Исследование структуры сложных поверхностей деталей после дробеструйной обработки

Автор: Люшня Д.В., Носов Н.В.
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 4-2 т.25, 2023 года.
Бесплатный доступ
В статье показано, что для определения параметров структуры поверхности необходимо применение оптических методов исследования. Разработан оптико-электронный комплекс , который позволяет определять амплитуду и средний шаг корреляционной поверхности в зависимости от режимов и условий дробеструйной обработки. Предложена методика измерения и программный комплекс по определению параметров структуры поверхности. Проведена идентификация структурных параметров с параметрами шероховатости сложных поверхностей.
Структура, микрорельеф, сложная поверхность, цифровое изображение, корреляционная обработка, идентификация, шероховатости сложных поверхностей
Короткий адрес: https://sciup.org/148327965
IDR: 148327965 | УДК: 621.002:658.011:681.3 | DOI: 10.37313/1990-5378-2023-25-4(2)-278-286
Investigation of the structure of complex surfaces of parts after shot blasting
The article shows that in order to determine the parameters of the surface structure, it is necessary to use optical research methods. An optoelectronic complex has been developed that allows determining the amplitude and average step of the correlation surface depending on the modes and conditions of shot blasting. A measurement technique and a software package for determining the parameters of the surface structure are proposed. The identification of structural parameters with the roughness parameters of complex surfaces was carried out.
Текст научной статьи Исследование структуры сложных поверхностей деталей после дробеструйной обработки
EDN: ORUCBG
Структурный анализ поверхности занимает важное место в оценке качества поверхности деталей машин. Основой в оценке структуры лежит компьютерная обработка изображений различной природы. Широкое применение компьютерных методов структурного анализа нашли в материаловедении, медицине, криминалистике, при обработке изображений земной поверхности, полученных из космоса и аэрофотосъёмкой, а также в ряде других областей человеческой деятельности. К основным задачам структурного анализа относятся : выбор и формирование признаков, описывающих структурные различия; выделение и сегментация структур; классификация структур ; идентификация структур. Установлено, что в настоящее время не существует чёткого математического определения понятия структуры. В связи с этим методы описания структур и их различия, как правило, разрабатываются эвристически отдельно для каждого конкретного случая. В работах [1-3] и ряде зарубежных отечественных авторов представлены различные подходы к математическому описанию структур и методам их идентификации.
Для аналитического описания структур применяется ряд математических моделей. Среди них известны Time-series модель, ячеистая модель, синтаксические структурные модели, двумерная модель случайного марковского поля. Эти модели обычно применяются для воспроизводства внешнего вида структуры.
Для описания структуры изображения и её количественной оценки достаточно часто применяется метод, основанные на измерении пространственной частоты.
Системный анализ показал, что с точки зрения минимизации временных затрат при их реализации наиболее перспективным является использование метода измерения пространственных частот микрорельефа поверхностей. К группе частотных методов относится и метод цифровых преобразований, при котором в качестве характеристики структуры используется количество перепадов яркости на единицу площади изображения.
В нашей работе применен метод описание структуры с помощью автокорреляционной функции. Развитие данного метода связано с решением задач распознавания микрорельефов механически обработанных сложных поверхностей непосредственно в производственных условиях.
Многочисленными исследованиями установлено существенное, а в некоторых случаях и определяющее воздействие структуры рабочих поверхностей деталей взлетно-посадочных устройств на их надёжность и долговечность при эксплуатации [4-6].
