Исследование структуры и механических свойств алюминотермитных сварных соединений рельсов

Автор: Тихомирова Людмила Борисовна, Ильиных Андрей Степанович, Галай Марина Сергеевна, Сидоров Эдуард Сергеевич
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Рубрика: Металловедение и термическая обработка
Статья в выпуске: 3 т.16, 2016 года.
Бесплатный доступ
Сварные соединения рельсов являются неотъемлемой частью при создании бесстыкового пути. Однако зачастую они не обладают достаточной надежностью в процессе эксплуатации. В работе приведены результаты исследования твердости и структуры сварных соединений рельсов, полученных алюминотермитным способом сварки. Установлено, что на поверхности катания рельса в зоне сварного шва наблюдается пониженное значение твердости по сравнению с твердостью металла рельса, что может привести к образованию мягких участков с пониженным сопротивлением износу и смятию в зонах сварного шва, особенно в кривых пути. На границе сплавления рельса и сварного металла происходит увеличение твёрдости до 36-38 HRC, это связано с перегревом металла рельса в процессе сварки, что подтверждается результатами микроструктурного анализа. Показано наличие разницы в зернистости зоны термического влияния и зоны сварного шва: сварной шов имеет литую дендритную структуру, а зона термического влияния - крупнозернистую структуру. Структурная неоднородность металла сварного соединения увеличивает вероятность хрупких разрушений сварных стыков.
Рельс, алюминотермитная сварка, стык, микроструктура, твердостью
Короткий адрес: https://sciup.org/147157049
IDR: 147157049 | УДК: 625.143.482 | DOI: 10.14529/met160313
Investigation of structure and mechanical properties aluminothermic welded joints of rails
Welded joints of rails are an integral part of continuous welded railway. However, they often do not have sufficient reliability during the operation. The paper presents the results of study of hardness and structure of aluminotermitic welded rail joints. It is found that the riding rail surface of welded joints has a reduced hardness compared to hardness of the rail metal, which can lead to the formation of soft sites with lower resistance to wear and crushing of the welded joints, particularly in the path curves. Hardness increases to 36-38 HRC on the boundary fusion line of the rail and welded metals. This is due to the harmful effects of overheating of the metal during welding process, which is confirmed by the results of microstructural analysis. Microstructural analysis also showed the differences in metal grain size in the welded zone and heat affected zone. The structure of welded metal zone is dendritic while the structure of heat affected zone is coarse-grained. Owing to the difference between structures of the welded joint zones, the probability of occurrence of brittle fracture on the boundary fusion line of the rail and welded metal is increased.
Текст научной статьи Исследование структуры и механических свойств алюминотермитных сварных соединений рельсов
В России бесстыковой путь является основной конструкцией железнодорожного пути с 2001 г. При создании такого пути рельсы сваривают контактным или алюминотермитных способами.
Рельсовые плети длиной 800 м изготавливают на рельсосварочных предприятиях способом контактной электросварки с помощью стационарных рельсосварочных машин. Свариваемые рельсы закрепляют в медных зажимах, которые прижимают их концы друг к другу с установленным усилием. Электрический ток, подаваемый на зажимы, проходя через места соприкосновения свариваемых рельсов, нагревает их. После образования тонкого слоя расплавленного металла на торцах рельсов их концы прижимаются, и в результате пластической деформации происходит сваривание рельсов. Данный способ сварки также применяют для соединения рельсов в пути с помощью специальных передвижных рельсосварочных машин [1].
Алюминотермитная сварка рельсов осуществляется методом промежуточного литья. На концы свариваемых рельсов, установленных с зазором 25 мм, крепят литейную форму, в которую заливают присадочный металл необходимого химического состава, полученный в результате термитной реакции. Жидкий металл нагревает концы свариваемых рельсов до температуры, при которой происходит их оплавление и сваривание металла рельса с присадочным материалом [2, 3]. Данный способ сварки применяется для ремонта бесстыкового пути и выполнения небольших объемов работ по сварке рельсов. Следует отметить, что в настоящее время сварка рельсов в стрелочных переводах и в кривых малого радиуса может быть выполнена только с помощью алюминотермитной сварки.
