Исследование роли извести при шлакообразовании и внепечной обработке стали инертными газами

Автор: Бахаев Денис Анатольевич, Кочетов Александр Иванович, Кем Александр Юрьевич, Ансимов Алексей Александрович
Журнал: Advanced Engineering Research (Rostov-on-Don) @vestnik-donstu
Рубрика: Технические науки
Статья в выпуске: 7-8 (75) т.13, 2013 года.
Бесплатный доступ
Показано, что создание таких технологий обусловлено необходимостью получения стали стандартно высокого качества по составу и температуре. Внепечная обработка стали обеспечивает эти условия и, следовательно, эффективную работу установок непрерывной разливки стали. Представлены апробированные в промышленных условиях экспериментальные данные о влиянии расхода извести на процессы шлакообразования в дуговых электросталеплавильных печах и на последующую внепечную обработку в агрегатах ковш-печь. Предложена технологическая схема комплексной обработки «Дуговая сталеплавильная печь → Внепечная обработка → Установка непрерывной разливки стали». Она исключает повышение окисленности шлака при донной продувке, угар алюминия в ковше и увеличение концентрации кислорода в жидкой стали. Предложенные технологические решения по оптимизации расхода извести, наводке шлака и регламентации режима продувки стали в ковше позволили повысить основные технико-экономические показатели производства стали в условиях Оскольского электрометаллургического комбината (ОЭМК).
Известь, шлак, плавка стали, дуговая сталеплавильная печь, ковш, внепечная обработка, продувка, аргон, азот, кислород, установка непрерывной разливки стали
Короткий адрес: https://sciup.org/14250025
IDR: 14250025 | УДК: 669.046.52 | DOI: 10.12737/2018
Investigation of the role of lime under slagging and inert-gas secondary steel refining
It is shown that the creation of such technologies is caused by the necessity of making standard high-quality steel in composition and temperature. The secondary steel refining provides these conditions and, consequently, the efficient operation of the steel continuous casting plants. The commercially proven experimental results on the lime consumption effect on the slagging processes in the electric arc furnaces and on the further secondary refining in the ‘ladle-furnace’ units are presented. A flow chart of the complex processing “Electric Arc Furnace → Secondary Refining → Steel Continuous Casting Plant” is offered. It eliminates the increase of the slag oxidation degree under bottom blowing, aluminum loss in the bucket, and the increase of the oxygen concentration in the liquid steel. The proposed technology solutions to optimize the lime flow, slag adjustment, and to regulate the steel ladle stirring regime have permitted to raise the basic technical and economic indicators of the steelmaking at Oskolsky electrometallurgical works.
Текст научной статьи Исследование роли извести при шлакообразовании и внепечной обработке стали инертными газами
Введение. Возможности регулирования физико-химических условий протекания процессов плавки в традиционных сталеплавильных агрегатах ограничены. Это привело к созданию новых комплексных сталеплавильных технологий. Они предполагают внепечную обработку (ВО) жидкой стали, наличие дуговой печи (ДСП) и установку непрерывной разливки стали (УНРС). Практика показала, что эффективная работа установок непрерывной разливки стали возможна при использовании стали стандартно высокого качества по составу и температуре от плавки к плавке. Вне-печная обработка стали обеспечивает эти условия [1]. Однако остаётся актуальной проблема получения современных марок сталей с ультранизким содержанием нежелательных элементов (S + P ˂ 0,005 %) и растворённых газов ( IF -сталь).
Следует отметить, что интенсивность процессов шлакообразования в значительной мере зависит от межфазной активности кальцийсодержащих соединений (например, извести), вводимых в ДСП, и режимов последующей внепечной обработки [2—4]. Таким образом, при шлакообразовании можно определить, насколько сталь очищена от нежелательных примесей и газов.
Цель настоящей работы — исследовать влияние расхода извести как наиболее распространённого кальцийсодержащего материала на процессы шлакообразования в дуговой сталеплавильной печи, режимы и результаты внепечной обработки промышленных марок сталей.
Результаты и их обсуждение. Обработка экспериментальных данных по результатам шлакообразования в ДСП-150 при плавке с использованием металлизованных окатышей позволила
Работа выполнена в рамках инициативной НИР.