В работе был применен оптико-электронный метод исследования, основанный на разработке теоретических основ реализации нового метода идентификации микронеровностей поверхности деталей. Сущность разработанного метода заключается в сравнении изображения структуры анализируемой поверхности с изображениями структур эталонных поверхностей, для которых заранее определены параметры шероховатости по стандартным методикам, например с помощью профилографа. В результате сравнения определяется (с заданной вероятностью) соответствие изображения структуры образцовой поверхности изображению структуры исследуемой поверхности. На основе этого ана- лиза было установлено, что поставленная задача может быть решена с использованием метода согласованной фильтрации. В работе было принято предположение, что входное изображение исследуемой поверхности x(n1, n2) обрабатывается линейной дискретной системой. В этом случае задача идентификации двумерного сигнала определённой формы решается с помощью согласованного с сигналом двумерного пространственного фильтра, отклик которого описывается выражением
∞∞
У ( n l ’ n 2) = ^ 2 u ( k l ’k 2) ^ k l — ( n l — n 01 ), k 2 — ( n 2 — n 02 )], k 1 =—^ k 2 =—^
(1) которое представляет собой двумерную свёртку сигнала u ( k ^ , k 2) и импульсной характеристики фильтра x [ k 1 — ( n — n 0l), k 2 — ( n 2— n 02)] . При этом импульсная характеристика фильтра получается из ожидаемого двумерного сигнала путём его зеркального отражения относительно координатных осей n и n 2 , и смещения отражённого сигнала в сторону исходного на П 01, П 02 отсчётов. Выходной сигнал y ( n1 , n 2) будет пропорционален автокорреляционной функции двумерного входного сигнала и будет достигнуто максимальное отношение сигнала к помехе на выходе фильтра. Разработан метод обработки изображения анализируемой поверхности для получения автокорреляционной функции, представленный на рисунке 1.
При каждом совмещении эталона U ( n , П 2 ) и текущего фрагмента полутонового изображения X ( n , n 2 ) подсчитывается коэффициент корреляции по известной формуле [6].
Л 1— 1 у н
ZZ ( m ( n l ’ n 2 ) — m u ) - ( xnn l — k l ’ n 2 — k 2 ) — m x ) r xy ( k l ’ k 2 ) = --------------------------------------------,
0 - ° 2
где ( n , n 2 ) индексы элементов эталонного окна, ( k 1 , k 2) - координаты эталона внутри зоны поиска K 1 х K 2, а < 7 1 и < 7 "2 - средние квадратические отклонения величин u ( n 1 , n 2 ) и X ( n 1 , n 2 ) от их математических ожиданий mu и mx соответственно. Закончив вычисление коэффициентов корреляции в первой полосе, задаётся следующая полоса того же формата, что и предыдущая, но смещённая вниз на один пиксель. В этой полосе по центру задаётся новый эталон с теми же размерами, что и предыдущий, и выполняются те же самые действия и.т.д. После обработки всего изображения в запоминающем устройстве будет сформирована матрица M 1 х M 2 коэффициентов корреляции или двумерная автокорреляционная функция. Анализируя выражение (2), можно отметить, что его числитель и знаменатель представляют из себя суммы произведений сигналов x ( n 1 , n 2) и u ( n 1 , n 2) . Следовательно, эти сигналы будут подвержены мультипликативному воздействию функции влияния f зл ( Д ф , д а ).
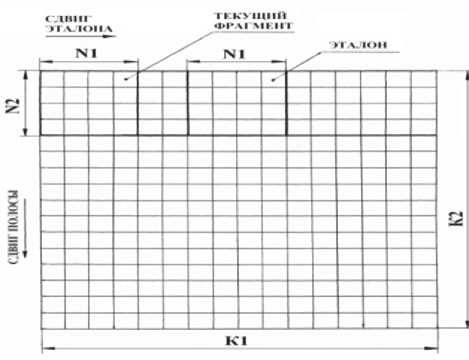
Рис. 1. Схема перемещения эталона
2 ^« п ^, П 2 ) — m, ) - f.„ ( Д Ф ,Д а ) - ( x ( ^— k l, П 2 — k J — m , ) - f ( Д ф ,д а ) r" (A’ k 2) = o l - f . ( Д Ф, Да ) О 2 - f , ( Д Ф .Д а ) '
Как видно из приведённого выражения, его структура соответствует структуре выражения (1) и функции влияния сокращаются. Следовательно, функцию (3) можно рассматривать как частный случай отношения (1) и утверждать, что она обладает искомым компенсационным свойством для устранения дополнительной погрешности, возникающей при оценке параметров микрорельефа непосредственно по видеосигналу, не требуя при этом введения дополнительной аппаратуры.
