Исследование свойств отработанного катализатора крекинга углеводородов нефти

Автор: Козловская Инна Юрьевна, Марцуль Владимир Николаевич
Журнал: Вестник Витебского государственного технологического университета @vestnik-vstu
Рубрика: Химическая технология и экология
Статья в выпуске: 2 (19), 2010 года.
Бесплатный доступ
В работе были проведены исследования свойств исходного и отработанного цеолитсодержащего катализатора крекинга углеводородов нефти. Сравнительный анализ показал, что в процессе крекинга происходит изменение структуры и элементного состава катализатора. Определены сорбционная способность катализатора по ионам меди и железа, удельная поверхность исходного и отработанного катализатора. Полученные данные свидетельствуют о возможности использования отработанного катализатора для связывания, ограничения подвижности тяжелых металлов в почве и осадках сточных вод.
Катализатор, отработанный катализатор, нефть, углеводороды нефти, крекинг углеводородов, цеолитсодержащие катализаторы, переработка нефти, каталитический крекинг, исходные катализаторы, состав катализаторов, структура катализаторов, свойства катализаторов, физико-химические свойства, сорбционные свойства
Короткий адрес: https://sciup.org/142184652
IDR: 142184652
Studying the properties of the spent catalyst cracking of petroleum hydrocarbons
In this paper, we studied the properties of the source and spent zeolite catalyst cracking of petroleum hydrocarbons. A comparative analysis showed that in the process of cracking a change in the structure and elemental composition of the catalyst. Determined sorption capacity of the catalyst of copper ions and iron, surface area and the source of spent catalyst. The findings suggest that the possibility of using spent catalyst for binding, limiting the mobility of heavy metals in soil and sewage sludge.
Текст научной статьи Исследование свойств отработанного катализатора крекинга углеводородов нефти
Каталитический крекинг является основным процессом глубокой переработки нефти. Он обеспечивает получение высокооктановых товарных бензинов, а также ценного сырья для нефтехимии. Выход продуктов крекинга и их качество в значительной степени определяются используемым катализатором.
Катализатор крекинга представляет собой композиционный материал, состоящий из матрицы и цеолита, модифицированного ионами редкоземельных элементов. При модификации цеолитов происходит перераспределение кислотных центров и сужаются каналы цеолита за счет отложения в них части оксидов редкоземельных элементов, что обусловливает повышение селективности катализатора [1].
Цеолиты, входящие в состав катализатора, представляют собой кристаллические водные алюмосиликаты, содержащие в качестве катионов элементы I и II групп периодической системы. Они относятся к группе каркасных алюмосиликатов, образованных при сочленении через общие вершины тетраэдров [АlО4]- и [SiО4]- [2]. В катализаторах крекинга наиболее часто используется цеолит типа Y [1], структурная формула которого ближе всего соответствует элементарной ячейке состава ( Ca2+ , Mg2+ , Ln3+)x/n[(AlO2)x(SiO2)y] . wH2O [2]. Структура каналов цеолита Y – трехмерная, каналы имеют параллельные направления [3]. Содержание цеолита в катализаторе составляет от 3 до 25% [4].
В качестве матрицы чаще всего используют специально синтезированные могокомпонентные алюмосиликаты, содержащие 30–45% глинозема, которые имеют минимальную активность, но обладают комплексом свойств, необходимых для обеспечения термической стабильности катализатора [1].
Расход катализатора в процессе каталитического крекинга достигает 2,5 кг/т сырья (в среднем 1,1 кг/т) [4] и определяется его потерями в процессе регенерации. На нефтеперерабатывающих предприятиях ежегодно образуется до нескольких тысяч тонн отработанного катализатора крекинга в год. Он относится к отходам 3-го класса опасности и складируется в отвале производственных отходов, вызывая загрязнение атмосферного воздуха и подземных вод [6].
