Исследование температурных процессов при абразивной обработке резиновых покрытий

Автор: Трофимов Е.О., Шингель Л.П.
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Общие проблемы машиностроения
Статья в выпуске: 1-3 т.13, 2011 года.
Бесплатный доступ
Предложена модель абразивной обработки резинового теплозащитного покрытия с оценкой температурных условий, которые могут быть использованы при выборе как обрабатывающего инструмента, так и режимов механической обработки.
Механическая обработка, резиновое теплозащитное покрытие, температура, абразивный инструмент, усилие прижима
Короткий адрес: https://sciup.org/148199700
IDR: 148199700 | УДК: 621.454.3:628
Research of temperature processes at abrasive processing the rubber coverings
The model of abrasive processing the rubber heat-shielding covering with estimation of tem-perature conditions which can be used at a choice both processing tool, and machining modes is offered.
Текст научной статьи Исследование температурных процессов при абразивной обработке резиновых покрытий
Одним из методов придания необходимых форм и параметров шероховатости резиновых теплозащитных покрытий является механическая обработка при помощи абразивного инструмента. В качестве инструмента для обработки резин использовался абразивный круг ПП180х20х3216А50НСТ1БУ30 со следующими характеристиками: размер зерен абразивного круга – 0,5-0,63 мм; модуль упругости Е – 35 ГПа; теплоемкость С – 930 Дж/(кг∙к); коэффициент теплопроводности λ – 20 Вт/(м∙к); коэффициент Пуассона µ – 0,3. В качестве обрабатываемого материала рассмотрена каландрованная резиновая смесь 51-2180 на основе каучука марки СКЭПТ-40НТ со следующими физико-механическими показателями: модуль упругости Е – 50 МПа; коэффициент Пуассона µ – 0,46; разрушающие напряжение при растяжении σ – 4 МПа; теплоемкость С – 1900 Дж/(кг∙к); коэффициент теплопроводности λ – 0,12 Вт/(м∙к). Для оценки температурных процессов при абразивной обработке применялась расчетная схема, показанная на рис. 1.
Абразивное зерно, изображенное треугольником, при обработке движется по покрытию, работа сил трения приводит к появлению теплового потока, обозначенному на рис. 1 как h . Стрелками показаны тепловые потоки, вызванные охлаждением, как абразивного инструмента, так и самого покрытия. Коэффициент теплоотдачи при этом принимается К т =130 вт/(м∙к).
Необходимо отметить, что при механической обработке абразивным кругом абразивное
зерно контактирует с обрабатываемым покрытием только в небольшой промежуток времени. При скорости вращения круга 480 об/мин время взаимодействия зерна с покрытием составляет 0,0083 сек, время одного оборота абразивного круга 0,125 сек. Таким образом в области контакта зерна с резиной в течение 0,0083 сек выделяется тепловая мощность, равная P = σv , где σ – напряжение, вызванное силой контактного трения, σ = 11,3 МПа (максимальное значение силы трения при контакте), v = 4,52 м/с – окружная скорость абразивного круга.
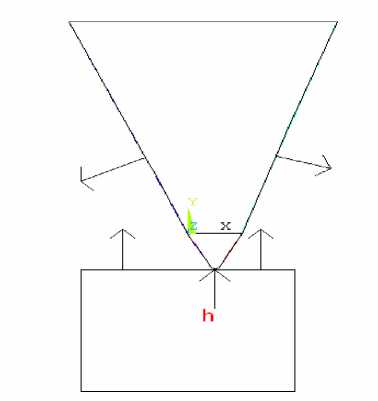
Рис. 1. Расчетная схема тепловой задачи при контакте абразивного зерна с обрабатываемым покрытием
Скорость движения v определяется как: v =2 πrn /60; где r – радиус абразивного круга, r = 0,09 м; n – скорость вращения об/мин, n =480 oб/мин. Результаты решения двухмерной нестационарной тепловой задачи, при начальной температуре рассматриваемых областей равной 200С приведены на рис. 2.
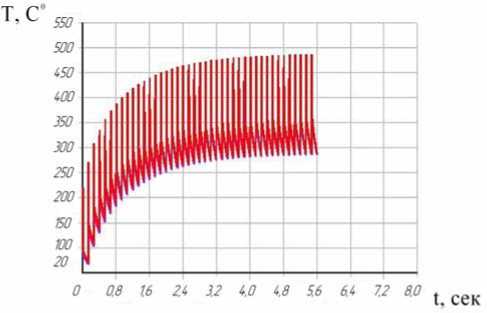
Рис. 2. Графики роста температуры при абразивной обработке покрытия
Из рисунка видно, что температуры в зерне и покрытии вблизи границы практически совпадают. На рис. 3 в увеличенном масштабе изображен начальный участок графика роста температуры при абразивной обработке покрытия (рис. 2). Рассматриваемый период времени соответствует времени одного оборота абразивного круга (0,125 сек).