МЕТОДЫ ИССЛЕДОВАНИЯ
В исходном полутоновом кадре формата K 1 х K 2 пикселей, начиная с первой строки, выделяется полоса шириной в N 2 пикселей. По центру этой полосы задаётся эталон размером N 1 х N 2 пикселей. Затем эталон, начиная с крайней левой позиции, перемещается по выделенной полосе с шагом в 1 пиксель.
Для проведения исследований поверхности деталей взлетно-посадочных устройств был разработан переносной оптико-электронный комплекс для бесконтактного контроля геометрии, размеров и качества поверхности различных деталей в режиме 2D, представленный на рис.2. Комплекс обеспечен ноутбуком ( персональным компьютером), для которого в процес- се исследования разрабатывались специальные алгоритмы и программы. В качестве видеокамеры использовалась камера DIGITAL CAMERA Computar ZC-F11CH3, на выходе которой формировались чёрно-белые изображения заданного формата.
Мощность светового потока, падающего на исследуемую поверхность, в проведённых исследованиях изменялась варьированием напряжения питания лампы накаливания мощностью P = 60 Вт и U = 36 В . Питание подавалось от стабилизированного источника постоянного напряжения. Измерение освещённости исследуемой поверхности производилось люксметром марки 1016М, который располагался перпендикулярно падающему световому потоку . При этом площадь светового пятна на поверхности люксметра составляла S =0,00126 м2 . Мощность светового потока Ф (в люменах) определялась с помощью известного соотношения Ф = E·S , где E – освещённость, измеряемая в люксах.
Исследования структуры поверхности производилось после дробеструйной обработки деталей из титанового сплава ВТ8 на станках с ЧПУ. Деталь может не сниматься со станка или находиться рядом на столике, переносная видеокамера устанавливается на магнитной опоре над измеряемой поверхностью. Видеокамера передает цифровой сигнал в программный комплекс, который обрабатывает полученный сигнал определяя основные параметры структуры поверхности: среднюю амплитуду автокорреляционной функции Аср, средний шаг автокорреляционной функции Тср и их ошибки. Для сравнения результатов измерения структуры оптическим комплексом , изготавливались образцы –свидетели, которые обрабатывались на станке с ЧПУ с различными режимами дро- беструйной обработки. Затем на образцах-свидетелях определялись стандартные параметры шероховатости поверхности на профилографе модели SJ - 201P.. Найденные значения среднеарифметического отклонения профиля представляют собой средние значения, вычисленные по 10 измерениям для каждого образца. Затем определялись структурные параметры с помощью оптико-электронной системы. Анализируемая поверхность эталонных образцов имела размер 3 X 2,5мм, что соответствовало от 800 до 1000 профилей. Световой поток мощностью 600.10–3 лм падал на исследуемую поверхность под углом 45°. Формат видеокадра, записываемого в память компьютера, составлял 320 х 240 пикселей.