В ранее выполненных исследованиях показана возможность использования отработанного катализатора в сорбционных процессах извлечения тяжелых металлов из многокомпонентных полиметаллических растворов, в процессах концентрирования благородных металлов, в качестве сорбентов радионуклидов, компонентов битумных и цементных композиций [5], а также для синтеза пористых материалов [7].
Практическое использование отработанного катализатора сдерживается недостаточной изученностью его свойств в сравнении с исходным катализатором и возможностей их направленного изменения. Важными для использования отработанного катализатора являются его сорбционные свойства, химическая и термическая стойкость.
Целью работы было исследование физико-химических свойств исходного и отработанного катализатора крекинга, обоснование новых направлений использования отработанного катализатора и/или возврата в крекинг-процесс.
Объектом исследования в работе был отработанный катализатор, отобранный на ОАО «Мозырский нефтеперерабатывающий завод».
Элементный состав катализатора определяли методом сканирующей электронной микроскопии при увеличении до 1000 крат на сканирующем электронном микроскопе JSM 5610 LV c системой химического анализа EDX JED 2201 JEOL (Япония).
ИК-спектроскопию образцов катализатора проводили на инфракрасном спектрометре TR INFRARED в среде азота и в среде воздуха с охлаждаемым азотом детектором, работающим при низких температурах.
Термогравиметрический анализ проводили на аппарате TGA Standard с программным обеспечением TGA V5.1A. Образцы нагревались в среде азота от 25 до 800 ºС со скоростью 10 ºС/мин в закрытых алюминиевых капсулах.
Определение удельной поверхности катализатора по сорбции азота проводили на приборе NOVA 2200, который позволяет определять удельную поверхность в интервале от 10 до 1000 м2/г.
Сравнительный анализ сорбционных свойств катализатора крекинга проводили по ионам железа и меди. Содержание железа в пробах определяли фотометрически [8], меди – титриметрически и фотометрически в зависимости от концентрации ионов [8, 9].
