Исследование сил резания при точении сменными многогранными пластинами

Автор: Носов Н.В., Трофименко Н.Г.
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 4-2 т.25, 2023 года.
Бесплатный доступ
В данной статье рассматривается методика исследования стойкости пластин токарных резцов, применяемых в процессе обработки на оборудовании с ЧПУ. Исследуется характер изменения усадки стружки в зависимости от периода обработки. Предлагается коэффициент поперечной усадки стружки принимать за критерий стойкости инструмента. В исследовании обращается внимание на взаимосвязь между ростом сил резания и разрушением передней поверхности резца. Результаты измерений сопоставлены с теоретическим расчетом, сделан вывод о характере влияния периода использования инструмента на параметры процесса резания.
Сменные многогранные пластины, точение, усадка стружки, стойкость инструмента
Короткий адрес: https://sciup.org/148327528
IDR: 148327528 | УДК: 621.951.1 | DOI: 10.37313/1990-5378-2023-25-4(2)-238-243
Investigation of cutting forces during turning with replaceable polyhedral plates
This article discusses the methodology for studying the durability of turning tool plates used in the processing process on CNC equipment. The nature of the change in chip shrinkage depending on the processing period is investigated. It is proposed to take the coefficient of transverse chip shrinkage as a criterion of tool durability. The study draws attention to the relationship between the growth of cutting forces and the destruction of the front surface of the cutter. The measurement results are compared with the theoretical calculation, a conclusion is made about the nature of the influence of the tool use period on the parameters of the cutting process.
Текст научной статьи Исследование сил резания при точении сменными многогранными пластинами
Функционирование современного машиностроительного производства представляет собой одновременное протекание разноплановых мероприятий, целью которых, в конечном счете, является выпуск конкурентоспособной, востребованной продукции однородного, предсказуемо высокого качества. Говоря о металлообработке, в контексте применения оборудования с ЧПУ, а вместе с этим и других электронных систем, стоит понимать, что наибольшую ответственность за качество обработки принимает на себя металлорежущий инструмент. В этой связи, в особенности при поточном производстве, информация о состоянии режущего инструмента имеет решающее значение.
Для получения стабильно-качественной поверхности обрабатываемой заготовки, особенно при чистовых операциях, необходимо применять инструмент, с удовлетворяющей проводимой операции геометрией. При стружкообразо-вании, по мере износа инструмента, происходит изменение геометрии инструмента, что влечет за собой изменение физических характеристик процесса резания, и, соответственно сказывается на состоянии системы станок-заготовка. При износе резца, в частности, может произойти – ухудшение шероховатости поверхности, возникнуть наклеп, напряжения растяжения, или
сжатия, температурные деформации, изменения в микро-твердости [5]. Поэтому важен контроль состояния металлорежущего инструмента в процессе резания. Наиболее примитивным образом, вывод о состоянии инструмента, можно сделать путем анализа качества поверхности [3], можно руководствоваться нормами стойкости инструмента из каталога производителя, наиболее научным является подход, связанный с анализом состояния стружки, главным образом ее продольной и поперечной усадки [2] и построения кривых их значений, получаемых по времени [3].
Можно предположить, что изменение сил резания и параметры поперечного сечения стружки взаимосопоставимы и численно могут быть взаимовыражены. Таким образом, можно выдвинуть гипотезу о том, что установленный коэффициентом усадки период стойкости [2] будет соответствовать значению удельной силы резания. Зная допустимое значение силы резания [6], для выбранной инструментальной системы, доступно методами динамометрического контроля оперативно снимать изношенный инструмент с операции.
На примере операции чистового точения пластинами фирмы Sandvik Coromant при соответствующих режимах, установленных производителем производится обработка металла марки Сталь 45 (табл 1.) Схема механической обработки (рис. 1) и составного резца (рис. 2) составлена, исходя из доступных данных производителя, и согласованна с данными, полученными при инженерном анализе всех элементов инструментальной системы (рис. 3).
