Исследование ресурса ножей рабочих механизмов для бестраншейного ремонта трубопроводов

Автор: Шайхадинов А.А., Карпов И.В., Ушаков А.В., Меновщиков В.А.
Журнал: Вестник Красноярского государственного аграрного университета @vestnik-kgau
Рубрика: Техника
Статья в выпуске: 7, 2014 года.
Бесплатный доступ
Разработан и изготовлен стенд для экспериментального исследования ресурса дисковых ножей рабочих механизмов в лабораторных условиях. Получены зависимости износа дисковых ножей от их наработки и материала.
Ресурс, дисковый нож, рабочий механизм, бестраншейный ремонт, трубопровод, стенд
Короткий адрес: https://sciup.org/14083802
IDR: 14083802 | УДК: 628.143.004.67
The research of the working mechanism knife resource for the pipeline non-trench repair
The stand for the experimental research of theworking mechanism disk kniferesource in the laboratory conditions is developed and made. The dependences of the disk knife wear on their operating time and material are received.
Текст научной статьи Исследование ресурса ножей рабочих механизмов для бестраншейного ремонта трубопроводов
Введение. Более 70 % подземных трубопроводов России требуют ремонта или замены [1]. Аварийность на таких сетях с каждым годом растет, а утечки транспортируемой среды приносят нашей стране огромный экономический и экологический ущерб.
Выходом из сложившейся ситуации является снижение затрат, увеличение объемов и темпов ремонта изношенных сетей. Применяемый траншейный метод ремонта трубопроводов в одиночку осуществить вышеуказанное не в состоянии. Широкое внедрение более производительного и дешевого бестраншейного ремонта трубопроводов [2] по сравнению с траншейным является актуальным решением этой проблемы.
Применение способов бестраншейного ремонта трубопроводов [3] взамен траншейных позволит исключить указанные недостатки. В связи с этим необходима разработка и более широкое внедрение этих эффективных технологий и оборудования.
Сущность рассматриваемой базовой бестраншейной технологии заключается в раскопке двух приямков по трассе ремонтируемого трубопровода на расстоянии 50–100 м друг от друга, проталкивании из одного приямка в другой тягового элемента (составной штанги, троса), присоединении к нему рабочего механизма с предварительно сваренным в плеть новым пластмассовым трубопроводом большего диаметра и последующем протягивании рабочего механизма с новым трубопроводом через старый с одновременным его безударным разрушением и расширением образуемой скважины (рис. 1) [4].
Несмотря на перспективность этой технологии, анализ производственного опыта выявил ряд недостатков в конструкции ее рабочих механизмов.
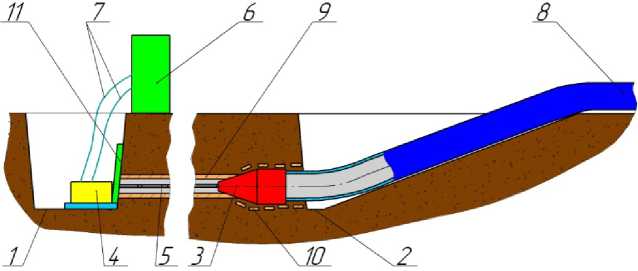
Рис. 1. Технологическая схема бестраншейного ремонта старых трубопроводов с помощью их безударного разрушения гидравлическими установками и одновременного протаскивания новой пластмассовой трубы:
1, 2 – приямки; 3 – рабочий механизм; 4 – гидравлическая силовая установка; 5 – тяговый элемент;
6 – насосная станция; 7 – рукава высокого давления; 8, 9 – новый и старый трубопроводы;
10 – обломки старого трубопровода; 11 – упорный щит
В связи с этим имеющаяся конструкция рабочего механизма была усовершенствована [5] и запатентована авторами работы. Кроме того, по полученному патенту на изобретение и разработанной конструкторской документации предлагаемого технического решения был изготовлен опытный образец рабочего механизма для бестраншейного ремонта трубопроводов диаметром 200 мм (рис. 2).
5 1
3 4 6
Рис. 2. Рабочий механизм для бестраншейного ремонта трубопроводов диаметром 200 мм, изготовленный авторами работы по патенту РФ на изобретение №2426929:
1 – режущая головка; 2 – дисковый нож; 3 – ось; 4 – расширитель; 5, 6 – крюки для крепления соответственно тягового элемента и нового трубопровода
Очевидно, что при эксплуатации рабочего механизма режущая кромка его ножа изнашивается и затупляется, приводя к ухудшению резания старого трубопровода и возрастанию усилий, затрачиваемых на перемещение рабочего механизма. В случае сильного затупления ножа или нарушения его целостности происходит застревание и стопорение рабочего механизма в трубопроводе.