Результаты исследования состава исходного и отработанного катализатора каталитического крекинга, приведенные в таблице 1, свидетельствуют о том, что в процессе эксплуатации происходит изменение элементного состава катализатора, особенно заметное по изменению содержания алюминия (на 4,4%) и кремния (на 14,8%).
Таблица 1 – Элементный состав исходного и отработанного катализатора каталитического крекинга
|
Элемент |
Содержание, % |
|
|
в исходном катализаторе |
в отработанном катализаторе |
|
|
O |
52,11 |
50,28 |
|
Al |
27,04 |
25,85 |
|
Si |
18,38 |
21,58 |
|
La |
1,29 |
1,22 |
|
Na |
1,18 |
1,07 |
ИК-спектры исходного и отработанного катализатора приведены на рис. 1.
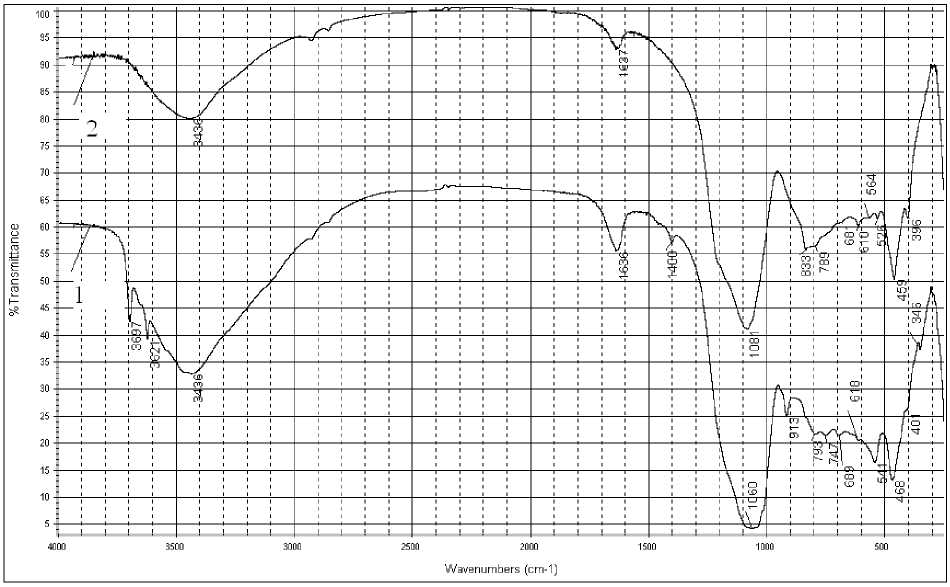
Рисунок 1 – ИК-спектр исходного (1) и отработанного (2) катализатора крекинга
Известно, что на ИК-спектрах цеолитов полосы поглощения отвечают колебаниям связей Si–О , AI–О . Особенно полезна в этом отношения средняя область ИК-спектра (200–1300 см-1), так как именно там находятся полосы поглощения основных колебаний тетраэдров Si–О , AI–О [2]. Наблюдаемые полосы поглощения в этой области спектра можно отнести к двум типам колебаний: 1) колебаниям внутри тетраэдров, являющихся первичными структурными единицами; эти колебания не отражают особенностей структуры цеолита; 2) колебаниям по внешним связям тетраэдров. Второй тип зависит от структуры цеолита, характера сочленения тетраэдров во вторичные структурные единицы, а также в структуры, образующие входные отверстия в полости цеолита.
Спектры отработанного и исходного катализатора имеют существенные отличия в области спектра 3500–3700 см-1. Cпектры катализатора в области 200–1300 см-1 также различаются, но общий вид их соответствует ИК-спектру цеолита Y [2].
Результаты ИК-спектроскопии свидетельствуют об изменениях как в структуре цеолитовой составляющей катализатора, так и изменениях в связях цеолита с алюмосиликатной матрицей.
Результаты термогравиметрического анализа проб исходного катализатора представлены на рисунке 2. Анализ проводился для двух образцов катализатора, отобранных в 2009 и 2010 гг.
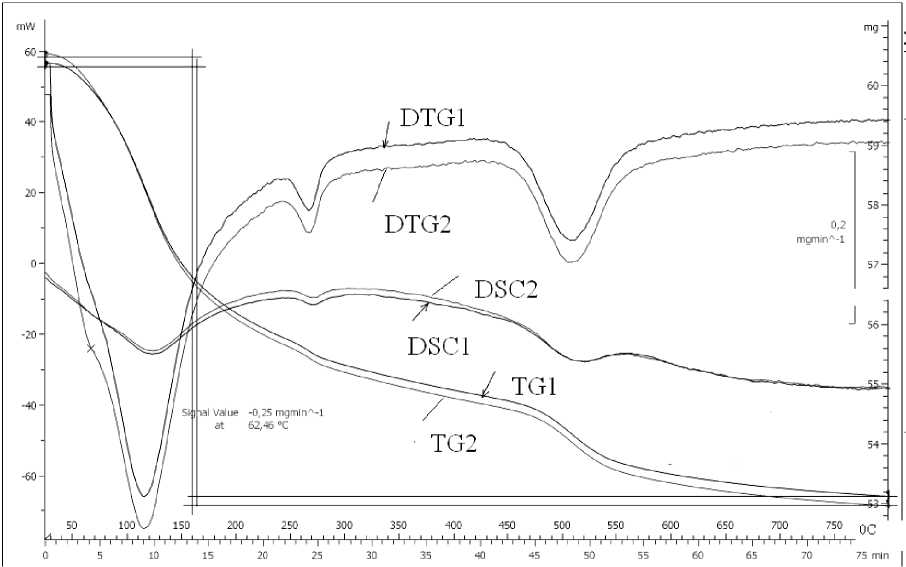
Рисунок 2 – Кривые термогравиметриче с кого анализа исходн о го катализатора крекинга
Кривые термогравиметрического анализа для отработанного катализатора приведены на рисунке 3.