Сварные соединения должны обеспечивать необходимую эксплуатационную стойкость в области рельсовых стыков. Опыт эксплуатации бесстыкового пути свидетельствует о том, что в местах сварных соединений рельсов могут наблюдаться такие дефекты как: местные смятия, седловины, трещины, выкрашивания, повышенный и волнообразный износ на поверхности катания [4–6]. В алюминотермитных сварных соединениях эти дефекты наблюдаются чаще, по сравнению с соединениями, полученными с помощью контактной электросварки. С увеличением количества сварных рельсовых соединений всё большее внимания уделяется поиску причин возникновения в них дефектов.
Анализ литературных данных показал, что сварные соединения рельсов, полученные алюминотермитным способом сварки, изучены в меньшей степени, чем сварные соединения, полученные способом контактной сварки
Известно, что в процессе сварки алюминотермитным способом заливаемый металл, имеющий температуру более 2700 °С, нагревает концы рельсов до высокой температуры. Такое высокотемпературное воздействие на металл свариваемых рельсов приводит к изменению его структуры и механических свойств [3]. Для оценки воздействия процесса алюминотермитой сварки на свойства металла в области сварных соединений были проведены исследования структуры и твердости алюминотермитных рельсовых соединений.
Материалы и методы исследования
В качестве материала исследования использовали сварные соединения рельсов, полученные алюминотермитной сваркой. Сварку осуществляли
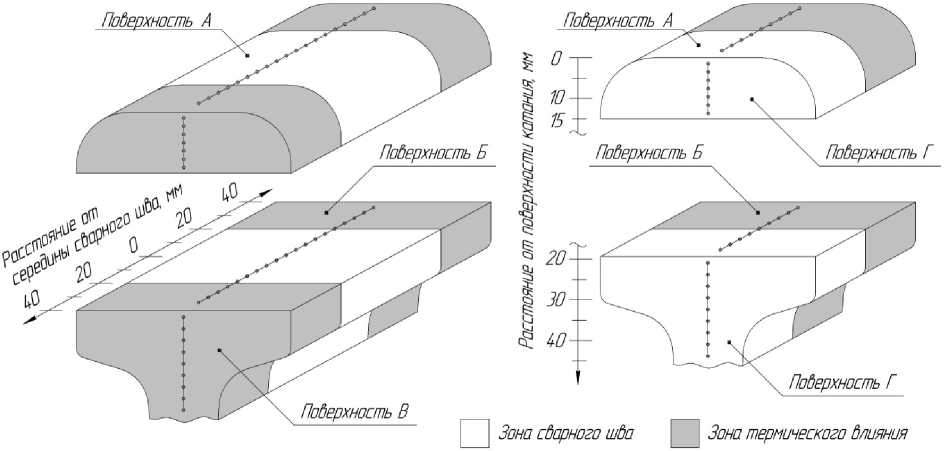
Рис. 1. Схема расположения исследуемых поверхностей и дорожек отпечатков на образцах алюминотермитных сварных соединений рельсов
в соответствии с требованиями ТУ 0921-12701124323–2005 [7] в компании ЗАО «СНАГА – Сибирь». В качестве исходных материалов для сварки были использованы железнодорожные рельсы из рельсовой стали марки М76 ГОСТ 51685–2000 и сварочный термит. Рельсовая сталь имеет следующий химический состав, %: 0,71–0,82 С; 0,75–1,05 Mn; 0,25–0,45 Si; 0,035 P; 0,040 S. Сварочный термит состоит из порошкообразного металлического алюминия (23,7 %) и оксидов железа в виде окалины (76,3 %). Для проведения исследований из алюминотермитных сварных соединений рельсов были вырезаны образцы с помощью горизонтального полуавтоматического ленточного станка UE-350 SA. Исследуемые поверхности образцов были обработаны на шлифовально-полировальном станке 3E88I. Для определения микроструктуры металла, подготовленные шлифы были подвергнуты травлению в 4%-ном спиртовом растворе азотной кислоты. Исследования микроструктуры металла были проведены на оптическом микроскопе МИМ-8М при увеличениях 100–300 крат. Измерения твердости проводились в соответствии с ГОСТ 9013–59 на универсальном твердомере HBRV-187.5. В качестве индентора был использован алмазный конус, показания считывали по шкале С. Расстояния между отпечатками, полученными после измерения твердости, были определены с помощью цифрового микроскопа Levenhuk DTX 90. Среднее расстояние между отпечатками составило 2 мм, расстояние между полученными дорожками отпечатков – 5 мм.