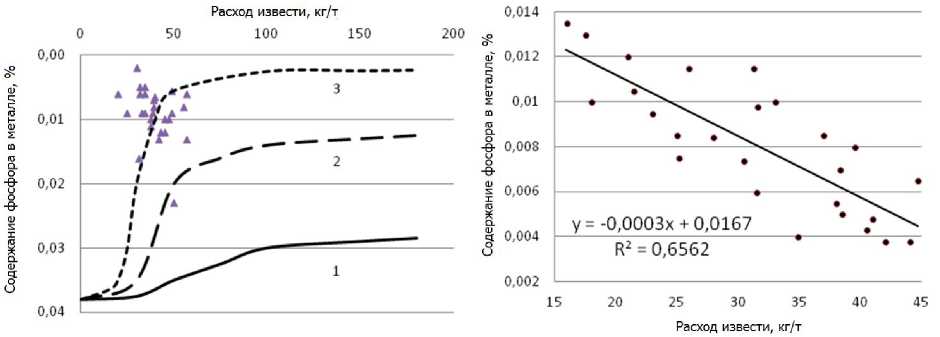
установить влияние удельного расхода извести (кг/т) на изменение содержания фосфора [P, %] в стали (рис. 1). Увеличение расхода извести в интервале 10…50 кг/т сопровождается снижением величины [P, %], однако при дальнейшем увеличении удельного расхода извести её влияние на показатель [P, %] падает. Установлено, что перед выпуском в ковш наименьшие значения содержания фосфора в стали (▲ ~ 0,005 % Р — рис. 1, а) соответствуют удельному расходу извести около 50 кг/т. Это связано со снижением величины адаптационного коэффициента до значения aPO * 0,01, характеризующего условия, в которых содержание фосфора приближается к равно- весному.
а )
Рис. 1. Выплавка стали 09Г2С (•; ▲ — фактические данные): а — влияние расхода извести на [P, %] при различных значениях адаптационного коэффициента aPO : кривая 1 — aPO = 1; кривая 2 — aPO = 0,1; кривая 3 — aPO = 0,01;
б — зависимость содержания фосфора перед выпуском от удельного расхода извести
При транспортировке сталеразливочного ковша после выпуска металла из дуговой печи в ходе внепечной обработки стали (продувка расплава аргоном) меняется состояние шлака (рис. 2). Установлено, что температура поверхности шлака T п.ш. (рис. 2, а ) в процессе продувки металла аргоном ( V Ar = 0,2—0,4 м3/т) снижается адекватно снижению удельных тепловых потоков Q пот от шлака в окружающую среду (рис. 2, в ) при среднем расходе аргона V Ar ≈ 0,3 м3/т [3, 4]. При этом толщина корки шлака зависит от толщины шлакового покрова в ковше и заметно изменяется только после 30-минутной выдержки (рис. 2, б ). Сравнение характера изменения температуры поверхности корковой зоны шлака (рис. 2, а ) и динамики теплопотерь металла (рис. 2, в ) показывает, что теплопроводность твёрдого шлака на поверхности ниже теплопроводности жидкого шлака. Этим обусловлено увеличение (прирост) толщины корки за счёт слоёв шлака, прилегающих к жидкой стали. В конечном итоге тепловые потери металла в ковше заметно уменьшаются.
При донной продувке жидкой стали в ковше азотом (рис. 3) происходит, во-первых, насыщение металла азотом (Δ[N], %), зависящее от расхода дутья ( Q N , м3).
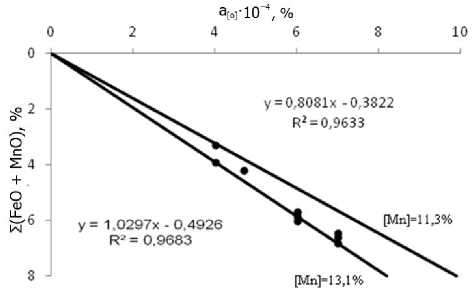
Во-вторых, наблюдается угар алюминия (ΔAl, %). Он зависит от окисленности шлака, характеризуемой суммарным содержанием оксидов железа и марганца (∑ (FeO + MnO), %) (рис. 4) и количеством шлакообразующей массы в ковше. С увеличением количества шлака в ковше угар алюминия возрастает. Это указывает на необходимость оптимизации как количества, так и степени окисленности шлака.
Ранее выполненные исследования [1, 5] доказывают тесную взаимосвязь окисленности шлака (рис. 5, а ) и активности (концентрации) кислорода в стали ( а [o] ).