Устранение такой нештатной ситуации приводит к остановкам процесса бестраншейного ремонта трубопроводов, снижению производительности комплекса его оборудования и повышению стоимости работ. С целью недопущения этого следует знать величину критического затупления ножа и периодичность его заточки или замены. В связи с этим необходимо проведение экспериментального исследования ресурса ножей рабочих механизмов для бестраншейного ремонта трубопроводов.
Цель исследований . Разработка рабочего механизма для бестраншейного ремонта трубопроводов с повышенным ресурсом ножей.
Задачи исследований . Усовершенствовать конструкцию рабочего механизма для бестраншейного ремонта трубопроводов; разработать и изготовить стенд для экспериментального исследования ресурса ножей рабочих механизмов; получить зависимости износа ножей от различных параметров и дать рекомендации по их оптимальным значениям.
Методика и результаты исследований . Для уменьшения затрат труда, времени и денежных средств эксперименты было решено выполнять на стенде в лабораторных условиях с применением моделей ремонтируемого трубопровода. При этом сформулирован и учтен ряд технических требований к конструкции стенда. Для их удовлетворения конструкция стенда должна обеспечивать:
-
1) адекватность работы дискового ножа реальным (натурным) условиям;
-
2) соответствие материала и шероховатости моделей старого трубопровода на стенде материалу и шероховатости существующих трубопроводов;
-
3) возможность создания, измерения и изменения давления на нож (от 0 до 60 кг);
-
4) малые габариты (в пределах письменного стола);
-
5) возможность быстрой сборки и разборки без применения специальных средств;
-
6) питание электрооборудования от сети переменного тока напряжением 220 В с потреблением мощности не более 1 кВт;
-
7) безопасность проведения экспериментов;
-
8) возможность быстрой замены ножа и модели старого трубопровода.
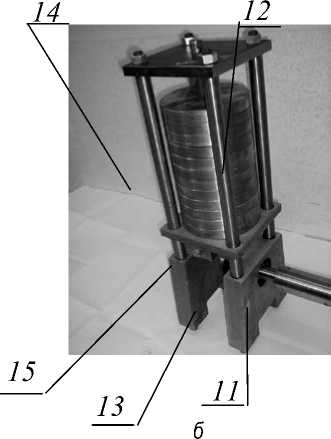
Патентный поиск и изучение научно-технической литературы показали, что стенды и установки рассматриваемого назначения сложны, габаритны и дороги в изготовлении. Поэтому в Сибирском федеральном университете был разработан и изготовлен стенд (рис. 3), удовлетворяющий исходным техническим требованиям.
Поскольку стандартов на испытания ножей рабочих механизмов для бестраншейного ремонта трубопроводов пока не разработано, но присутствует схожесть с испытаниями на износостойкость, то в связи с этим при разработке методики для таких испытаний использовались основные принципы и положения, заложенные в методиках на проведение триботехнических испытаний.
Предлагаемый стенд для исследования ресурса ножей рабочих механизмов для бестраншейного ремонта трубопроводов состоит из контробразца, испытательного образца и нагружающего устройства. Контробразец выполнен в виде сменной пластины 1 , закрепленной в держателе 2 фиксирующими винтами 3 (рис. 3). Сменная пластина 1 представляет собой модель стенки старого трубопровода с необходимыми геометрическими и физическими параметрами. Испытательный образец представляет собой дисковый нож 4 рабочего механизма для бестраншейного ремонта трубопроводов.
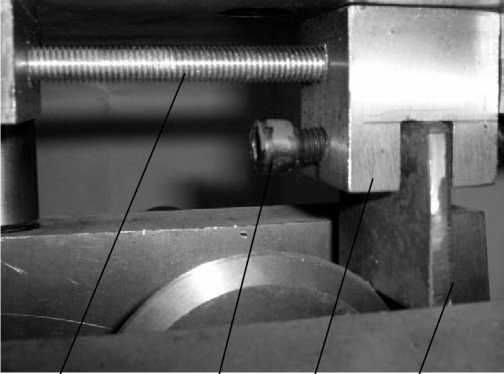
Дисковый нож 4 закреплен на валу 5 . Вал 5 соединен посредством муфт 6 и 7 соответственно с редуктором 8 и электродвигателем 9 и установлен в подшипнике 10 , запрессованном в опоре 11 . Нагружающее устройство включает в себя груз 12 переменного веса, размещенный на плите 13 , установленной с возможностью вертикального перемещения в четырех несущих стойках 14 . Несущие стойки 14 снизу закреплены в опорах 11 и 15 , а сверху с помощью гаек 16 в плите 17 . Под плитой 13 установлена нажимная коробка 18 . Внутри нажимной коробки 18 с возможностью фиксированного горизонтального перемещения с помощью регулировочного винта 19 установлен держатель 2 со сменной пластиной 1 .