На рис. 1 представлена схема расположения исследуемых поверхностей и мест нанесения отпечатков при измерении твердости. По длине сварного соединения измерения твердости были произведены на поверхности катания рельса (по- верхность А) и на глубине 20 мм от поверхности катания рельса (поверхность Б). В поперечном профиле головки рельса твердость была измерена в зоне термического влияния на расстоянии 20 мм от границы сплавления (поверхность В) и в середине сварного шва (поверхность Г).
Результаты исследований
На рис. 2 представлены графики изменения твердости по длине сварного соединения (поверхность А и Б). Графики разделены на зону сварного шва и зону термического влияния. Ширина сварного шва составила порядка 50 мм на поверхности катания рельса и порядка 40 мм на глубине 20 мм от неё. Границы перехода от зоны сварного шва к зоне термического влияния определены с помощью микроскопа после травления исследуемой поверхности.
Твердость металла в зоне сварного шва поверхности катания рельса (поверхность А) составила 22–24 HRC. В зоне термического влияния твердость выше, и изменяется в относительно широком диапазоне от 25 до 36 HRC. Максимальные значения твердости порядка 36–38 HRC наблюдается в зоне термического влияния на расстоянии 6–8 мм от границы сплавления. На расстоянии 12–18 мм от границы сплавления значения твердости изменяются незначительно и составляют порядка 31–32 HRC. На глубине 20 мм от поверхности катания (поверхность Б) изменение твердости по длине сварного соединения аналогично, значения твердости в зоне сварного шва и в зоне термического влияния выше на 1–2 HRC. В зоне термического влияния значения твердости изменяются в широком диапазоне и распределены неравномерно по длине рельса.
Металловедение и термическая обработка
На рис. 3 представлены графики изменения твердости по глубине головки рельса (поверхность В и Г). В зоне термического влияния твердость металла рельса от поверхности катания до 44 мм по глубине головки рельса изменяется в небольшом пределе и составляет порядка 32–33 HRC. Твердость металла сварного шва (поверхность