Исследование структуры и свойств штамповых инструментальных сталей

Автор: Богданова Татьяна Александровна, Перебоева Августа Алексеевна, Третьякова Людмила Павловна, Окладникова Нина Васильевна
Журнал: Сибирский аэрокосмический журнал @vestnik-sibsau
Рубрика: Технологические процессы и материалы
Статья в выпуске: 2 (23), 2009 года.
Бесплатный доступ
Рассматривается влияние легирующих элементов на критические скорости охлаждения при закалке и формирование структуры и свойств в штамповых инструментальных сталях для горячего деформирования.
Штамповые инструментальные стали, критическая скорость закалки, структура, свойства
Короткий адрес: https://sciup.org/148175893
IDR: 148175893
Investigation of the structure and properties of the die tool steel
The influence of alloying elements on the critical cooling speed during quenching and forming the structure and properties of die tool steels for hot deformation is studied.
Текст научной статьи Исследование структуры и свойств штамповых инструментальных сталей
Штамповый инструмент для горячего деформирования работает в условиях динамических циклически изменяющихся нагрузок под воздействием высоких температур и удельных давлений [1; 2]. В наиболее сложных условиях эксплуатируется инструмент, применяемый для горячего прессования труднодеформируемых, высокопрочностных алюминиевых сплавов. При этом в деформирующем узле (пуансон, рассекатель, матрица) возникают высокие напряжения, уровень которых приближается к пределу упругости инструментальных штамповых сталей. Поэтому материал, применяемый для изготовления прессового инструмента, должен обладать высокими физико-механическими свойствами: быть высокопрочным, теплостойким, теплопроводным и износостойким. Кроме того, инструментальные стали, используемые для изготовления такого инструмента, должны хорошо обрабатываться резанием, шлифованием, иметь малую склонность к отпускной хрупкости и росту аустенитного зерна, быть устойчивыми к обезуглероживанию.
Исходя из условий работы штампового инструмента и требований к материалам для его изготовления, чаще всего применяют легированные инструментальные стали повышенной теплостойкости и вязкости [1–3]. К таким материалам относятся среднеуглеродистые стали с карбидным упрочнением 4Х5МФС(Ш), 4Х5МФ1С(Ш), 3Х3М3Ф(Ш). Пониженное суммарное, около 7 %, содержание карбидообразующих элементов и углерода от 0,22 до 0,44 % обеспечивает получение в данных сталях структур с низкой карбидной неоднородностью. Это выгодно отличает названные материалы от быстрорежущих сталей, где суммарное содержание карбидообразующих элементов может достигать более 20 %, а концентрация углерода до 1,5 %. Однако сталь 3Х3М3Ф после упрочняющей термической обработки часто имеет более высокую структурную полосчатость, чем стали 4Х5МФС и 4Х5МФ1С, и пониженный уровень ударной вязкости. Это, видимо, связано с повышенным содержанием в данной стали устойчивых труднорастворимых в аустените карбидов молибдена и ванадия.
Требуемые свойства прессового инструмента HRC 44...51, KCU = 30...45Дж/см2 обеспечиваются структурой троостита с карбидной неоднородностью не более 4 балла по шкале 5 ГОСТ 801 [4; 5]. Такая структура получается при строгом соблюдении параметров как предварительной термической обработки (ПТО) заготовок [5], так и окончательной термообработки (ОТО), которая является упрочняющей. Данное исследование направлено на изучение изменений структуры и свойств сталей при
ОТО, формирующей эксплуатационные характеристики штампового инструмента, а также определение причин получения низкой ударной вязкости в стали 3Х3М3Ф. ОТО включает закалку на мартенсит из области «аустенит + карбиды» и двойного или тройного отпуска. Для обеспечения требуемых свойств инструмента балл зерна аустенита после ОТО должен быть ≥ № 8 (ГОСТ 5939) и сопоставим с его размером в заготовках после ПТО. С целью определения структурных изменений при ОТО и влияния на них легирующих элементов, в работе проведен анализ диаграмм распада аустенита и влияние на них легирующих элементов, содержащихся в исследуемых сталях.
