Исследование свойств латунного электрода-инструмента при обработке титана

Автор: Оглезнев Никита Дмитриевич, Абляз Тимур Ризович, Ханов Алмаз Муллаянович
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Общие проблемы машиностроения
Статья в выпуске: 1-2 т.14, 2012 года.
Бесплатный доступ
В работе рассмотрены структура и свойства латунного электрода при его прямом и обратном подключении в процессе электроэрозионной обработки титана. Исследовано изменение структуры электродов и их микротвердость.
Электроэрозионная обработка, электрод-инструмент, изменение структуры, микротвердость
Короткий адрес: https://sciup.org/148200611
IDR: 148200611 | УДК: 621.923.74-408
Research the properties of brass electrode-tool at processing of titanium
In work structure and properties of brass electrode at its direct and reverse connection in the process of electroerosive processing of titanium are considered. Structural change of electrodes and their microhardness is investigated.
Текст научной статьи Исследование свойств латунного электрода-инструмента при обработке титана
Одним из наиболее распространенных материалов применяющихся в машиностроении является титан. Титан обладает высокой коррозионной стойкостью и жаропрочностью, благодаря чему его применение незаменимо в авиастроении, судостроении и медицине [1, 2]. Одним из эффективных способов обработки заготовок из титана является электроэрозион-ная обработка (ЭЭО). Метод ЭЭО заключается в том, что под действием импульсов тока происходит расплавление и испарение металла, а под действием гидродинамических сил, возникающих в рабочей жидкости, частицы металла выбрасываются из зоны разрядов[3]. Качество обработанной поверхности после ЭЭО характеризуется степенью шероховатости и глубиной дефектного слоя. Дефектный слой образуется на рабочих поверхностях обрабатываемого изделия и электрода-инструмента. Это обуславливается тем, что поверхностный слой материала обрабатываемой заготовки подвергается интенсивному термическому воздействию. Выделяют 5 зон поверхностного слоя материала после электроэрозионной обработки (рис.1) [4, 5].
Обработка титана на ЭЭ станке может осуществляться двумя способами: по схеме подключения электродов на прямой полярности, когда инструмент подключен к «-» источника, и на обратной полярности, когда к «-» источника подключена заготовка. В настоящее время проблема изменения свойств электрода-инструмента в процессе ЭЭО титана при использовании разных полярностей мало изучено.
Оглезнев Никита Дмитриевич, аспирант Абляз Тимур Ризович, аспирант
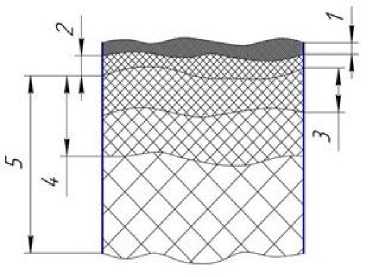
Рис. 1. Схематическое расположение зон поверхностного слоя заготовки после ЭЭО: 1 – зона насыщения элементами рабочей жидкости; 2 – зона отложения материала электрода-инструмента; 3 – белый слой, образованный из расплавленного материала заготовки; 4 – зона термического влияния; 5 – зона пластической деформации
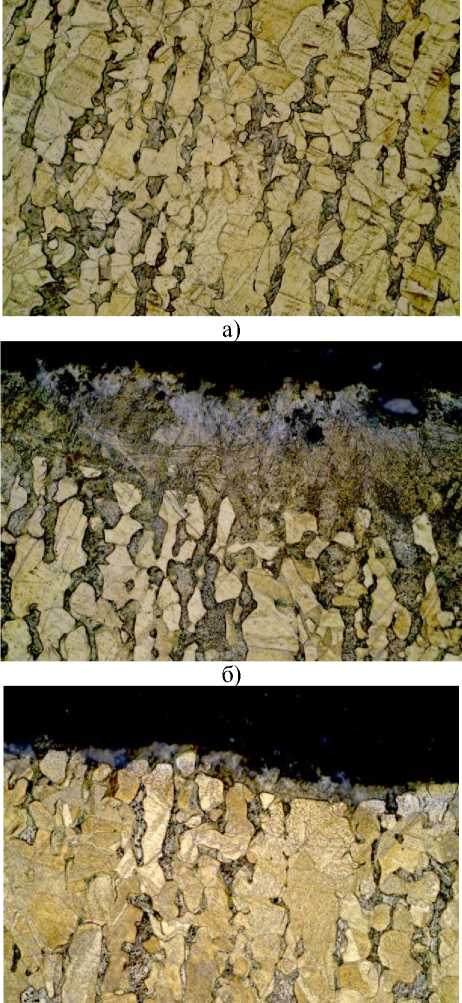
В работе проведено исследование структуры и свойств латунного электрода-инструмента после обработки титана при использовании разных полярностей. Определены зависимости изменения микротвердости поверхностного слоя титана после его ЭЭО при использовании разных полярностей. Обработка заготовки производилась с помощью прошивного электроэрозион-ного станка Electronica Smart CNC. Режимы работы приведены в табл. 1. Электрод-инструмент с диаметром рабочей части 10 мм выполнен из латуни марки ЛС 59-1 с микротвердостью Н 20 2000 МПа. Структура ЭИ до обработки представлена на рис. 2а.