Г) до 38 мм по глубине от поверхности катания лежит в пределе от 25 до 26 HRC. На глубине от 38 до 44 мм твердость постепенно возрастает до 30 HRC. Повышение твердости вероятно связано с более высокой скоростью охлаждения залитого металла, поскольку в этой области происходит уменьшение сечение рельса: головка рельса переходит в зону шейки.
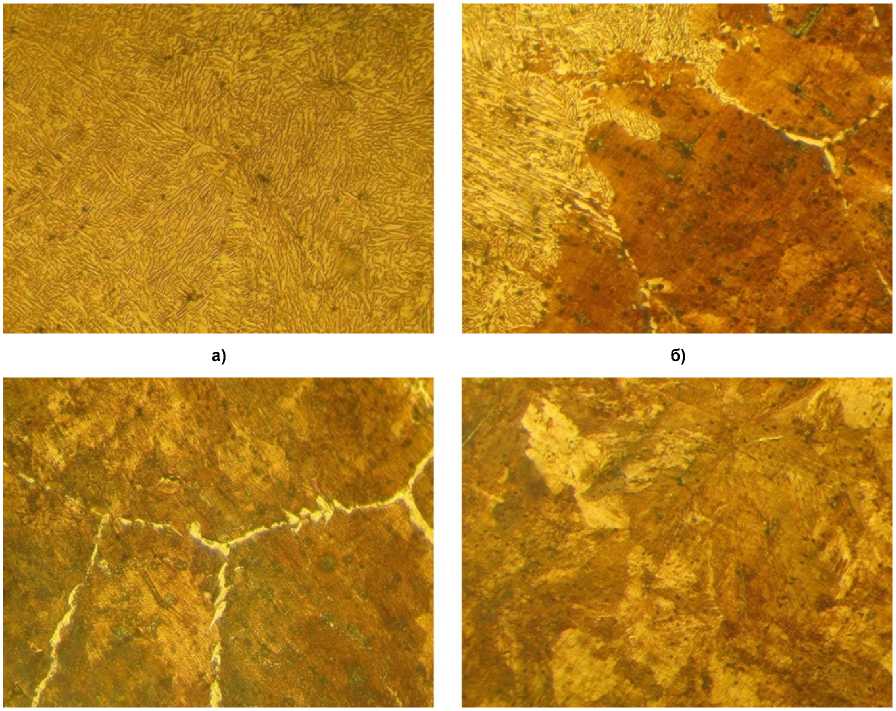
В результате металлографического анализа установлено, что металл в области алюминотермитного сварного соединения имеет несколько различных структур (рис. 4). В зоне сварного шва микроструктура металла формируется в процессе затвердевания залитого металла. Поэтому металл в данной зоне имеет литую структуру игольчатого
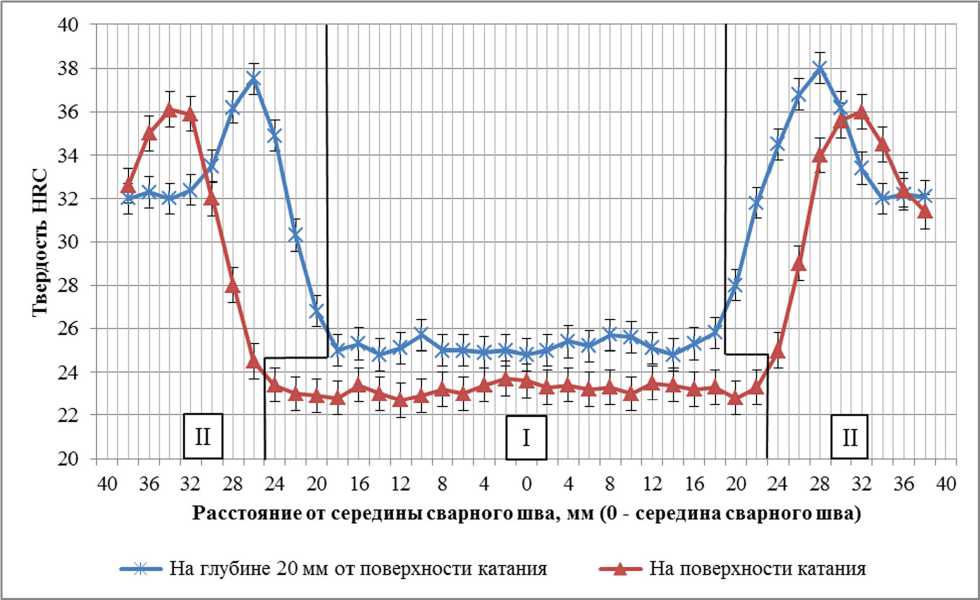
Рис. 2. Твердость металла поверхностей А и Б: I – Зона сварного шва, II – Зона термического влияния
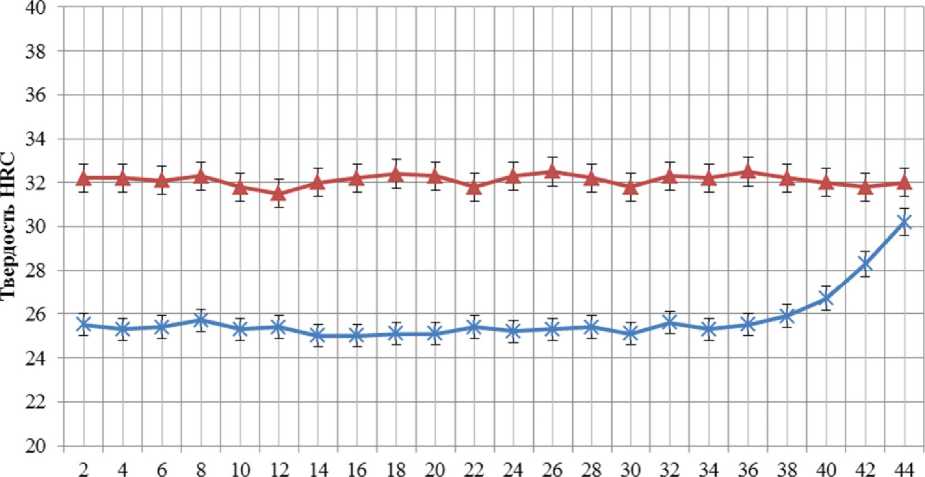
Расстояние от поверхности катания, мм
—-— Сварной шов ^— Зона термического влияния
Рис. 3. Твердость металла поверхностей В и Г
в)
г)
Рис. 4. Микроструктура металла головки рельса в области алюминотермитного сварного соединения, х 300: а – зона сварного шва; б – зона границы сплавления; в – зона термического влияния (6–8 мм от границы сплавления); г – зона термического влияния (14–18 мм от границы сплавления)
малоуглеродистого сорбита с ферритом по междендритным прослойкам (рис. 4, а). В зоне сплавления металла сварного шва с металлом рельса (рис. 4, б) видна ярко выраженная неровная граница сплавления. Металл рельса (рис. 4, в) имеет крупнозернистую структуру, что свидетельствует о том, что этот участок, прилегающий к зоне сварки, был перегрет и крупные зерна аустенита привели к образованию пластинчатого перлита с ферритной сеткой. Для крупнозернистой структуры характерны пониженная пластичность и ударная вязкость. Пониженная ударная вязкость отрицательно влияет на устойчивость металла к хрупким разрушениям [8, 9]. На этом же участке наблюдается повышение твердости. На расстоянии 14–18 мм от границы сплавления металл рельса (рис. 4, г) представляет собой структуру перлита.