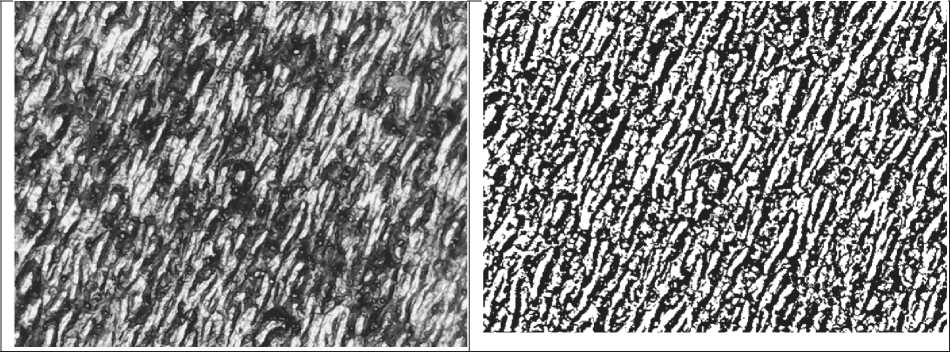
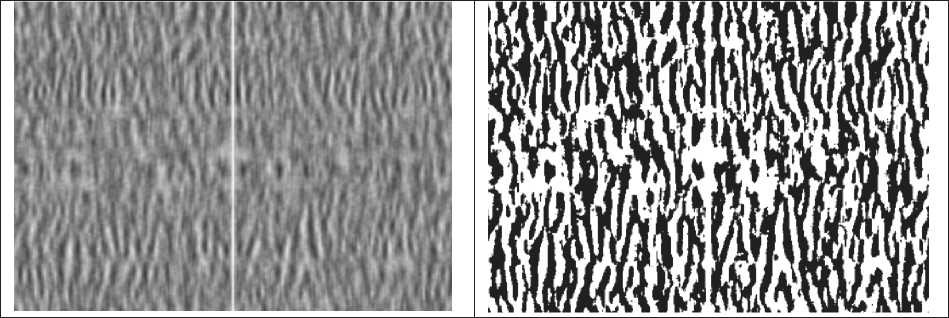
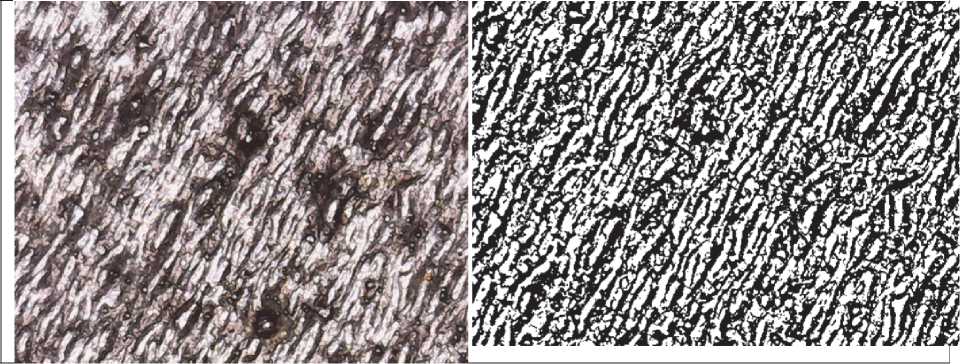
На рисунке 3 показана последовательность определения структурных параметров поверхности в следующим порядке: на реальной поверхности выделялся анализируемый участок (рис. 3а), затем, применяя разработанную методику, преобразуем реальную поверхность в бинарное изображение (рис. 3б) , применяя сканирующую методику движения эталона получаем реальную корреляционную поверхность (рис. 3в) и ее бинарное поле (рис. 3г). Производится статистический анализ полученных результатов, и определяются параметры структуры поверхности.
Программа построена таким образом, что можно построить корреляционный профиль (рис. 4), который чем-то напоминает профилограмму поверхности.
На структурные параметры поверхности оказывает большое влияние скорость дроби в факеле дробеструйной обработки. На рис. 5 показана методика определения структурных параметров поверхности при Vш =70 м/с

Рис. 2. Оптико-электронный комплекс для измерения параметров структуры сложных поверхностей деталей взлетно-посадочных устройств
а б
в
г
Рис. 3. Параметры структуры поверхности образца – свидетеля обработанного дробью диаметром 0,6 мм с режимами: скорость движения шариков в факеле Vш =60 м/с, время обработки т = 5- 20 мин, а –электронная фотография, б – бинарное изображение, в – корреляционное изображение, г – бинарное корреляционное изображение
На рис. 6 показаны корреляграммы поверхности образцовm обработанных дробью.
В этом случае можно предложить следующий общий алгоритм оценки микрогеометрии по параметрам структуры.
-
1. Для измеряемой шероховатости промышленного изделия изготавливаются по той же самой технологии образцы- свидетели поверхности с различной шероховатостью, определяемой стандартными, ГОСТовскими методами с помощью образцового средства измерения.
-
2. С помощью оптико-электронного измерительного средства формируются изображения образцовых поверхностей полученных поверхностей, по ним вычисляются корреляционные функции и строится аналитическая зависимость Ra = f ( Аср), Ra = f ( Тср)
-
4. Для заданной вероятности распознавания строится доверительный интервал I p = f (Аср), I p = f ( Тср), в который попадает случайная величина Аср и Тср.