В данных сталях легирующие элементы, ванадий и молибден, образуют устойчивые к растворению при нагреве карбиды типа Me3С, МеС, а наличие хрома позволяет получить карбиды, которые растворяются при высокотемпературном нагреве под закалку. Сопоставление справочных сведений по изотермическим диаграммам распада аустенита (С-кривые) сталей [3] позволило проследить влияние повышенного содержания ванадия и молибдена на кинетику распада аустенита, нагретого до области «аустенит + карбиды». В стали 3Х3М3Ф(Ш) концентрация молибдена почти в 2 раза, а ванадия в примерно в 1,2 раза больше, чем в 4Х5МФС. Повышенное содержание этих карбидообразующих элементов смещает С-кривые вправо и в область более низких температур (табл. 1). Из приведенных параметров следует, что для стали 4Х5МФС по сравнению со сталью 3Х3М3Ф время минимальной устойчивости аустенита при перлитном превращении увеличилось в 4,4 раза, а бейнитном в 16,6 раза. Кроме того, следует отметить, что перлитное и бей-нитное превращения разделены по температуре, и в исследуемых сталях этот температурный интервал составляет 50...70 °C .
Анализ С-кривых позволяет говорить о том, что сталь 3Х3М3Ф при закалке должна охлаждаться значительно интенсивнее, чем две другие стали. При одинаковых условиях охлаждения в структуре этой стали, предположительно, образуются продукты бейнитного превращения. Для подтверждения были рассчитаны критические скорости закалки (табл. 2). Расчет критических скоростей охлаждения ( V кр) выполнялся по формуле
к кр
= Аr 1
-
t min
,
, τ min
где Аr 1 – температура эвтектоидного превращения при охлаждении, °С; t min – температура минимальной устойчивости аустенита в области бейнитного распада, °С;
τ min – время минимальной устойчивости аустенита в температурном интервале бейнитного распада, с.
Представленные расчетные данные критической скорости закалки и выбранные по справочнику среды закалки показали, что для стали 3Х3М3Ф скорость охлаждения на порядок выше и составляет 4,95 °С/с. Для сталей 4Х5МФС и 4Х5МФ1С она соответственно равна 0,31 и 0,41 °С/с, такие скорости охлаждения могут быть обеспечены как при охлаждении на воздухе, так и в масло. Для стали 3Х3М3Ф требуемая скорость охлаждения гарантируется только закалкой в масло. Однако в производственных условиях закалка исследуемых сталей выполняется в одну среду – масло. Это связано с необходимостью получения повышенной глубины закаленного слоя и унифицированием процессов термической обработки. При этом необходимо помнить, что повышенные скорости охлаждения приводят к образованию высоких остаточных напряжений, которые повышают склонность к короблению и деформации изделий.
Термическая обработка исследуемых сталей проводилась по традиционной технологии с закалкой в масло и последующим отпуском. При проведении исследований в опытно-промышленных условиях ОТО состояла из закалки (Т = 1 010...1 030 ° С, выдержка – 2,0...2,5 ч, охлаждение в масло) и двукратного отпуска (Т = 580...620 °С). Дву- кратный отпуск приводит к снижению закалочных напряжений и содержания остаточного аустенита в структуре. При этом протекают процессы карбидного упрочнения и частичной сфероидизации карбидов. Количество проводимых отпусков после закалки на отечественных заводах обычно равно двум, на зарубежных, как правило, трем. Проведение двух- или трехкратного отпуска после закалки в интервале температур 560...580 °С с выдержкой 2,0 ч приводит к образованию тонкодисперсной структуры троостита с равномерным распределением карбидов. Данная структура обеспечивает необходимый комплекс свойств инструмента. При массовом производстве прессового инструмента не исключается возможность совмещения второго отпуска после закалки с азотированием (энергосберегающие технологии термической обработки).