В соответствии с режимами производителя, появляется возможность получить данные о
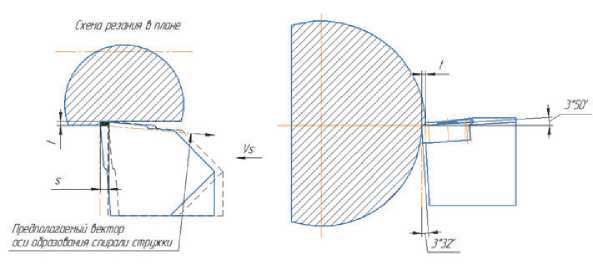
Рис. 1. Схема обработки
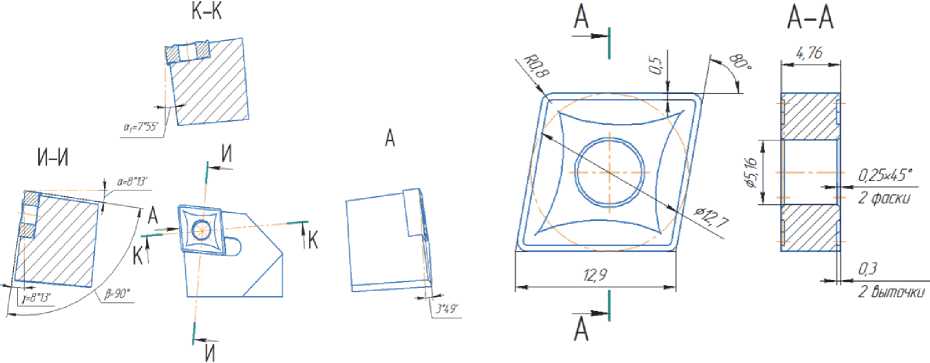
Рис. 2. Схема СМП Sandvik Coromant CNMG 120812-49 в составе исследуемой инструментальной системы
Рис. 3. Схема СМП
Таблица 1. Режимы резания для СМП
Данные о значениях площадей контактирующих поверхностей могут быть приближенно получены и по зависимости:
, где S – подача на оборот, мм/об, t – глубина резания, мм.
Заданная производителем для выбранного инструментального материала удельная сила резания в 2100 Н/мм2 может быть проверена и принята для дальнейших расчетов как досто-
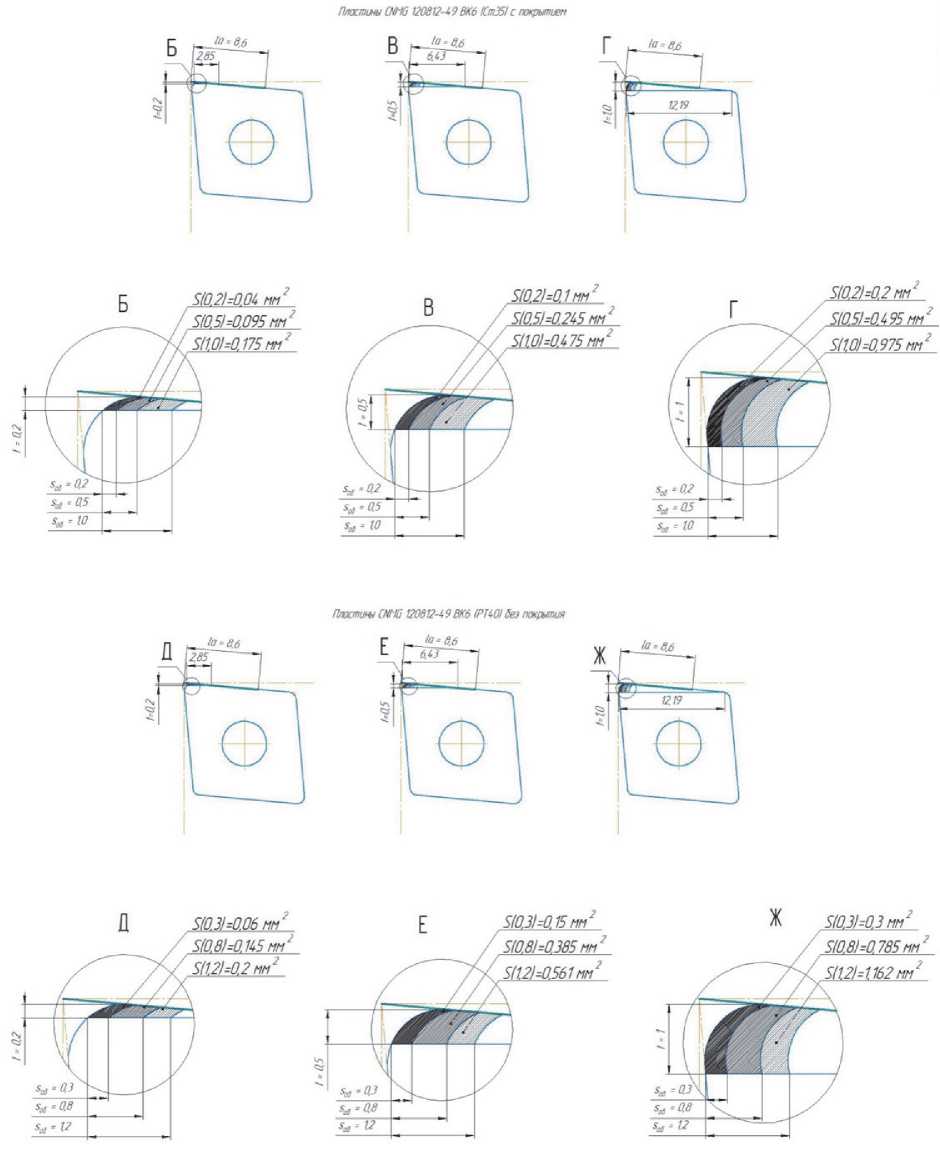
Рис. 4. Схемы зависимости площадей поперечного сечения в зависимости от режимов резания
верная, исходя из упрощенного уравнения силы резания:
Упрощенное уравнение силы резания.