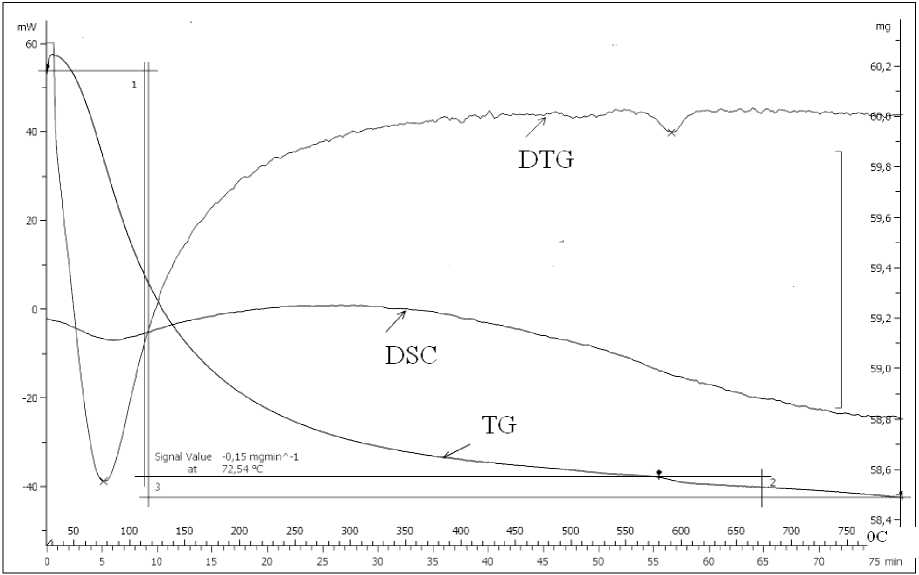
Рисунок 3 – Кривые термогравиметрического анализа отработанного катализатора к рекинга
Дифференциальные кривые DTG1 и DTG2 показывают ск о рость изменения массы образцов при изменении температу р ы. Горизонтальный участок кривой на термограммах соответствует полному поглощению поступающег о тепла образцом.
Наибольшая потеря массы для обеих проб исходного катализатора (около 7,9%) наблюдается в диапазоне температур 50–250°С, она связана с удалением гигроскопичной влаги. В диапазоне температур 450 – 550°С потеря массы равна 1,9% и, вероятно, связана с удалением воды из аморфной алюмосиликатной матрицы. Для диапазона 240 – 300°С изменение массы составляет 0,8%. Общая потеря массы исходного катализатора в диапазоне температур 20 – 800 °С составляет 12%.
Кривая DTG для отработанного катализатора свидетельствует о том, что в процессе использования и периодической регенерации, которая протекает при температуре 650–750°С, из катализатора удаляется связанная вода. Для отработанного катализатора характерна небольшая потеря массы (2,8%), причем 2,6% воды теряется в диапазоне температур 50–250°С, остальное – при 450–550 °С.
Кривые DSC1 и DSC2 отражают тепловые эффекты, наблюдаемые при нагревании исследуемых образцов и свидетельствуют о преобладании эндотермических процессов дегидратации исследуемых материалов.
Значения величины удельной поверхности для исходного и отработанного катализатора отличаются несущественно: для исходного катализатора – 54 м2/г, для отработанного – 64 м2/г.
Сравнительный анализ сорбционных свойств исходного и отработанного катализатора крекинга проводили по ионам железа и меди. Установлено, что полная сорбционная емкость отработанного катализатора по ионам железа в диапазоне концентраций до 100 мг/л не превышает 15 мг/г [6]. Величина полной сорбционной емкости для исходного катализатора в диапазоне концентраций до 100 мг/л составляет 18 мг/г. Это отличие, возможно, связано с изменением пористой структуры катализатора и концентрации активных центров.