Полученные структуры после ОТО (см. рисунок) подтвердили предположение о возможном частичном распаде аустенита по бейнитному механизму или о выделении карбидов по границам бывших аустенитных зерен в стали 3Х3М3Ф. В структуре этой стали четко выявляются декорированные выделениями границы бывших аустенитных зерен (см. рисунок, а ), в то время как в сталях 4Х5МФ1С и 4Х5МФС наблюдается однородная зернистая микроструктура троостита отпуска (см. рисунок, б ). Различие в структуре закаленных сталей связано с более
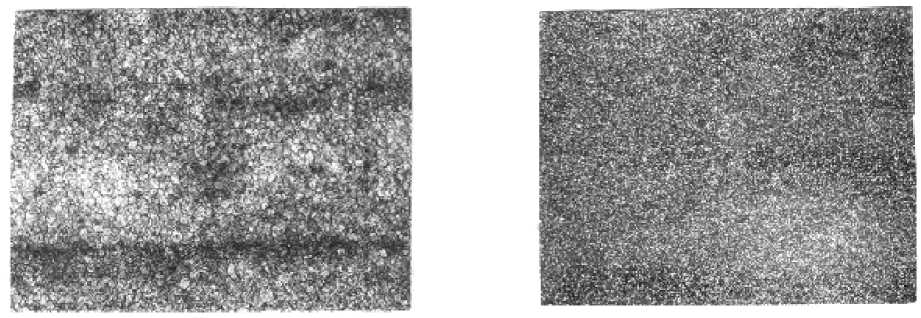
аб
Микроструктуры штамповых сталей марок: а – ЗХ3М3Ф; б – 4Х5МФС после закалки
Таблица 1
Параметры устойчивости переохлажденного аустенита и температура начала мартенситного превращения в инструментальных сталях
|
Суммарное содержание Мо и V, % |
Марка стали |
Параметры минимальной устойчивости аустенита при распаде |
Температура начала мартенситного превращения, °C |
|||
|
перлитном |
бейнитном |
|||||
|
t 1min, ° C |
τ 1min, с |
t 2min, °C |
τ 2min, с |
|||
|
1,5...2,0 |
4Х5МФС |
660 |
3000 |
270 |
1500 |
270 |
|
2,0...2,6 |
4Х5МФ1С |
680 |
2500 |
330 |
1050 |
340 |
|
2,9...3,6 |
3Х3М3Ф |
700 |
680 |
315 |
90 |
340 |
Критические скорости закалки и возможные среды охлаждения
Таблица 2
Анализ механических свойств показал, что в стали 3Х3М 3Ф уд ар ная вязкость понижена и составляет 12,5...16,8 Дж/см2 по сравнению со сталями 4Х5МФС и 4Х5МФ1С, в которых эта характеристика равна 42,5...44,3 и 38,7...40,7 Дж/см2 соответственно. Известно [2], что снижению ударной вяз кости способствует образование структуры верхнего бейнита и присутствие карбидов в виде сетки, образовавшейся по границам бывших аустенитных зерен. Следовательно, для стали 3Х3М3Ф масло не является средой, которая позволяет подавить образование тонкой пленки карбидов по границам зерен.
Представленные исследования позволяют сделать вывод о том, что стали с пониженным содержанием карбидообразующих элементов более технологичны при упрочняющей термической обработке. Кроме того, применение более мягкого охлаждения при закалке инструмента из сталей 4Х5МФ1С и 4Х5МФС обеспечивает сниженный уровень закалочных напряжений по сравнению со сталью 3Х3М3Ф, что также приводит к повышению ударной вязкости после упрочняющей ОТО.
На основании проведенного анализа диаграмм распада аустенита для сталей 3Х3М3Ф, 4Х5МФ1С и 4Х5МФС, исследований структуры и свойств инструмента после ОТО в опытно-промышленных условиях можно рекомендовать разграниченное использование материалов. Прессовые матрицы сложной конструкции, имеющие как тонкие консольные элементы, так и массивные необходимо изготавливать из сталей марок 4Х5МФ1С и 4Х5МФС, имеющих повышенную прокаливаемость, технологичность и обрабатываемость резанием. Инструмент без резких переходов от одного сечения детали к другому (прошивные иглы, матрицы – вставки, матрицы литейных машин), работающий также при высоких температурах, рекомендуется изготавливать из стали марки 3Х3М3Ф.
Таким образом, показано, что для сталей 4Х5МФС, 4Х5МФ1С, 3Х3М3Ф повышенное содержание легирующих элементов, образующих карбиды, устойчивые к растворению при аустенизации, повышают критическую скорость закалки. Рекомендовано применять сталь 3Х3М3Ф для изготовления инструмента, не имеющего резких переходов от одного сечения к другому.
