛДЫРЕВ и др. Исследование прочности сцепления частиц в модифицирующей присадке...
Опыты производили в следующей последовательности: смесь № 1 из I-й серии обрабатывали в смесителе, затем полученную МХП выгружали и взвешивали до и после встряхивания, кроме того, взвешивали оставшуюся в смесителе добавку TiO2. Затем, после очистки смесителя, по такой же технологии производили эксперимент со смесью № 1 из серии II.
По каждому опыту вычисляли дисперсию привеса:
Z^ = (Amz Am)2, (1)
где ∆ mi, Am – привес в i -том опыте и его среднее значение для данной серии.
Вычисляли также средние значения привеса в двух параллельных опытах с последующим расчетом дисперсии (табл. 2).
Таблица 2
Обработка результатов эксперимента
|
№ смеси |
Серия I, привес TiO2, ∆ mi 1, г |
Серия II, привес TiO2, ∆ mi 2, г |
Среднее значение привеса TiO2 в двух сериях, Am |
Дисперсия D ∆ m (среднее из двух серий) |
Примечание |
|
1 |
1,2772 |
1,2020 |
1,239600 |
0,002828 |
D = ∆ m max 0,022557 |
|
2 |
1,1682 |
1,1438 |
1,156000 |
0,000298 |
|
|
3 |
1,2169 |
1,2574 |
1,237150 |
0,000820 |
N ^ ^Anij = 0,044 Z = 1 |
|
4 |
1,3972 |
1,2102 |
1,303700 |
0,017484 |
|
|
5 |
1,2350 |
1,0226 |
1,128800 |
0,022557 |
К Э = 0,5128 |
На основании полученных данных вычисляли экспериментально полученный критерий Кохрена:
TZ _ "^Am max /ОХ
10 , (2)
/=1 10
где D ∆ m max – значение максимальной дисперсии; IX – сумма всех дисперсий в 10 опытах.
к содержанию2)
А.М.БОЛДЫРЕВ и др. Исследование прочности сцепления частиц в модифицирующей присадке...
Вычисленный по результатам экспериментов критерий Кохрена КЭ сравнивали с табличным значением К Т по таблице 8 [9]. Если К Э < К Т , то опыты воспроизводимы, и чем меньше КЭ, тем надежнее воспроизводимость. Экспериментальный критерий КЭ = 0,5128 на 40% меньше табличного КТ = 0,841 (для n = N•m = 5•2 = 10 измерений, N = 5 – количество опытов, m = 2 – число повторений опытов). Полученные результаты свидетельствуют о хорошей воспроизводимости измерений привеса по предложенной методике. Опыты воспроизводимы с высокой
, 1 N степенью точности ( ).
Влияние времени встряхивания на величину привеса
Стабильность состава МХП, очевидно, в значительной мере зависит от операций встряхивания после обработки в смесителе (величины ячейки и времени встряхивания). Согласно нормативным требованиям, после смешивания рубленой проволоки с химической добавкой опу-дренную крупку необходимо просеять на сите с ячейкой 1 х 1мм с целью удаления излишней химической добавки [7]. Однако режимы (время и частота) встряхивания в нормативах не оговорены. В связи с этим возникла необходимость исследовать влияние технологии встряхивания на стабильность состава МХП.
Таблица 3
Масса химической добавки TiO2, оставшейся на поверхности гранулята (привес), в зависимости от времени встряхивания
|
Время встряхиваний, мин. |
0 |
0,5 |
1,0 |
1,5 |
2,0 |
2,5 |
3,0 |
3,5 |
4,0 |
4,5 |
5,0 |
7,5 |
10,0 |
|
Привес TiO2, г |
2,0269 |
1,3352 |
1,0508 |
0,8703 |
0,7230 |
0,6322 |
0,5472 |
0,4711 |
0,4288 |
0,4032 |
0,3750 |
0,2962 |
0,2592 |
|
Относительный привес, А т/ А т0 |
1 |
0,65 |
0,52 |
0,43 |
0,357 |
0,31 |
0,27 |
0,23 |
0,21 |
0,198 |
0,185 |
0,146 |
0,13 |
А.М.БОЛДЫРЕВ и др. Исследование прочности сцепления частиц в модифицирующей присадке...