Температура поверхности шлака, °C
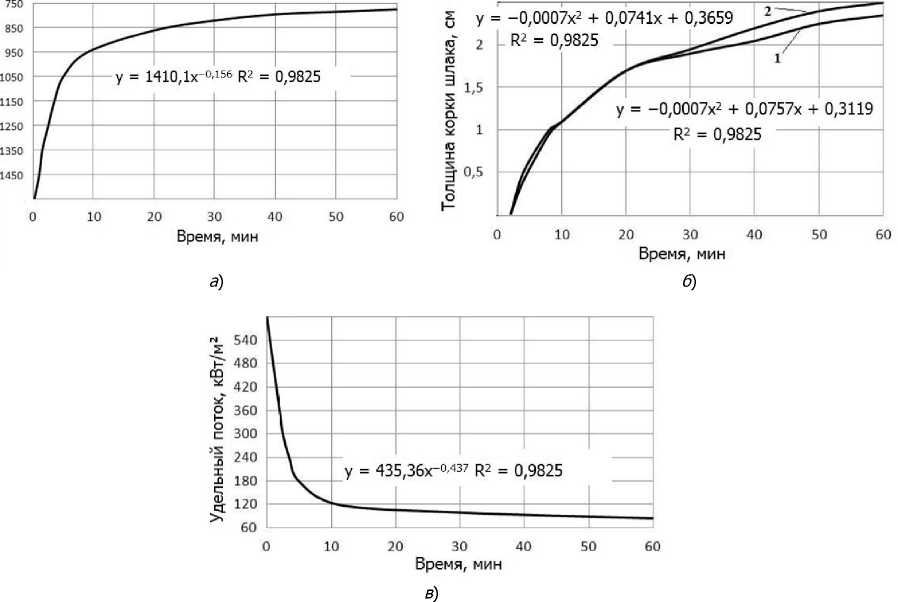
Рис. 2. Изменение во времени температуры поверхности шлака ( а ), толщины корки шлака ( б ), удельных тепловых потоков от шлака к окружающей среде ( в ): кривые 1, 2 — толщина слоя шлака 0,2 и 0,25 м соответственно
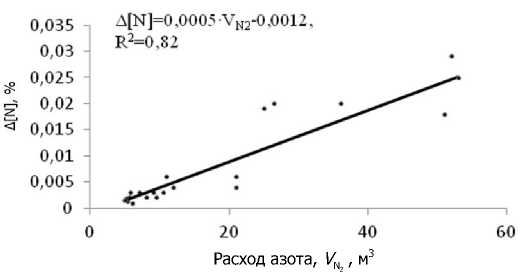
Рис. 3. Зависимость между приростом содержания азота в стали и общим количеством введённого газообразного азота (донная продувка)
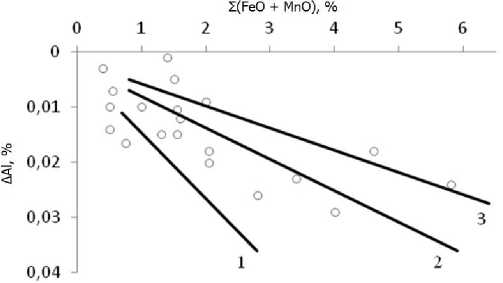
Рис. 4. Угар алюминия в зависимости от суммарной концентрации оксидов железа и марганца в шлаке:
кривая 1 — 2 т; кривая 2 — 3 т; кривая 3 — от 3 до 5 т
а ) б )
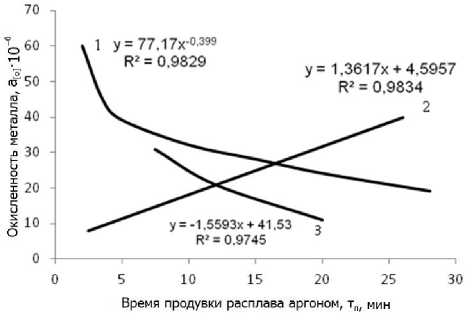
Рис. 5. Зависимость Σ(FeO + MnO) в шлаке от активности кислорода а [o] в стали ( а ) и изменение окисленности стали в зависимости от продолжительности продувки аргоном ( б )
Это подтверждают результаты измерения указанных величин в ковше (табл. 1). Снизить окисленность в ковше перед обработкой стали в агрегате ковш-печь можно путём диффузионного раскисления шлака перед выпуском стали.