Таблица 1. Режимы электроэрозионной обработки
|
Параметры |
т on , мкс |
T off , мкс |
I, А |
U, В |
E pol |
|
режим 1 |
50 |
32 |
6 |
50 |
+ |
|
режим 2 |
50 |
32 |
6 |
50 |
- |
В качестве заготовки использовалась титановая пластина сплава ВТ 1 толщиной 6 мм. В качестве рабочей жидкости использовалось масло EDMOil IPOLSEO 450. Микротвердость материалов исследовалась на приборе ПМТ-3 при нагрузке 20 г. После обработки был измерен износ ЭИ и заготовки. По полученным даннымпроизведено вычисление относительного износа инструмента:
Y = ин ∙ 100 , з где h ин – линейный износ инструмента, мкм, h з – линейный износ заготовки, мкм [4].
Диаметральные размеры получившихся отверстий при обработке титана на разных полярностях получились одинаковыми и равны 10,5 мм. В обоих случаях величина разбивки отверстия составила 0,5 мм. Можно установить, что полярность подключения электродов не влияет на диаметральный размер прожигаемого отверстия. Глубина отверстия после обработки на прямой полярности составила 5 мм, а при обработке на обратной – 1 мм. Износ электродов составил соответственно 1,5 мм и 6 мм. Таким образом, при прямом подключении относительный износ электрода составляет 30%, а при обратном – 60%. Больший износ электрода при обратном включении связан с процессом эрозии самого электрода интенсивнее, чем эрозии титана. Микротвердость электродов в обоих случаях понизилась до 1000 МПа, что закономерно вызвано отпуском сплава при омическом нагреве. Размеры зерен латунного электрода при обратном включении увеличились в 2 раза, очевидно, температура в данном случае была выше температуры возникающей при прямом подключении электродов (рис. 2).
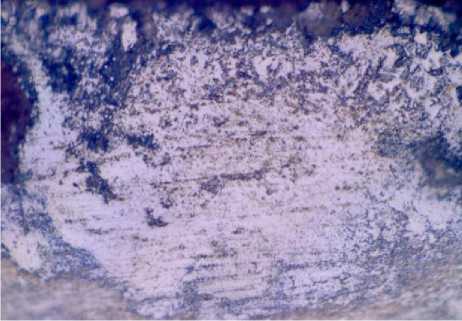
В структуре лунок, полученных при эрозии титана, различимы зона насыщения элементами рабочей жидкости, зона легирования материалом электрода, зона расплавления (белый слой) и далее – основа материала (рис. 3). Исследование структуры лунок показали, что при прямом подключении электрода ширина слоя, где произошли структурные изменения, составила примерно 30-60 мкм, что примерно в 2-3 раза больше, чем в образце при обратном подключении (рис. 3 а, б).
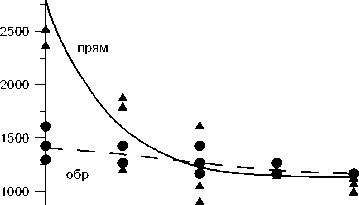
При ЭЭО формируется ударная волна мощностью до сотен атм. [5]. Исследована зона пластического деформирования титановых заготовок при ЭЭО с помощью микродюро-метрического анализа вглубь от границы реза. Установлено, что глубина зоны упрочнения при прямом и обратном включении составляет примерно 120 мкм (рис. 4).
в)
Рис. 2. Структура латунного электрода, х 500, а – в исходном состоянии, б – после обработки титана при прямом включении, в – после обработки титана при обратном включении
а)

б)
Рис. 3. Структура титана в зоне обработки, х 1000, а – после обработки при прямом включении, б – после обработки при обратном вклю- чении
Однако микротвердость в зоне лунок при обратном включении была значительно меньше, чем при прямом включении, 1400 и 2600 МПа, соответственно. Самые высокие значения микротвердости на границе реза обусловлены легированием титана элементами электрода (медью и оловом) и взаимодействием титана с углеродными составляющими жидкой среды [6]. Зона пластического деформирования титана при прямом подключении располагается на глубине 30-120 мкм. Обратное подключение не приводит к увеличению микротвердости титана за счет пластического деформирования.
Выводы: в результате исследований установлено, что прямое подключение электрода при резании титана значительно более эффективно, так как при обратном подключении энергия импульса тока преобразуется в основном в тепловую, расходуемую на расплавление и эрозию самого электрода, при этом относительный износ электрода становится выше, интенсивность ударной волны газовой полости значительно уменьшается и снижает эффективность работы инструмента.
HV. МПа
3500 ——i
0 50 100 150 200 250
h, МКМ
Рис. 4. Микротвердость титана вглубь от границы разреза при прямом (▲) и обратном (•) подключении
Список литературы Исследование свойств латунного электрода-инструмента при обработке титана
- Солнцев, Б.П. Материаловедение. -М.: Химиздат, 2007. 784 с.
- Журин, А.В. Методы расчета технологических параметров и электродов-инструментов при электроэрозионной обработке: дисс. канд. техн. наук.-Тула, 2005. 132 с.
- Серебреницкий, П.П. Современные электроэрозионные технологии и оборудование: учебное пособие. -СПб.: Балт. гос. техн. ун-т, 2007. 228 с.
- Артамонов, Б.А. Анализ моделей процессов электрохимической и электроэрозионной обработки. Часть II/Б.А. Артамонов, Ю.С. Волков. -М.: ВНИПИ, 1991. 144 с.
- Фотеев, Н.К. Технология электроэрозионной обработки. -М.: Машиностроение, 1980. 184 с.
- Абляз, Т.Р. Изучение изменения свойств электродов в зависимости от режимов проволочно-вырезной электроэрозионной обработки//Вестник ПГТУ. Машиностроение, материаловедение. Т. 13. № 1. С. 87-93.
