Исследование реологических свойств пластифицированных масс на основе карбидных систем

Автор: Нестеров Александр Александрович, Сиротенко Людмила Дмитриевна, Матыгуллина Елена Вячеславовна, Килина Полина Николаевна, Москалев Владимир Алексеевич
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Достижения физики, электроники и нанотехнологий
Статья в выпуске: 4-5 т.14, 2012 года.
Бесплатный доступ
Представлены результаты численного моделирования процесса экструзии полимерного композита с использованием программного комплекса Ansys. Показано влияние геометрических параметров фильеры на распределение скоростей и напряжений формуемой массы в процессе экструзии.
Экструзия, полимерный композит, распределение скоростей и напряжений, численная модель
Короткий адрес: https://sciup.org/148201411
IDR: 148201411 | УДК: 620.18:661.666.23
The research of rheological properties of plasticized masses on the basis of carbid systems
Results of numerical modeling of polymeric composite extrusion process with the use of Ansys program complex are presented. Influence of extrusion hole geometrical parameters on distribution of speeds and tension of the formed mass during the extrusion process is shown.
Текст научной статьи Исследование реологических свойств пластифицированных масс на основе карбидных систем
Основные требования к процессам формования пластифицированных порошковых композиций существенно отличаются от обычной технологии переработки пластических масс. Они заключаются в том, что пластифицированные порошковые композиции с объемным содержанием полимерного и неорганического связующего 30 -60% должны обеспечить формование изделий в широком интервале температур выгорания полимерного связующего и получение бездефектных изделий после спекания. Понимание сущности реологического поведения формуемого материала позволяет сформулировать условия, необходимые для проектирования технологической оснастки и получения конечного изделия с заданными прочностными и физико-механическими свойствами.
Формирование макроструктуры осуществляется на этапе экструзионного формования, актуальным становится выбор критериальной оценки структурно-механических характеристик пластифицированных масс, позволяющий получать бездефектные полуфабрикаты. Решение этого вопроса позволяет при использовании дисперсных систем, различных по химической природе твердой и жидкой фаз, дисперсности, характеру межфазного взаимодействия избежать большого объема экспериментальной работы, связанной с экструдированием образцов. Изучение реологических характеристик исследуемых составов предполагало рассмотрение вопросов, связанных с их формуемостью, определяющей принципиальную возможность получения из используемой массы изделий с заданными геометрическими параметрами.
Формуемость – это способность концентрированной пластичной массы принимать и сохранять любую заданную форму в условиях сжатия со сдвигом без нарушения сплошности и дислокации первоначальной структуры. Чем больше диапазон давлений при деформации массы, в котором наблюдается это условие, тем лучше ее формуемость. Для каждого состава пластифицированной массы существует определенный интервал давлений, в области которого возможно получение материалов требуемого качества. Исходная смесь для получения полимерного композита и его дальнейшей переработки включает в качестве наполнителя терморасширенный графит с размером частиц 200-400 мкм с содержанием 50-70% и связующую композицию. Формование цилиндрических и трубчатых образцов производилось в соответствии со схемой, представленной на рис. 1.
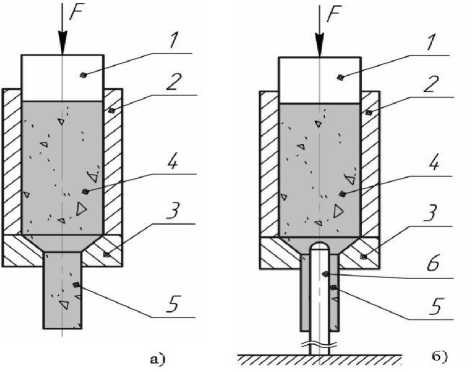
Рис. 1. Принципиальная схема экструзии: а) – получение цилиндрических образцов; б) – получение трубчатых образцов: 1 – пуансон; 2 – цилиндр; 3 – экструзионная головка; 4 – исходная смесь; 5 – изделие; 6– нижний пуансон
Основные стадии процесса получения изделий из полимерного композита методом экструзии определены в результате ранее проведенных исследований [1-3]. К ним относятся: отсев и термообработка нужной фракции ТРГ-наполнителя; перемешивание связующего и наполнителя до однородного состояния во всем объеме; поэтапное брикетирование рабочей смеси в экструдере для получения компактной заготовки; формование изделия (экструзия); термообработка полученных изделий при температуре 200-400°С в муфельной печи в течение 1 часа с целью отверждения полимерной составляющей композита и снятия внутренних напряжений. Результаты экспериментальных исследований свидетельствуют о том, что основной проблемой формообразования пластифицированных композиционных масс является вызываемое сдвигом материала при течении через сложные геометрии расслоение, связанное с неоднородностью экструдата по диаметру и длине, а также в направлении, перпендикулярном к образующей корпуса, формирующего цилиндрический образец перед входом в узкий канал (рис. 2). Неоднородность формуемой массы обусловлена, в свою очередь, нестабильностью течения, вызванной, прежде всего, такими геометрическими параметрами канала, как конфигурация входа в канал и отношение длины канала к его диаметру. Правильный выбор угла входа в канал позволяет исключить «мертвые зоны» в экструдере с внешней стороны сходящегося потока во входовой канал, в то время как увеличение отношения длины канала к его диаметру позволяет уменьшить степень искажения геометрии экструдата.