Р — Кр X ав X fn , где А'р – коэффициент резания, для углеродистых конструкционных сталей, принимается равным 2,5.
°в – предел прочности обрабатываемого материала на растяжение, МПа.
Л = ^ – площадь поперечного сечения срезаемого слоя, мм2.
Для учета влияния состояния износа инструмента на силу резания, примем для расчета следующую формулу:

где JCc – удельная сила резания, в соответствии с данными Sandvik Coromant.
А а – коэффициент усадки стружки.
Исходя из этой зависимости, могут быть получены ориентированные на реальные, значения удельной силы резания и соответственно, силы резания в зависимости от площади контактной площадки инструмента. Для наглядности, приведен аппроксимированный график зависимости сил резания от усадки стружки для чистовых режимов резания, отражающий общий характер методики исследования и получаемой зависимости (рис. 5). График повторяет характерные скачки роста усадки, сообщающие о преодолении инструментом предела периода стойкости примерно в 5 и 9 минут соответственно пластине с покрытием и без него, с лучшим для СМП с покрытием результатом по стойкости. За период стойкости в исследовании принимались значения коэффициента поперечной усадки стружки, соответствующие лунке износа на передней поверхности СМП, после которой резко возрастает интенсивность износа. Превышение на чистовых режимах обработки составляет от 10 до 20%, что предположительно улавливает изменение силы резания в диапазоне 50-100 Н.
На основании всех имеющихся данных появляется возможность провести инженерный анализ прочности СМП под воздействием статической нагрузки, воздействующей на площадку контакта с обрабатываемой поверхностью методом МКЭ в пакете ANSYS Workbench
2022 R3 [5]. CAD-геометрия расчетных моделей была получена с помощью созданной предварительно геометрии СМП в среде Компас-3D. Моделировалась модель фрагмента (рис.6), составляющего 1/8 СМП, закрепленную по всем осям по внутренним поверхностям. Нагрузка задавалась давлением. Опыт повторялся для 36 конфигураций модели, соответствовавших контактным площадкам, устанавливаемых глубин и подач. Обобщенно, по результатам анализа можно сделать вывод, что пластины имеют как минимум трехкратный запас прочности при воздействии сжимающих нагрузок и устойчивы к работе на получистовых и черновых режимах с глубиной резания до 1 мм и подачами 0,5-1,0 мм. Тонкое и чистовое точение для пластин характерно концентрациями напряжений, превышающих предел прочности на изгиб и может иметь последствием – выкрашивание материала с поверхностей режущих кромок, быстрому затуплению режущей кромки инструмента.
ВЫВОДЫ
Предложена гипотеза соответствия роста усадки стружки, росту силы резания в зависимости от периода точения.
Обоснован способ определения стойкости инструмента путем контроля силы резания.