Стенд для исследования ресурса ножей рабочих механизмов для бестраншейного ремонта трубопроводов работает следующим образом.
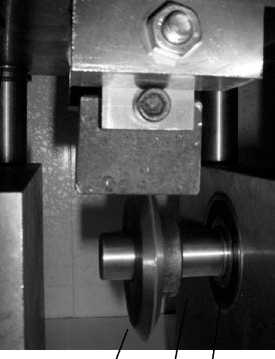
Перед началом проведения испытаний исследуемый дисковый нож 4 рабочего механизма для бестраншейного ремонта трубопроводов закрепляют на валу 5. Сменную пластину 1 с помощью фиксирующих винтов 3 закрепляют в держателе 2, установленном внутри нажимной коробки 18. Путем перемещения держателя 2 со сменной пластиной 1 внутри нажимной коробки 18 с помощью регулировочного винта 19 устанавливают необходимое его положение относительно исследуемого дискового ножа 4. Затем включают электродвигатель 9 с редуктором 8 и приводят во вращение вал 5 с закрепленным на нем исследуемым дисковым ножом 4. После чего устанавливают требуемый груз 12 переменного веса и приводят в движение нажимную коробку 18, установленную на несущих стойках 14. Держатель 2 со сменой пластиной 1 опускается вниз к вращающему иссле- дуемому дисковому ножу 4. В результате сменная пластина 1 прижимается к вращающемуся дисковому ножу 4 в точке контакта, которая задается перемещением держателя 2 внутри нажимной коробки 18. Величина усилия прижатия сменной пластины 1 к дисковому ножу 4 задается величиной груза 12 переменного веса.
Значительное влияние в процессе разрушения ремонтируемого трубопровода, пролегающего под землей, имеют параметры окружающего грунта, но на данном этапе исследования было принято решение отказаться от них (в связи с ограничениями по времени и материальным средствам). Также из исследуемых факторов исключили материал ремонтируемого трубопровода. В его качестве была принята сталь, так как она является самым распространенным материалом подземных трубопроводов системы водоснабжения в России [1]. Для увеличения производительности экспериментов было решено проводить ускоренные испытания.
При этом скорость резания в лабораторных условиях выше скорости резания в реальных (натурных) условиях. Следовательно, она тоже была исключена из исследуемых факторов.
8 9 7 6 17 16
а

18 4 5 10
в г
Рис. 3. Фото стенда для исследования ресурса ножей рабочих механизмов для бестраншейного ремонта трубопроводов: а – вид сверху; б – вид спереди; в – регулировка горизонтального расположения модели старого трубопровода относительно испытуемого ножа; г – контакт испытуемого ножа с моделью нового трубопровода; 1 – сменная пластина (модель старого трубопровода); 2 – держатель; 3 – фиксирующий винт; 4 – дисковый нож; 5 – вал; 6, 7 – муфты; 8 – редуктор; 9 – электродвигатель; 10 – подшипник; 11, 15 – опоры; 12 – груз переменного веса; 13, 17 – плиты; 14 – несущие стойки; 16 – гайки; 18 – нажимная коробка;
19 – регулировочный винт
В ходе реализации экспериментального исследования на предлагаемом стенде были получены зависимости затупления ножа от его материала и величины наработки (длины разрезанного трубопровода) (рис. 4). При этом величина износа дискового ножа определялась путем вычислений разности его диаметров до испытаний и после по формуле (1), ресурс ножей – по формуле (2), их наработка – по формуле (3), а относительное затупление – измерением радиуса затупления ножа с последующим вычислением по формуле (4):
U = D д – D п , (1)
где D д , D п – диаметры исследуемого дискового ножа до и после испытаний соответственно, м.
T=
L 60 ⋅ϑ ,
где ϑ – максимальная скорость резания старых трубопроводов при их бестраншейном ремонте, м/мин ( ϑ = 2 м/мин); L – предельная наработка дискового ножа до его выкрашивания или полного затупления, м (погонные метры разрезанного трубопровода).