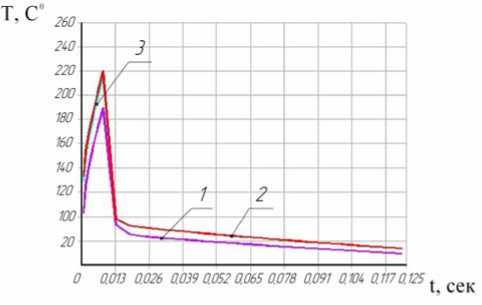
Рис. 3. Начальный участок графика роста температуры при абразивной обработке покрытия: 1 – график температуры зерна вблизи границы зерна и резины, 2 – график температуры на границе зерна и резины, 3 – график температуры резины вблизи границы зерна и резины
На рис. 4 показано распределение температуры в зерне и поверхностном слое покрытия в момент времени, соответствующий конечной точке графика рис. 2. Расчет показывает, что температура максимальна на границе зерна и покрытия. Рабочая температура абразивного круга при обработке не должна превышать 100-120ºС.
Результаты расчетов, приведенные на рис. 2, показывают, что через некоторое время после начала процесса температура абразивного инструмента может превысить предельно допустимую температуру. Снижая значение усилия прижима абразивного инструмента к покрытию и соответственно контактной силы трения до 1,77 МПа, получаем аналогичные графики, приведенные на рис. 5-7.
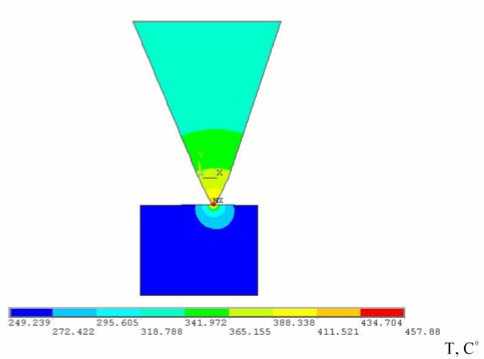
Рис. 4. Распределение температуры в зерне и поверхностном слое покрытия в момент времени t=5,47 сек
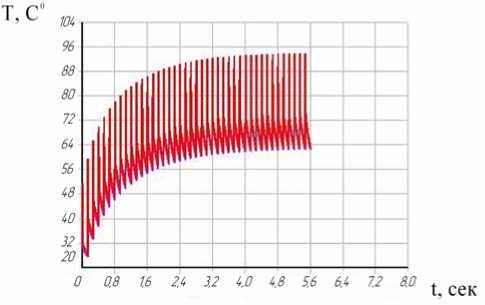
Рис.5. Графики роста температуры при абразивной обработке покрытия при уменьшенной силе контактного трения
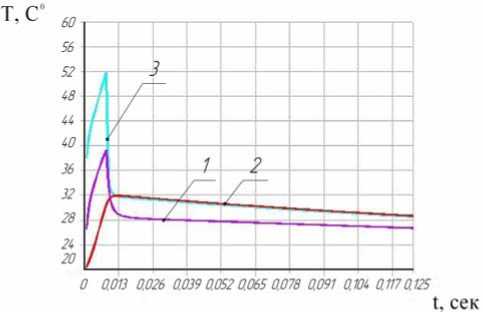
Рис. 6. Начальный участок графика роста температуры при абразивной обработке покрытия с учетом уменьшенной силы контактного трения: 1 – график температуры зерна вблизи границы зерна и резины, 2 – график температуры на границе зерна и резины, 3 – график температуры резины вблизи границы зерна и резины
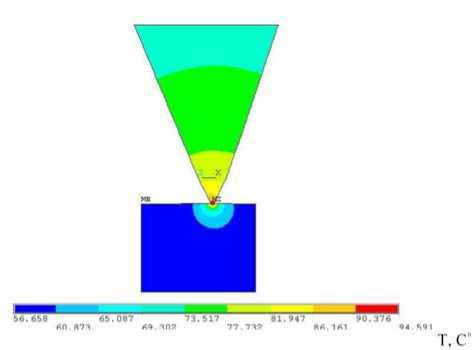
Рис. 7. Распределение температуры в зерне и поверхностном слое покрытия в момент времени t=5,47 сек с учетом уменьшенной силы контактного трения
Вывод: при заданной скорости вращения абразивного инструмента путем изменения силы его контакта с покрытием и, соответственно, контактного трения можно подбирать режимы обработки, которые обеспечивают допустимые температурные условия.
RESEARCH OF TEMPERATURE PROCESSES AT ABRASIVEPROCESSING THE RUBBER COVERINGS
-
1 JSC «Perm Plant “Machineostroitel”
-
2 Perm State Technical University