-
5. Для анализируемой поверхности с неизвестной шероховатостью, сформированной по той же самой технологии, с помощью
-
6. Используя полученные зависимости Ra = f (А ср ) и I p = f (А ср ),
оптико-электронного измерительного средства формируется изображение поверхно- сти и определяется Аср и Тср корреляционной функции.
Ra = f (Тср) и I p = f (Тср) определяются Ra, Ramin, Ramax.
По результатам структурного анализа эта- лонов шероховатости поверхности после дробеструйной обработки получены зависимости по влиянию параметров структуры Аср и Тср на параметр Ra поверхности. Отмеченное обстоятельство объясняется возрастающим влиянием регулярной компоненты в формировании микрорельефа исследуемых поверхностей.
Полученные зависимости Ra = f(Аср) могут быть аналитически представлены выражениями вида Ra = К . Аср – В.
В частности, для проведенных исследований по дробеструйной обработке аналитическое выражение будет иметь вид:
Ra = 0,12 . Аср – 1,4 ,мкм; (4) Rz = Тср2 / 8 . rш мкм. (5)
|
Коррелярограммы поверхности |
Параметры структуры |
|
А 1.0 ■■ |о.75" 0.25 е го 0 ---------------1---------------1---------------1---------------1---------------1---------------1---------------1---------------1---------------1---------------1---------------1---------------1---------------> 0 40 80 120 160 200 240 280 320 360 400 440 480 пиксели |
А ср = 19,8 Т ср =14,3 ПК или Т ср =71,5мкм |
|
1 |
|
|