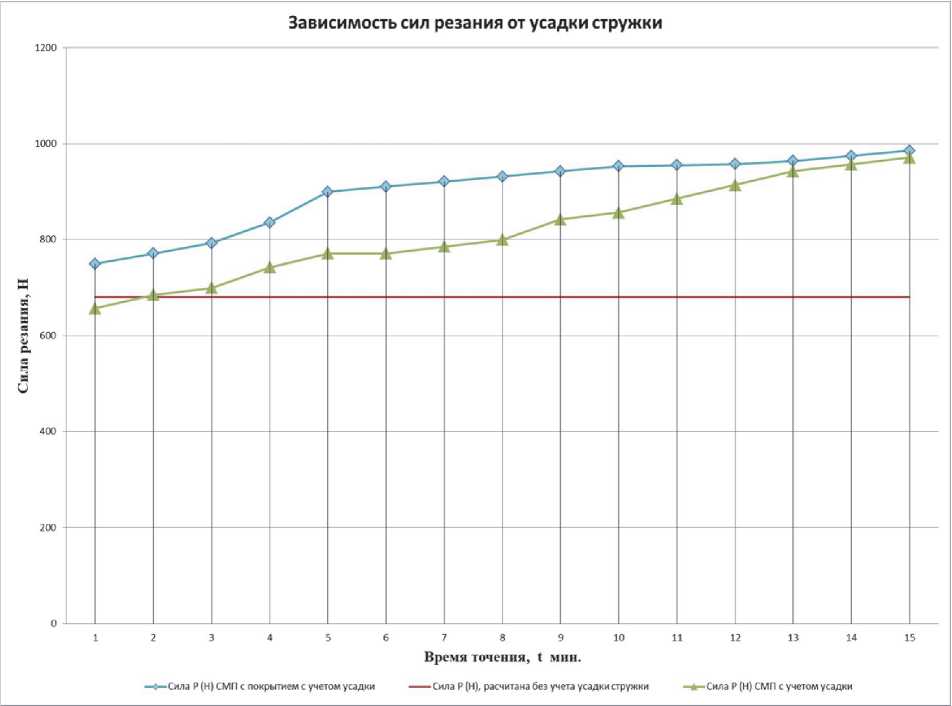
Рис. 5. Зависимость сил резания от поперечной усадки стружки
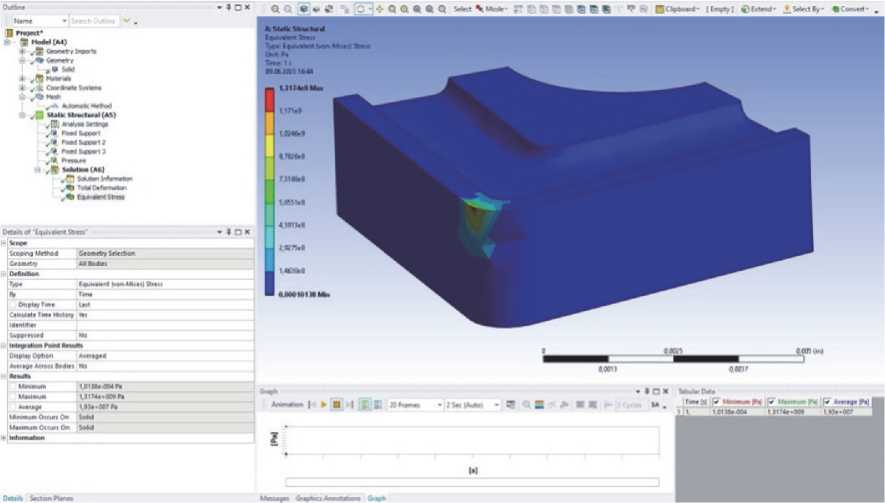
Рис. 6. Пример напряженно-деформированного состояния СМП при CAE- анализе
Методом конечно-элементного анализа проведен прочностной анализ нагруженного в соответствии с режимными параметрами резания инструмента. Предложена методика исследования СМП рассматриваемого типа.
Проведена проверка и оценка свойств инструмента производителя, рекомендованным режимным параметрам, получена картина стойкости инструмента.
Список литературы Исследование сил резания при точении сменными многогранными пластинами
- Грановский, Г.И. Резание металлов: учебник для машиностр. и приборостр. спец. вузов / Г.И. Грановский, В.Г. Грановский. - М.: Высшая школа, 1985. - 304 с. EDN: XVFLBN
- Трофименко, Н.Г. Исследование эффективности восстановленных многогранных неперетачиваемых пластин / Н.Г. Трофименко // Дни науки - 2020. 75-я научно-техническая конференция обучающихся СамГТУ Сборник тезисов. - С. 38-39.
- Носов, Н.В. Исследование усадки стружки при токарной обработке сталей восстановленными пластинами / Н.В. Носов, С.Н. Балакиров, Н.Г. Трофименко, Я.Р. Тихонов // Известия Самарского научного центра Российской академии наук, 2020. - Т.22. - № 3. - С.127-131.
- Балакиров, С.Н. Разработка технологии восстановления сменных твердосплавных пластин / С.Н. Балакиров, Н.В. Носов // Известия Самарского научного центра Российской академии наук, 2018. - Т. 20. - № 4(2). - С. 165-169.
- T. Kagnaya., L. Laurence., M. Lazard., C. Boher., T. Cutard. Investigation and FEA-based simulation of tool wear geometry and metal oxide effect on cutting process variables. Simulation Modelling Practice and Theory 42, 2014:84-97.
- T.Kagnaya., M. Lazard., L. Laurence., C. Boher., T. Cutard. Temperature evolution in a WC-6%Co cutting tool during turning machining: Experiment and finite element simulations. WSEAS Transactions on Heat and Mass Transfer 6(3), July 2011:71-8.