Для решения этой задачи была подготовлена смесь массой 105,0093 г (100,0078 г крошки и 5,0015 г TiO2), которая прошла обработку в смесителе (60 об/мин., время – 10 мин.). Полученную смесь взвешивали сразу после выгрузки из смесителя, затем производили встряхивание на вибросите (100 встряхиваний в минуту) со взвешиванием МХП через каждые 30 секунд встряхивания. Полученные результаты представлены в табл. 3.
Если величину привеса принять за единицу ∆ m0 = 1, то отношение привеса смеси после i -того времени встряхивания к ∆ m0 (относительный привес) показывает, какая доля TiO2 осталась от начального значения в составе МХП: ε = ∆ mi / ∆ m 0. На рис. 1 представлена зависимость величины относительного привеса от времени встряхивания.
Полученные результаты свидетельствуют о том, что в течение 4–5 минут встряхивания опудренной смеси в ней резко уменьшается количество TiO2 (теряется более 80% TiO2). Затем интенсивность потерь резко снижается. Следовательно, для стабилизации состава МХП встряхивание после смешивания на указанных режимах должно длиться не менее 4–5 минут.
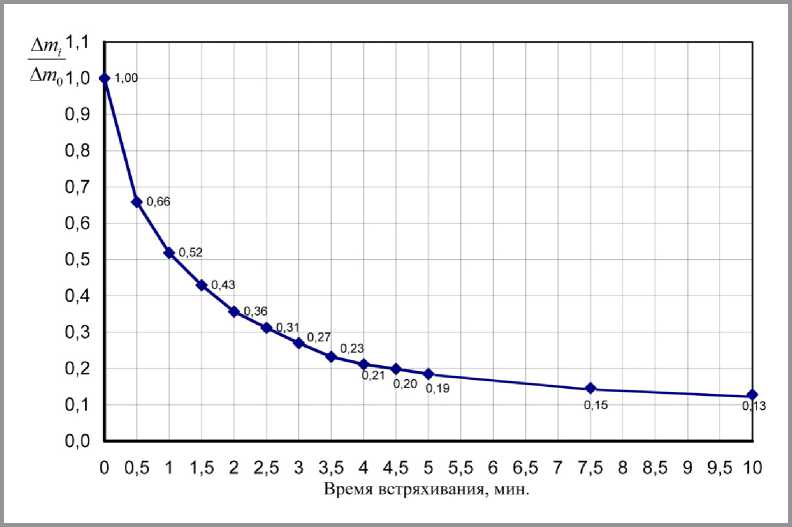
Рис. 1. Относительная величина привеса в зависимости от времени встряхивания (сито с ячейкой 0,5 х 0,5 мм, частота встряхивания 1,6 Гц)

А.М.БОЛДЫРЕВ и др. Исследование прочности сцепления частиц в модифицирующей присадке...
Исследование факторов, влияющих на прочность сцепления частиц химической добавки TiO2 с гранулятом, и степени их влияния на эту прочность
Прочность соединения добавки с гранулятом определяется следующими факторами:
– качеством поверхности гранулята: шероховатостью, продуктами взаимодействия с окружающей средой;
– химическим сродством гранулята и химической добавки;
– соотношением масс компонентов МХП;
– энергией смешивания;
– временем обработки в смесителе.
Каждый из перечисленных факторов может меняться в определенном диапазоне. Например, качество поверхности гранулята можно изменять путем пескоструйной, дробеструйной обработки на стадии получения крупки. Возможно также травление поверхности макрочастиц и пр. Химическая добавка в МХП определяется составом свариваемого материала и требованиями, предъявляемыми к свариваемому соединению (химической стойкостью, хладоломкостью, прочностными свойствами, износостойкостью и др.). Изменение соотношения масс компонентов МХП можно варьировать в широком диапазоне. Тип оборудования для смешивания и режимы его работы определяют величину энергии, вводимой в МХП. В низкоэнергетических установках (смесителях) частицы смешиваются, падая с одной стенки сосуда на другую под действием силы тяжести. В этом случае гравитационное ускорение частиц не превышает 1 g. Энергию смешивания можно изменять также введением в смеситель дополнительной массы в виде мелящих шаров, а также посредством изменения скорости и времени вращения барабана.