L = π · n · t · ( D д + D п )/2,
где n – частота вращения дискового ножа, мин-1; t – время испытания ножа до появления первых следов выкрашивания или полного затупления, мин.
∆= 2 R з ⋅ 100%, з
где R з , δ – радиус затупления и толщина стенки дискового ножа, м.
Значения параметров ножей и моделей старого трубопровода при проведении экспериментов: толщина стенки ножей δ = 0,01 м; материал ножей – сталь 40, У8 и ХВГ с твердостью после термообработки 50–60 HRC; толщина стенки модели старого трубопровода δ c = 0,004 м; материал модели старого трубопровода – незакаленная сталь Ст. 3 с твердостью 150–200 HB; частота вращения ножа при испытании n = 50 мин-1; усилие прижатия модели старого трубопровода к дисковому ножу P = 600 Н.
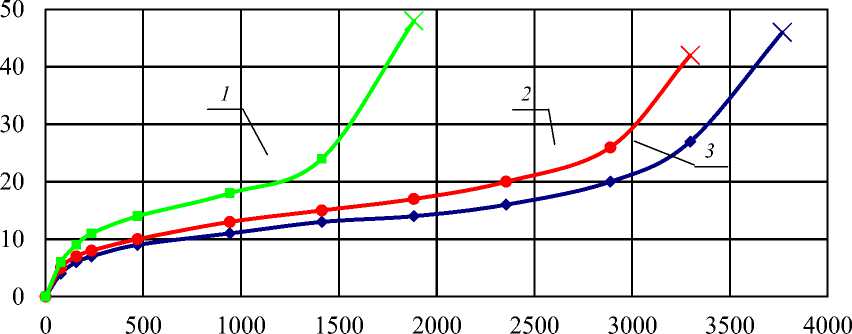
Наработка ножа (длина разрезанного трубопровода) L , м
Рис. 4. Зависимость относительного затупления дискового ножа ∆ з от его наработки L и марки стали, из которой он изготовлен: 1 – сталь 40; 2 – У8; 3 – ХВГ
На рис. 5 показано условное теоретическое изменение профиля режущей кромки ножа при его затуплении в процессе эксплуатации.
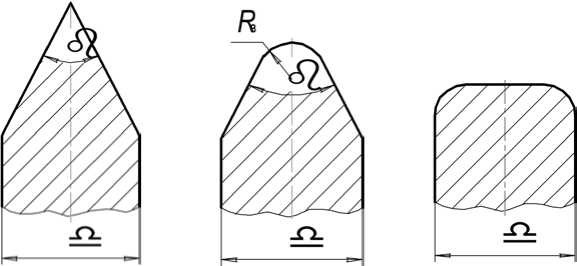
а б в
Рис. 5. Ножи с различной степенью затупления: а - незатупленный ( А з = 0 %); б - частично затупленный (0 %< А 3< 100 %); в - полностью затупленный ( А з = 100 %)
В результате анализа полученных зависимостей было выявлено их соответствие теоретическим кривым изнашивания. В период приработки ножа эти зависимости сопровождаются уменьшением скорости изнашивания его режущей кромки, в период нормальной эксплуатации величина скорости изнашивания не изменяется, а в период катастрофического изнашивания возрастает, пока нож не разрушится (помечено крестиком на рис. 4). Разрушение ножей наступало вследствие интенсивного выкрашивания их режущей кромки, не достигая 50 % величины относительного затупления. При этом предельная наработка ножей из стали 40 составила 1800 м, из стали У8 – 3300, а из стали ХВГ – 3800 м. Следовательно, использование в качестве материала ножа рабочего механизма стали ХВГ более эффективно, чем стали 40 и У8.
Выводы
-
1. Усовершенствована и запатентована конструкция рабочего механизма, применяемая в перспективной технологии бестраншейного ремонта трубопроводов с их безударным разрушением гидравлическими силовыми установками и одновременным протаскиванием в образуемую скважину плети новой пластмассовой трубы, а также изготовлен его опытный образец.
-
2. Разработан, запатентован и изготовлен стенд для экспериментального исследования ресурса дисковых ножей рабочих механизмов в лабораторных условиях.
-
3. Получены зависимости износа дисковых ножей от их наработки и материала. Применение в качестве материала ножа рабочего механизма стали ХВГ более эффективно, чем стали 40 и У8. Предельная наработка такого ножа соответственно в 2,1 и 1,2 раза выше.