Таблица 1
Результаты измерения активности (концентрации) кислорода в жидкой стали а [o] и окисленности шлака Σ(FeO + MnO)
|
№ плавки |
Результаты измерения а [o] , % |
Результаты анализа |
Σ(FeO + MnO) расч , % |
Невязка значений Σ(FeO + MnO),% |
|
|
[Mn], % |
Σ(FeO + MnO) эксп , % |
||||
|
217 |
0,0004 |
11,5 |
3,44 |
3,34 |
2,91 |
|
123 |
0,0004 |
11,9 |
3,71 |
3,44 |
7,28 |
|
141 |
0,0004 |
12,0 |
3,71 |
3,50 |
5,66 |
|
206 |
0,0004 |
12,4 |
3,83 |
3,58 |
6,53 |
|
228 |
0,0005 |
11,3 |
4,44 |
4,11 |
7,43 |
|
197 |
0,0006 |
12,1 |
5,44 |
5,19 |
4,60 |
|
142 |
0,0006 |
12,5 |
5,65 |
5,39 |
4,60 |
|
128 |
0,0006 |
13,1 |
5,85 |
5,63 |
3,76 |
|
225 |
0,0007 |
11,8 |
6,05 |
5,88 |
2,81 |
|
116 |
0,0007 |
12,1 |
6,26 |
6,14 |
1,92 |
|
196 |
0,0007 |
12,7 |
6,54 |
6,35 |
2,91 |
Проведённые исследования позволили установить, что степень окисленности стали ( а [o] ), а следовательно, и содержание в ней [O] и [N] можно регулировать следующим образом: — заменой азота аргоном;
-
— изменением расхода аргона (рис. 5, б ) на продувку;
-
— расходом вводимого в расплав раскислителя — алюминиевой проволоки (см. рис. 5, б , кривая 2).
В практике термодинамических расчётов широко используется зависимость ∑(FeO + MnO) = а [o] (180,3 + 706,8[Mn]). В процессе продувки аргоном марганец оказывает существенное влияние на окисленность шлака и металла в ковше. Об этом свидетельствуют приведённые на рис. 5, а экспериментальные точки на расчётных линиях. При введении алюминиевой проволоки (см. рис. 5, б ) в металл в процессе внепечной обработки его аргоном значение а [o] существенно падает. Следовательно, уменьшается и окисленность шлака, что способствует улучшению качественных показателей перед разливкой стали на УНРС [6, 7].
Установлено, что характер изменения скорости охлаждения жидкой стали в ковше зависит от массы металла в нём и расхода аргона на продувку (это соответствует данным [3]). Большое значение имеет и технология продувки, в частности наличие крышки ковша. Так, если ковш накрывать крышкой, уменьшая таким образом нагрев металла на 20—30 °C в течение одной плавки, то в год сокращение энергозатрат может составить около 50 кВт·ч на 1 тонну стали. Таким образом можно существенно снизить энергоёмкость производства [1, 4].
В агрегате ковш-печь [1, 3] прогрев шлака и металла электрическими дугами способствует интенсификации процессов внепечной обработки стали. При использовании полых электродов в агрегате (табл. 2) существенно улучшаются технологические показатели. Например, степень десульфурации повышается при меньшем расходе извести (с 3,4 до 3,25 кг/т), ферросплавов (с 0,4 до 0,22 кг/т). При этом удельный расход электроэнергии снижается с 10,2 до 9,8 кВт·ч/т [6].
Таблица 2
Технологические показатели обработки плавок стали 08 на АКП в базовом режиме работы и при работе с полыми электродами (ковш ёмкостью 350 т)
|
Наименование параметра |
Базовый режим: min–max/среднее |
Работа с полыми электродами: min–max/среднее |
|
Обработано на АКП, плавок |
8 |
10 |
|
Температура всего металла по приходу на АКП, оС Температура отдачи металла на разливку, оС |
1532–1610/1570,9 1555–1607/1584,3 |
1529–1606/1568,0 1567–1605/1581,1 |
|
Продолжительность обработки, мин Продолжительность нагрева на плавке, мин |
4,2–235/50,8 0,3–29,2/10,8 |
14,3–128,5/50,6 1,05–31/10,93 |
|
Удельный расход электроэнергии, кВт·ч/т |
0,9–11,4/10,2 |
0,85–11,1/9,8 |
|
Удельный расхода аргона, л/т |
55–222/125 |
54–228/129 |
|
Удельный расход извести, кг/т Удельный расход флюорита, кг/т Удельный расход алюминия, кг/т |
0,61–6/3,4 0,28–3,6/1,14 0,005–2,6/0,63 |
0,56–6/3,25 0,3–3,47/1,12 0,004–2,5/0,57 |
|
Удельный расход ферромарганца, кг/т |
0,15–0,93/0,4 |
0,1–0,65/0,22 |
Обобщённый анализ работы агрегатов ковш-печь [1, 3, 4] позволяет утверждать следующее. Каждые 10 °С перегрева металла требует около 4 кВт·ч/т электроэнергии. На 1 кВт·ч/т расходуется 0,0073 кг электродов, а расход огнеупорных материалов при таком перегреве увеличивается на 0,3 % (табл. 3).