Повышение механических и эксплуатационных характеристик алюминотермитных сварных соединений рельсов может быть достигнуто за счет применения термической обработки (нормализации) и модифицированием литейного компонента. Известно, что в результате проведения нормализации получается мелкозернистая структура повышенной вязкости [9]. В настоящее время в Сибирском государственном университете путей сообщения проводятся работы, направленные на изучение влияния нормализации на свойства алюминотермитных сварных соединений рельсов.
Выводы
-
1. Смятие металла головки рельса и образование седловин в зоне сварного шва алюминотермитных сварных стыков вероятно связано с пониженной на 7–8 HRC твердостью металла шва относительно твердости рельса, имеющего игольчатую структуру, значительно отличающуюся от феррито-цементитной структуры термоупрочненного рельса.
-
2. В процессе сварки рельсы были подвергнуты термическому воздействию, в результате которого около границы сплавления образовался участок с крупнозернистой структурой и повышенной твердостью металла, для которого характерна пониженная пластичность и ударная вязкость. Снижение пластичности и ударной вязкости повышает вероятность зарождения трещин и возникновения хрупких разрушений на данном участке.
-
3. Значения твердости в области алюминотермитных сварных соединений изменяются в широком диапазоне от 23 до 38 HRC и распределены неравномерно по длине сварного соединения. В процессе эксплуатации интенсивность износа металла с разной твердостью может отличаться, в результате чего возможно возникновение волнообразного износа в зоне рельсового стыка.
Металловедение и термическая обработка
Список литературы Исследование структуры и механических свойств алюминотермитных сварных соединений рельсов
- Шур, Е.А. Повреждения рельсов/Е.А. Шур. -М.: Интекст, 2012. -192 с.
- Гудков, А.В. Особенности сварки современных рельсов/А.В. Гудков, А.И. Николин//Путь и путевое хозяйство: науч.-популяр. произв.-техн. журн. -2005.-№ 2. -С. 9 -13.
- Пасько, С.В. Алюмотермитная сварка рельсов методом промежуточного литья по технологии фирмы «СНАГА»: учеб. пособие/С.В. Пасько, Л.Б. Тихомирова, О.В. Болотова. -Новосибирск: Изд-во СГУПСа, 2010. -99 с.
- Алехин, А.Л. Параметры твердости стыков, сваренных алюминотермитной сваркой/А.Л. Алехин//Известия Петербургского университета путей сообщения. -2010. -№ 2 -С. 51-56.
- Способы повышения качества алюминотермитных сварных соединений рельсов/Д.С. Насонов, А.В. Гудков, А.И. Борц, А.И. Николин//Развитие железнодорожного транспорта в условиях реформирования: сб. ст. ученых и аспирантов. -М., 2006. -С. 189-194.
- Блажко, Л.С. Обеспечение надежной работы сварных стыков алюминотермитной сварки/Л.С. Блажко, Е.В. Ермолаев//Ресурсосберегающие технологии в транспортном строительстве и путевом хозяйстве железных дорог: сб. науч. тр. по материалам междунар. науч.-практ. интернет-конф. -М., 2006. -С. 9-12.
- ТУ 0921-127-01124323-2005. Сварка рельсов алюминотермитным методом промежуточного литья. Технические условия. Введ. 01.04. 2005. -М.: ФГУП ВНИИЖТ, 2005. -16 с.
- Брандон, Д. Микроструктура материалов. Методы исследования и контроля: учеб. пособие для вузов по направлению «Приклад. математика и физика»/Д. Брандон, У. Каплан; пер. с англ. под ред. С.Л. Баженова с доп. О.В. Егоровой. -М.: Техносфера, 2004. -384 с.
- Лахтин, Ю. М. Материаловедение: учеб. для вузов/Ю.М. Лахтин, В.П. Леонтьева. -М.: Альянс, 2009. -527 с.