а)

б)
Рис. 2. Расслоение образцов после экструзии: а) расслоение образцов по диаметру и длине; б) расслоение в направлении перпендикулярном к образующей конуса
Имеющиеся работы по экструдированию пластических масс посвящены главным образом экспериментальным исследованиям, связанным с определением технологических критериев качества материалов [4-6]. Содержание данных работ включает общие рекомендации, которые в каждом конкретном случае предполагают необходимость проведения значительного числа достаточно трудоемких экспериментов. Проектирование технологического процесса экструдирова-ния значительно упрощается при использовании численных методов, позволяющих количественно прогнозировать влияние конструктивных параметров формообразующей технологической оснастки на реологические процессы при экструзии. Задача течения пластифицированной массы через цилиндрические каналы решалась в осесимметричной постановке, предполагающей совместное решение уравнений непрерывности (1), физических уравнений (2) и уравнений На-вье-Стокса (3):
где V x , V y - компоненты вектора скорости на оси x, у соответственно.
Т~ = —Рд-
T ij j
+ P
д + ^ 1
дx ■ дx-
V j i )
8(Vx ) + f V} = 0 8 x д у
где T ij - тензор напряжений; P - давление; ц -динамическая вязкость; u i -ортогональная скорость ( u i = u x ; u2 =uy)
Px д 1
Ру д t
d( PVXVX ) д ( PV y Vx ) д( p¥zVx )
+---я----+---я----+---я----= Pgx дx ду дz
—
д P д д V
+ —I ц x I д x дx V д x )
ду
ду
+ ^[ p ^Vx
д( pVxVy ) д x
д( pV y Vy ) д( pVzVy )
++ ду дz
= Pg у
—
д p д ( д Vy )
+ ц^У ду дx I д x I
дГ д VУ )
+ — ц^- ду V ду )
дГ д Vy ) + — ц^- дz V дz )
где gx , gy - компоненты ускорения.
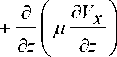
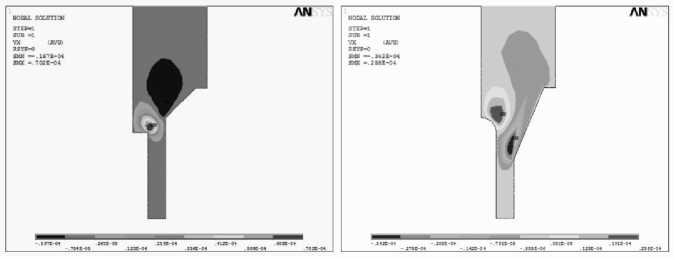
Характер течения пластифицированной массы при ее движении из области экструдера большого диаметра в канал малого диаметра при формовании цилиндрических образцов показан на рис. 3. При уменьшении конусного угла максимальная скорость ux в направлении, перпендикулярном центральной оси канала, уменьшается в 1,6 раза, стабилизируя течение пластифицированной массы в процессе экструзии. При этом незначительное уменьшение осевой скорости uy сопровождается уменьшением области «мертвой зоны» с внешней стороны сходящегося потока во входовой зоне. Незначительное увеличение сдвиговых напряжений на стенке канала при уменьшении конусного угла является результатом уменьшения длины узкой части канала в 1,6 раза.

а)
б)
в)
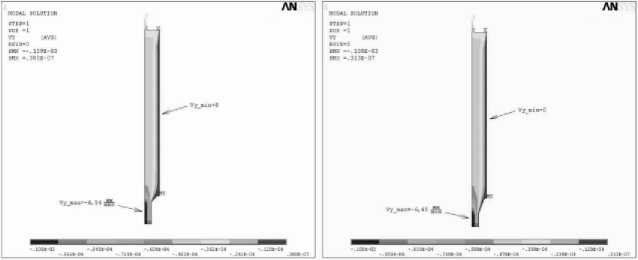
Рис. 3. Распределение скоростей υ x (а), υ y (б) и напряжений на стенке канала (в) при различных значениях конусного угла (90о и 45о) и длины узкой части канала
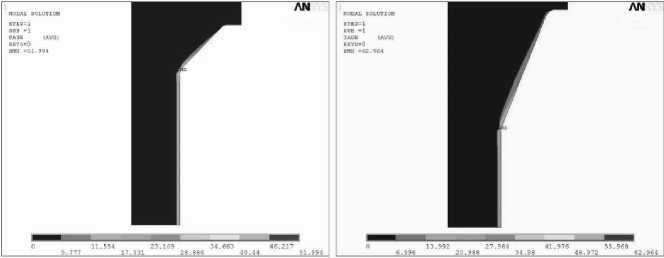
Серия численных экспериментов по изучению влияния конфигурации формообразующей области экструдера на реологические процессы была проведена также для экструди-рования трубчатых образцов, при этом варьировались геометрия конусного канала и элемента, формирующего полость трубчатых образцов, а также его размещение по ходу течения пластифицированной массы на реологические процессы в экструдере (рис. 4).