Таблица 3
Сравнительные технико-экономические показатели внепечной обработки стали 45 (числитель) и ШХ15 (знаменатель) в АКП по типовой технологии ОЭМК (Б) и по рекомендуемому энергосберегающему режиму (А)
|
Группа плавок |
Период обработки расплава |
Показатели |
||||
|
Удельный расход эл. энергии, Q уд , кВт·ч/т |
Время работы под током, τ т , мин |
Расход электродов, ∆ R э , кг/т |
Энергетический КПД, η э , % |
Кол-во плавок |
||
|
А |
I |
12,81/15,7 |
7,1/8,96 |
0,083/0,105 |
50/60,3 |
14/13 |
|
II |
7,92/7,15 |
4,11/3,91 |
0,06/0,054 |
38,6/53 |
||
|
III |
3,81/3,4 |
1,77/1,7 |
0,029/0,026 |
39,9/36,6 |
||
|
Суммарные (группа А) |
24,54/26,25 |
12,98/14,57 |
0,172/0,185 |
42,8/50 |
||
|
Б |
I |
13,47/16,99 |
7,2/9,55 |
0,088/0,12 |
48/47 |
15/12 |
|
II |
8,68/7,22 |
4,76/3,9 |
0,066/0,055 |
36/52 |
||
|
III |
4,44/3,87 |
2,32/2,14 |
0,034/0,029 |
37/34,15 |
||
|
Суммарные (группа Б) |
26,59/28,08 |
14,28/15,59 |
0,188/0,2 |
40,3/44,4 |
||
Из анализа данных работы агрегата ковш-печь на Оскольском электрометаллургическом комбинате (см. табл. 3) следует, что значение энергетического КПД (η э ) для группы А повышается на 4—6 %. Кроме того, достигается меньшее время работы агрегата под током. Это способствует сокращению расхода как электроэнергии (на 5—7 %), так и электродов в процессе внепечной обработки стали.
Рекомендуемый на основании проведённых исследований энергосберегающий режим вне-печной обработки демонстрирует существенно более высокие основные технологические характеристики по сравнению с комплексным технологическим процессом «ДСП → ВО → УНРС» по типовой технологии ОЭМК (табл. 2, 3).
Заключение. Установлено, что расход подаваемой на шлак в ДСП извести влияет на результаты процесса шлакообразования в дуговой печи, а также на технологические показатели при внепеч-ной обработке жидкой стали в ковшах инертными газами. Показано, что с увеличением расхода извести с 15 до 45 кг на тонну жидкой стали содержание фосфора в металле снижается более чем в 2 раза.
Предложена технологическая схема комплексной обработки «ДСП → ВО → УНРС», исключающая повышение окисленности шлака при донной продувке, угар алюминия в ковше и увеличение концентрации кислорода в жидкой стали.
Рекомендованы технологические решения по оптимизации расхода извести, наводке шлака и регламентации режима продувки стали в ковше, позволившие повысить основные техникоэкономические показатели производства стали в условиях ОЭМК.
Список литературы Исследование роли извести при шлакообразовании и внепечной обработке стали инертными газами
- Харламов, Д. А. Исследование процессов нагрева металла при внепечной обработке стали в агрегате ковш-печь/Д. А. Харламов, Э. Э. Меркер, А. И. Булгаков//Известия вузов. Чёрная металлургия. -2002. -№ 3. -С. 26-28.
- Федина, В. В. Шлаковый режим при электроплавке и внепечной обработке стали/В. В. Федина, Э. Э. Меркер, А. И. Булгаков//Известия вузов. Чёрная металлургия. -2003. -№ 11. -С. 24-26.
- Кабаков, З. С. Сокращение потерь тепла от металла в сталеразливочном ковше/З. С. Кабаков, М. А. Пахолкова//Металлург. -2012. -№ 9. -С. 51-52.
- Гизатулин, Р. А. Разработка технологии внепечной обработки стали в агрегате ковш-печь/Р. А. Гизатулин, Л. А. Годик//Электрометаллургия. -2008. -№ 2. -С. 11-13.
- Тен, Э. Б. Повышение качества отливок из стали 110Г13Л обработкой в ковше/Э. Б. Тен, Е. Ю. Лихолобов//Литейщик России. -2010. -№ 10. -С. 18-21.
- Агапитов, Е. Б. Развитие системы управления электродуговой установкой ковш-печь с полыми электродами/Е. Б. Агапитов, Г. П. Корнилов, М. М. Ерофеев//Известия вузов. Электротехника. -2006. -№ 4. -С. 81-84.
- Харламов, Д. А. Энергосберегающая технология внепечной обработки стали в агрегате ковш-печь/Д. А. Харламов, Э. Э. Меркер, А. И. Кочетов. -Старый Оскол: ТНТ, 2006. -232 с.