А гНМйЙйШ# Q --------------1-------------1-------------:-------------1-------------1-------------:-------------1-------------1-------------:-------------1-------------:-------------1-------------5 0 40 80 120 160 200 240 280 320 360 400 440 480 пиксели |
А ср = 20,5 Т ср =16,7 ПК или Т ср =83,5мкм |
|
2 Л ’r ANMVjw^ ° 0 40 80 120 160 200 240 280 320 360 400 440 480 пиксели |
А ср = 22 Т ср =20,8 ПК или Тср =104 мкм |
|
3 |
А ср = 23,2
ТС р =25,0 ПК или
Тср =125 мкм
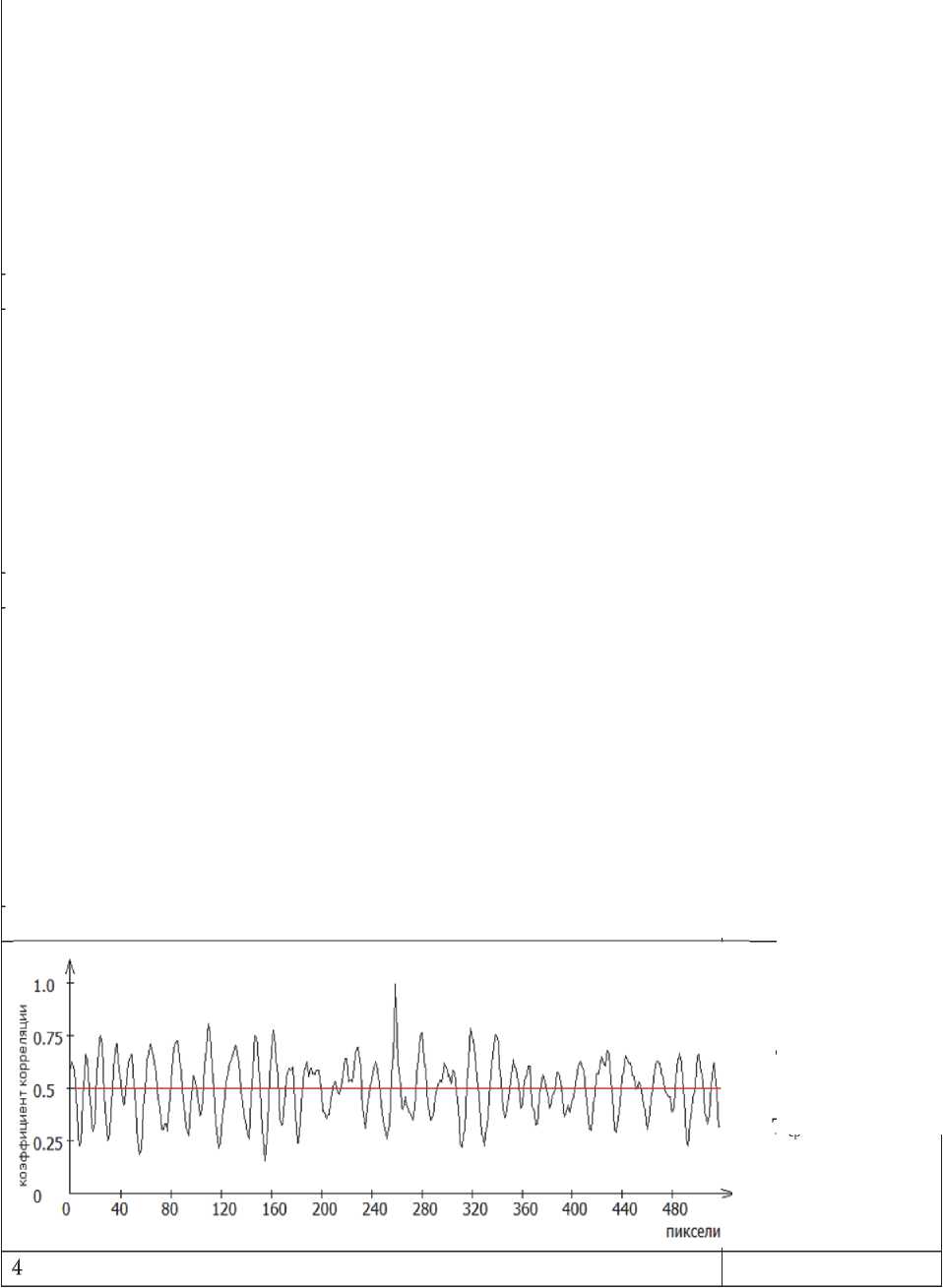
Рис. 4. Коррелялограммы поверхности образцов-свидетелей после дробеструйной обработки шариками d= 0,6 мм со скоростью движения шариков в факеле Vш =60 м/с с режимами τ = 20 мин (1), τ = 15 мин (2), τ = 10 мин (3), τ = 5 мин (4)
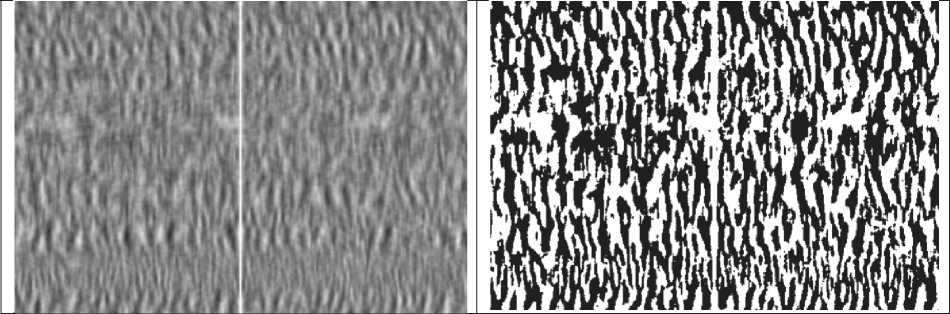
в г
Рис. 5. Параметры структуры поверхности образца – свидетеля обработанного дробью диаметром 0,6 мм с режимами: скорость движения шариков в факеле Vш =70 м/с , время обработки τ = 5- 20 мин, а – электронная фотография, б – бинарное изображение, в – корреляционное изображение, г – бинарное корреляционное изображение
Подставив экспериментальные значения в аналитические зависимости, получим значения Ra, приведенные в табл.1
Для сравнения результатов расчета по формулам 1 и 2 .нужно преобразовать параметр Rz
-
в Ra = Rz / 4 мкм
Анализ полученных зависимостей также показал, что для поверхностей с дробеструйной обработкой наблюдается повышение параметра Ra при увеличении скорости шариков с факеле
Таблица 1. Параметры обработки
|
Параметры структуры поверхности |
||||
|
А ср |
Ra, мкм |
Т ср , ПК |
Т ср , мкм |
Rz, мкм |
|