В высокоэнергетических планетарных мельницах размольные стаканы вращаются вокруг собственных осей и, в то же время, по круговой траектории вокруг центральной оси планетарного диска. В результате смешиваемый материал и мелющие шары двигаются с ускорением до 60 g через размольный стакан и соударяются с противоположной его стенкой. В процессе такой обработки компонентов смеси происходит измельчение химической добавки до нанодиапазона и пластическая деформация гранулята, кроме того, возможно химическое взаимодействие гранулята и химической добавки – механическое легирование.
А.М.БОЛДЫРЕВ и др. Исследование прочности сцепления частиц в модифицирующей присадке...
Для определения наиболее значимых факторов, влияющих на прочность сцепления химической добавки с гранулятом, использован полный факторный эксперимент.
В качестве входных были выбраны следующие факторы:
-
1. X 1 – соотношение масс исходных компонентов МХП: m 2/ m 1•100%, где m1– масса гранулята, загружаемого в смеситель, а m 2 – масса порошка химической добавки TiO2;
-
2. X 2 – вводимая в смесь энергия. Этот фактор мы косвенно оценивали величиной скорости вращения смесителя;
-
3. X 3 – время обработки смеси в смесителе.
Выходным фактором эксперимента был выбран привес Y 1. Факторы и уровни их варьирования приведены в табл. 4.
Таблица 4
Обработка результатов эксперимента
|
Факторы |
Уровни варьирования |
Интервал варьирования |
|||
|
Натуральный вид |
Кодированный вид |
–1 |
0 |
+1 |
|
|
Соотношение масс исходных компонентов МХП: m ^•100,% |
Х 1 |
0,1 |
0,3 |
0,5 |
0,2 |
|
Энергия смешивания, об/мин. |
Х 2 |
10 |
35 |
60 |
25 |
|
Время обработки смеси в смесителе, мин. |
Х 3 |
10 |
20 |
30 |
10 |
Были проведены 2 серии экспериментов по получению МХП: по 8 опытов в каждой серии. В процессе опытов поочередно менялись входные факторы X 1, X 2, X 3 в выбранных интервалах варьирования. Результаты экспериментов представлены в табл. 5.
Полученные результаты подвергали статистической обработке. Рассчитывали средние значения привеса, оценивали величину дисперсии. Результаты статистической обработки свидетельствуют о высокой воспроизводимости и точности экспериментов (экспериментальное значение коэффициента Кохрена КЭ = 0,373 меньше табличного КТ = 0,68).
( к содержанию 3
А.М.БОЛДЫРЕВ и др. Исследование прочности сцепления частиц в модифицирующей присадке...
Таблица 5
Результаты полнофакторного эксперимента
|
Точки плана |
Факторы |
Величина привеса |
||
|
Х 1 |
Х 2 |
Х 3 |
Y 1 |
|
|
1 |
–1 |
–1 |
–1 |
0,4955 |
|
2 |
+1 |
–1 |
–1 |
0,8673 |
|
3 |
–1 |
+1 |
–1 |
0,2152 |
|
4 |
+1 |
+1 |
–1 |
1,1611 |
|
5 |
–1 |
–1 |
+1 |
0,6017 |
|
6 |
+1 |
–1 |
+1 |
1,1406 |
|
7 |
–1 |
+1 |
+1 |
0,2214 |
|
8 |
+1 |
+1 |
+1 |
1,0598 |
|
9 |
–1 |
–1 |
–1 |
0,4749 |
|
10 |
+1 |
–1 |
–1 |
1,0185 |
|
11 |
–1 |
+1 |
–1 |
0,2482 |
|
12 |
+1 |
+1 |
–1 |
0,9691 |
|
13 |
–1 |
–1 |
+1 |
0,5915 |
|
14 |
+1 |
–1 |
+1 |
0,8619 |
|
15 |
–1 |
+1 |
+1 |
0,2063 |
|
16 |
+1 |
+1 |
+1 |
1,3228 |
Были вычислены коэффициенты и получено уравнение регрессии:
Y 1 = 0,7160+0,3342 X 1–0,0405 X 2+0,0348 X 3+0,1186 X 12+
+0,0114 X 13+0,0077 X 23. (4)
На рис. 2 приведена гистограмма ранжирования факторов и комбинаций по b-коэффициентам для привеса при получении МХП в цилиндрическом смесителе.