а)
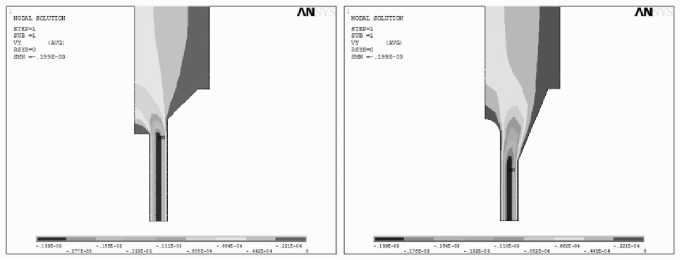
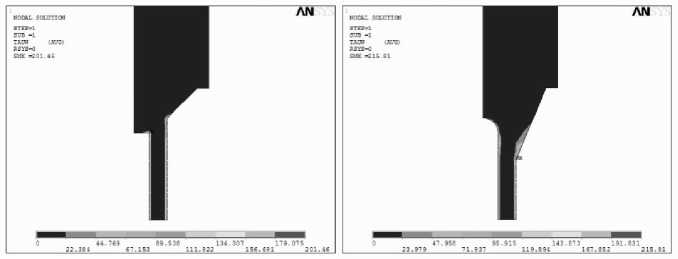
в)
Рис. 4. Влияние геометрии формообразующего узла на реологические процессы экструзии при различных значениях конусного угла (90о и 45о): а) поля скоростей V x ; б) поля скоростей V y ; в) пристеночные сдвиговые напряжения
Сравнительный анализ параметров реологических процессов при различной геометрии элементов формообразующего узла свидетельствуют о том, что уменьшение конусного угла и смещение нижнего пуансона в направлении, обратном движению пластифицированной массы, приводит к уравниванию скоростей V x в противоположных направлениях: от центра к периферии около нижнего пуансона и от периферии к центру около конусного профиля формообразующего узла. Если в первом случае на рис. 4 (конусный угол 90о) положительная скорость υ x превосходит по абсолютной величине отрицательную скорость υ x в 4,2 раза, то во втором случае (конусный угол 45о) это соотношение близко к единице и составляет 0,73. Некоторое повышение пристеночного напряжения (7%) также, как и в случае, представленном на рис. 4, связано с уменьшением длины узкого канала.
Вывод: полученные результаты позволяют оптимизировать технологические параметры процесса экструдирования пластифицированных масс посредством изменения геометрических характеристик формообразующего узла.
Список литературы Исследование реологических свойств пластифицированных масс на основе карбидных систем
- Белова, М.Ю. Модифицированные уплотнения из терморасширенного графита/М.Ю. Белова, И.А. Малкова, А.С. Колышкин и др.//Арматуростроение. 2006. Вып. №3(42). С. 67-71.
- Белова, М.Ю. Эксплуатационные свойства изделий из терморасширенного графита с наноструктурными фазами/М.Ю. Белова, И.А. Малкова, О.Ю. Исаев//Углерод: фундаментальные проблемы науки, материаловедение, технология: сб. тез. докл. 6-й междунар. конф., 28-30 окт. 2009 г. -Троицк, 2009. С. 126-127.
- Исаев, О.Ю. Технология и аппаратурное оформление процесса производства уплотнительных материалов из терморасширенного графита/О.Ю. Исаев, Д.В. Смирнов, В.П. Лепихин и др.//Конструкции из композиционных материалов. 2006. Вып. 4. С. 76-79.
- Фишер, Э. Экструзия пластических масс. -М.: Химия, 1970. 288 с.
- Хан, Ч.Д. Реология в процессах переработки полимеров. Пер. с англ./Под ред. Г.В. Виноградова и М.Л. Фридмана. -М., Химия, 1979. 368 с.
- Широков, Ю.Г. Механохимия в технологии катализаторов. -Иваново, ИГХТУ, 2005. 350 с.