Скорость движения шариков в факеле Vш =60 м/с |
||||
|
19,8 |
0.96 |
14,3 |
71,5 |
4,16 |
|
22,5 |
1,3 |
16,7 |
83,5 |
5.68 |
|
26,0 |
1.72 |
20,8 |
94,0 |
7,2 |
|
28,2 |
1.98 |
22 |
110,0 |
9,6 |
|
Скорость движения шариков в факеле V ш =70 м/с |
||||
|
17,8 |
0,74 |
11,7 |
61,4 |
3,08 |
|
19,2 |
0,91 |
12,4 |
68,5 |
3,84 |
|
20,3 |
1,04 |
13,5 |
72,5 |
4,28 |
|
21,4 |
1,2 |
16,7 |
81,5 |
4,92 |
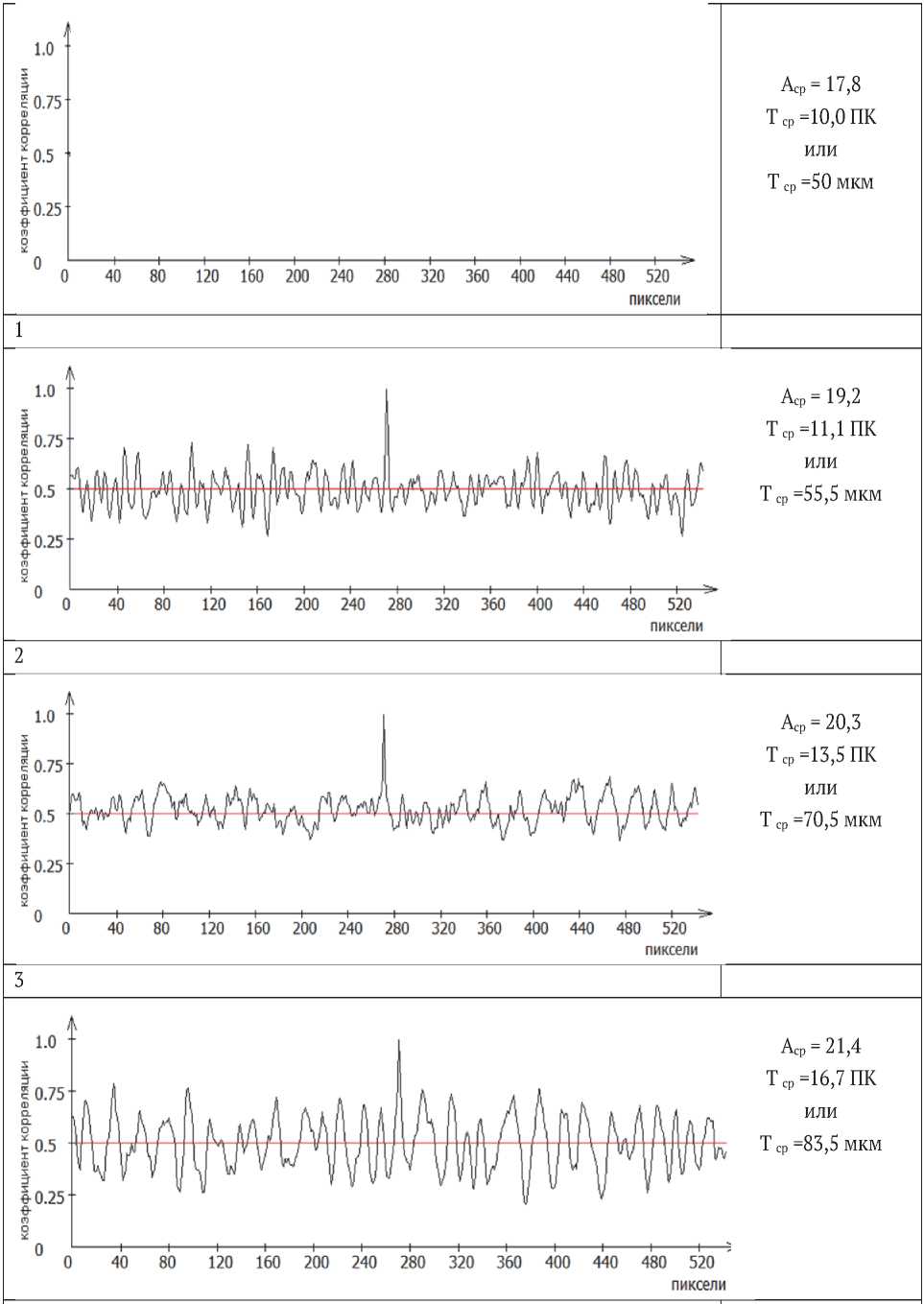
Рис. 6. Коррелялограммы поверхности образцов-свидетелей после дробеструйной обработки шариками d= 0,6 мм со скоростью движения шариков в факеле Vш =70 м/с с режимами τ = 20 мин (1), τ = 15 мин (2), τ = 10 мин (3), τ = 5 мин (4)
|
1 |
|
|
^WWV vyvywvvV |
дробеструйной установке и снижение параметров структуры А ср .и Т ср . при увеличении времени обработки. Отмеченное обстоятельство объясняется возрастающим влиянием регулярной компоненты в формировании микрорельефа исследуемых поверхностей.
Список литературы Исследование структуры сложных поверхностей деталей после дробеструйной обработки
- Сойфер, В.А. Анализ и распознавание наномасштабных изображенй: Традиционные подходы и новые постановки задач / В,А.Сойфер, А.В. Куприянов. – 2011. – Т. 35-2. – С. 136-134.
- Баврина, А.Е. Исследование фотограмитрических изображений с помощью матриц вероятномтного распределения яркости / А.Ю. Баврина, Н.Ю. Ильясова, А.В. Куприянов, А.Г. Храмов // Компьтерная оптика. – 2002. – № 23. – С. 62-65.