Согласно полученному уравнению регрессии (4) величина привеса (прочность связей между частицами) увеличивается с возрастанием концентрации химической добавки Х 1. Менее значимым фактором в исследуемых пределах является время механической обработки
А.М.БОЛДЫРЕВ и др. Исследование прочности сцепления частиц в модифицирующей присадке...
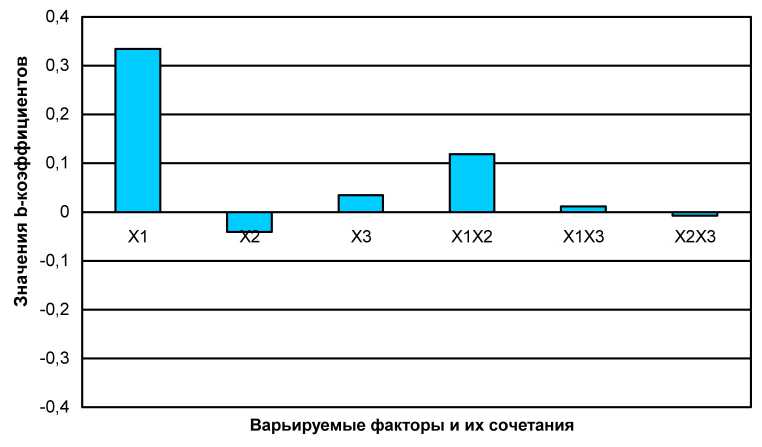
Рис. 2. Гистограмма ранжирования факторов и их комбинаций по b-коэффициентам для привеса при получении МХП в цилиндрическом смесителе
МХП в смесителе (фактор Х 3). Фактор Х 2 (скорость вращения барабана) в уравнении регрессии имеет знак минус. Это можно объяснить тем, что с увеличением скорости вращения барабана смесителя химическая добавка под действием центробежных сил отбрасывается и оседает на стенках смесителя, что приводит к уменьшению величины привеса. Увеличение фактора взаимного влияния Х 12 – энергии смешивания Х 2 и концентрации исходных компонентов Х 1 – приводит к возрастанию величины привеса.
После проверки значимости коэффициентов регрессии с помощью Критерия Стьюдента было получено итоговое уравнение регрессии:
Y 1 = 0,7160+0,3342 X 1+0,1186 X 12.
Максимальный привес (TiO2 = 1,3228 г) получен при 30 минутах смешивания на 60 об/мин, и при концентрации исходных компонен- m 5 0004
тов: ^•100% = ^^ 100% = 5%.
m1 100,0016
А.М.БОЛДЫРЕВ и др. Исследование прочности сцепления частиц в модифицирующей присадке...
Выводы
-
1. Показано, что для оценки прочности сцепления модифицирующих частиц с микрохолодильниками при их совместной механо-химической обработке с достаточной степенью воспроизводимости и удовлетворительной ошибкой эксперимента можно использовать величину привеса (массу модифицирующих частиц, связанных с гранулятом).
-
2. Исследование влияния соотношения масс гранулята и добавки TiO2, скорости вращения смесителя и времени смешивания на прочность сцепления частиц в металлохимической присадке на основании регрессионного анализа показали, что прочность сцепления увеличивается с возрастанием массы TiO2 в присадке, времени и энергии смешивания.
-
3. Применение гранулята из проволоки совместно с нанопорошковы-ми модификаторами позволяет предотвратить комкование наночастиц.
Уважаемые коллеги!
При использовании материала данной статьи просим делать библиографическую ссылку на неё:
Болдырев А.М., Григораш В.В., Гребенчук В.Г. Исследование прочности сцепления частиц в модифицирующей присадке для сварки мостовых конструкций под флюсом // Нанотехнологии в строительстве: научный Интернет-журнал. М.: ЦНТ «НаноСтроительство». 2012, Том 4, № 2. C. 56–69. URL: (дата обращения: __ ____________).
Dear colleagues!
The reference to this paper has the following citation format:
Boldyrev A.M., Grigorash V.V., Guschin D.A., Grebenchuk V.G. The study of particles adhesive strength in modifying agent for bridge structure welding. Nanotechnologies in Construction: A Scientific Internet-Journal, Moscow, CNT «NanoStroitelstvo». 2012, Vol. 4, no. 2, pp. 56–69. Available at: http://www. (Accessed _____________).
(In Russian).
А.М.БОЛДЫРЕВ и др. Исследование прочности сцепления частиц в модифицирующей присадке...