Важным для практического использования отработанного катализатора в качестве сорбента является его способность выдерживать определенное количество циклов сорбции-регенерации. В работе рассмотрены различные варианты регенерации катализатора после сорбции. В качестве регенерирующих растворов использовали растворы соляной и серной кислот различных концентраций. Установлено, что при регенерации растворами кислот из сорбента практически полностью удаляются сорбированные ионы металлов. Однако при обработке серной кислотой из отработанного катализатора в определенном диапазоне концентраций кислоты удаляется до 34,6% алюминия. Масса катализатора при обработке растворами серной кислотой снижается на 33% за счет образования геля. Содержание алюминия в образцах при добавлении соляной кислоты уменьшается на 0,9 и 2,2% в зависимости от концентрации кислоты. Поэтому отработанный катализатор более целесообразно использовать для связывания и ограничения подвижности тяжелых металлов в почве и осадках сточных вод.
Для переработки отработанного катализатора интерес представляет обработка растворами сильных щелочей. Обработка щелочами может быть использована для разделения катализатора на цеолит и алюмосиликатную матрицу. Сравнение элементного состава катализатора до и после обработки концентрированным раствором гидроксида натрия свидетельствует о том, что при щелочной обработке содержание алюминия в пробе в среднем снижается на 33%, кремния – на 44 %, что связано с образованием алюмо-и силикагелей.
Сравнение результатов обработки отработанного катализатора растворами серной кислоты и гидроксида натрия показывает, что количество алюминия, удаляемого из твердой фазы, в обоих случаях примерно одинаково и, вероятно, объясняется его переходом в раствор преимущественно из аморфной алюмосиликатной матрицы.
Таким образом, в работе установлено, что в процессе крекинга происходит изменение структуры и элементного состава катализатора, что отражается на сорбционных свойствах. Однако остаточная сорбционная емкость отработанного катализатора позволяет его использовать для очистки сточных вод от ионов тяжелых металлов. Так как регенерация отработанного катализатора после использования в качестве сорбента затруднена вследствие значительной потери массы в результате растворения алюминия, то его целесообразно использовать для ограничения подвижности тяжелых металлов в почве и осадках сточных вод.
Список литературы Исследование свойств отработанного катализатора крекинга углеводородов нефти
- Доронин, В. П. Химический дизайн катализаторов крекинга/В. П. Доронин, Т. П. Сорокина//Рос. хим. ж. -2007. -Т LI, № 4. -С.23 -28.
- Брек, Д. Цеолитовые молекулярные сита/Д. Брек. -Москва: Мир, 1976. -782 с.
- Пигузова, Л. И. Высококремнеземные цеолиты и их применение в нефтепереработке и нефтехимии/Л. И. Пигузова. -Москва: Химия, 1974. -176 с.
- Мановян, А. К. Технология переработки природных энергоносителей/А. К. Мановян. -Москва: Колоc, 2004. -456 с.
- Поконова, Ю. В. Технология многоцелевой утилизации отработанных цеолитов нефтепереработки/Ю. В. Поконова, М. С. Олейник//Санкт-Петербургский государственный техн. университет -2007. -Т. 84, № 6. -С.309-316.
- Козловская, И. Ю. Свойства отработанного катализатора каталитического крекинга и возможности его применения для сорбционной очистки сточных вод/И. Ю. Козловская, В. Н. Марцуль//Труды БГТУ. Сер. III Химия и технология неорган. в-в. -2010. -Вып. XVIII. -C.127-130.
- Комаров, В. С. Синтез пористых материалов на основе отработанных цеолитсодержащих адсорбентов и катализаторов/В. С. Комаров [и др.]//Весцi Акадэмii навук Беларусi. -2004. -№ 4. -С.10-14.
- Лурье, Ю. Ю. Химический анализ производственных сточных вод/Ю. Ю. Лурье, А. И. Рыбникова. -Москва: Химия, 1974. -336 с.
- Шарло, Г. Методы аналитической химии. Количественный анализ неорганических соединений/Г. Шарло. -Москва: Химия, 1965. -976 с.