- Пластинин, А.И. Разработка методов формирования цветотекстурных признаков для анализа биомедицинских изображений / А.И. Пластинин, А.В. Куприянов, Н,Ю. Ильясова // Комьютерная оптика. – 2007.- – Т. 31-2. – С. 82-85.
- Yaйтхаус Д. Metrology of surfaces. Principles of industrial methods and devices, 2009, p 472.
- Garlock Bearings, Inc. (1987), «DU SelfLubricating Bearings», Catalog 781С, Thorofare, New Jersey.
- Constantinou M.C., Whittaker, A.S., Kalpakidis, Y. et al. (2007) ”Performance of Seismic Isolation Hardware under Service and Seismic Loading”, Report MCEER07, State of California Department of Transportation Project 65A0174
- Дунин-Барковский, И. В. Измерения и анализ шероховатости, волнистости и некруглости поверхности / И. В. Дунин-Барковский, А.Н. Карташова. – М.: Машиностроение, 1978. – 232 с.
- Суслов, А.Г. Назначение, обозначение и контроль параметров шероховатости поверхностей деталей машин / А.Г. Суслов, И.М. Корсакова. – М.: МГИУ, 2010. – 111с.
- Линник В.П. Прибор для интерференционного исследования микропрофиля поверхности “микро-профилометр” / В.П. Линник // Докл. АН СССР. – 1945. – Т. 49. – № 9. – С. 656-657.
- Абрамов, А.Д. Оценка параметров микрорельефа поверхностей деталей машин на основе квазиоптимальных корреляционных алгоритмов / А.Д. Абрамов, Н.В. Носов // Вестник компьютерных и информационных технологий. – 2016. – № 9. – С. 19-25.
- Патент 413179 РФ, МПК G01В 11/30 (2006/01), G01N 21/93(2006/01). Способ контроля шероховатости поверхности изделий / А.Д. Абрамов, А.И. Никонов, Н.В. Носов - № 2009109452; Заявл.16.03.2009; Опубл. 27.09.2010, бюл. № 6.
