Исследование вязкоупругих свойств стеклообразных полимеров на основе малеинимидного связующего

Автор: Калинин Максим Александрович, Насонов Алексей Дмитриевич, Голубь Павел Дмитриевич, Лагуткина Екатерина Васильевна
Журнал: Вестник Бурятского государственного университета. Философия @vestnik-bsu
Рубрика: Физика
Статья в выпуске: 3, 2011 года.
Бесплатный доступ
Вязкоупругие свойства полимера исследовались низкочастотным акустическим методом на основе малеинимидного связующего в широком интервале температур (20-300°С). Исследования проводились как в высокоэластическом, так и в стеклообразном состоянии. Отмечено, что введение модификатора приводит к изменению параметров температуры стеклования Тст и динамического модуля сдвига О в стеклообразном состоянии.
Вязкоупругие свойства, высокомолекулярные соединения, тангенс угла механических потерь, температура стеклования, степень сшивки
Короткий адрес: https://sciup.org/148180208
IDR: 148180208 | УДК: 534.8.081.7
Investigation of viscoelastic properties of glassy polymers based on maleimide binder
The viscoelastic properties of polymer were studied by low-frequency acoustic method on the base of maleimide binder in a wide temperature range (20-300°С). The researchers were conducted in the highly elastic, and the glassy state. It was noted that the modifier introduction changes the parameters of glass transition temperature Tcr and the dynamic shear modulus О' in the glassy state.
Текст научной статьи Исследование вязкоупругих свойств стеклообразных полимеров на основе малеинимидного связующего
Создание высокоэффективных электроизоляционных полимерных материалов – одна из наиболее важных проблем современной химии полимеров. Наиболее существенным недостатком большинства полимерных диэлектриков является сравнительно невысокий температурный предел работоспособности ~ 150°С, свыше которого наблюдается резкое понижение физико-механических и, соответственно, диэлектрических характеристик. Наиболее перспективными термостойкими диэлектриками в настоящее время являются полиимиды, в частности, полибисмалеинимиды. Характерной особенностью этих полимеров и материалов на их основе является повышенная термо- и теплостойкость, высокие диэлектрические характеристики, сохраняющиеся до 300°С. Однако их применение ограничивается жесткоцепной структурой, обусловливающей хрупкость ненаполненных материалов. В работе исследуются новые методы модифицирования структуры сетки полималеинимидов проведением синтеза полимеров в присутствии ультрадисперсных модификаторов.
Исследования проводились низкочастотным акустическим методом на обратном крутильном маятнике в интервале температур от 20 до 300°С с частотой 1 Гц. Из экспериментальных результатов рассчитывались динамический модуль сдвига (G’) и тангенс угла механических потерь (tg δ). Погрешность измерения G' не превышала 7%, измерения tg δ составляла ≈10%. Метод является неразрушающим и характеризуется высокой разрешающей способностью. Его использование требует сравнительно небольшого количества материала для исследования и, главное, может успешно применяться в широком интервале температур.
Принцип измерения вязкоупругих свойств материалов с помощью крутильного маятника заключается в том, что исследуемый образец используется в качестве упругого элемента высокодобротной механической колебательной системы, в которой возбуждаются свободно затухающие либо вынужденные колебания. По параметрам этих колебаний можно определить динамическую крутильную жесткость и логарифмический декремент затухания образца, по которым, в свою очередь, рассчитать модуль сдвига, модуль потерь, низкочастотную скорость звука и т.д. Более полное описание метода изложено в источниках [1, 2].
Наиболее совершенным методом производства пресс-порошков является шнековый, предусматривающий вместо вальцевания обработку смеси в шнековых машинах. Этот метод является модифицированным и включает операции измельчения, гомогенизации компонентов и частичной конденсации при повышенных температурах. Шнековый метод обеспечивает стабильность качества при производстве определенных марок пресс-материалов. Эмульсионный и эмульсионно-вальцевый методы применяются для изготовления отдельных типов композиции. Стадиями этого процесса являются смешение и вальцевание, дробление и измельчение, сушка пресс-порошка.
Температура прессования зависит от физико-механических свойств реактопластов. Дня малеини-мидов температура прессования может составлять 160-250°С. Повышение температуры способствует увеличению скорости отверждения и уменьшению текучести, неравномерности прогрева, возникновению остаточных напряжений и повышению усадки. Слишком низкая температура замедляет процесс отверждения пресс-порошка, для этого подбирается оптимальная температура прессования. Бисмалеинимидные пресс-порошки обычно прессуют при температуре 230±10°С с предварительным подогревом при 160-165°С. Пресс-порошки для получения высоких диэлектрических свойств следует прессовать при температуре 180±5°С с предварительным подогревом. Давление прессования должно обеспечивать заполнение пресс-форм и способствовать удалению паров воды и летучих веществ, выделяющихся из пресс-порошка. Обычно оно составляет 200-600 кГс/см2.
Исходные вещества
4,4’-диаминодифенилметан (ДАДФМ, ТУ-605-231-63-75), очищали перекристаллизацией из 70%-ного этилового спирта. 4,4’-дифенилметанбисмалеинимид (ДФМБМИ, ТУ-6-09-06-145-73) подвергали дополнительной циклизации и очистке из диоксана. Малеиновый ангидрид (МА, ТУ-6-09-5396-88) очищали перекристаллизацией из четыреххлористого углерода, гексаметилендиамин (ГМДА, TУ-2-6-09-36-73) – вакуумной перегонкой. Параформ (ТУ-6-09-1243-78) деполимеризовали в 0,5%-ном водно-спиртовом растворе NаОН. Неорганический модификатор (А-100, ТУ-84.1124-37) применяли в виде 6%-ной водной суспензии, титановый наполнитель – в виде порошка с размером частиц 100120 Å. Стеклопорошок использовался в качестве наполнителя с размером частиц 400-550 Å.
Способ получения образцов эластифицированных полимерных материалов на основе полимериза-ционноспособных олигомеров. Олигомер и наполнитель брали в расчетных количествах (наполнитель предварительно измельчали на шаровой мельнице и просеивали), смешивали и помещали в металлический стакан, который нагревали на глицериновой бане при температуре 160°С. При нагревании смеси шел процесс размягчения, а затем и плавления олигомера. Нагревание прекращали в момент стеклования, полученную массу резко охлаждали, затем измельчали на шаровой мельнице, просеивали и прессовали по следующей схеме.
-
1. На прокладку из фторопласта помещали прессматериал.
-
2. 3а 20 мин поднимали температуру до 150°С и давление до 800 кгс/см2.
-
3. Выдерживали в течение часа.
-
4. Поднимали температуру до 250°С и давление до 1 500 кгс/см2.
-
5. Выдерживали в течение 3 ч.
-
6. Сбрасывали давление и держали еще час.
-
7. Медленно охлаждали в течение 6-8 ч.
-
8. Завершали распрессовкой с подогревом до температуры 90-100оС.
Способы получения эластифицированных материалов на основе поликонденсационных олигомеров С-1. Навески олигомера и наполнителя тщательно смешивали в ступке до получения однородной массы, которую сразу прессовали в режиме, описанном выше.
Способ приготовления образца эластифицированного полимерного материала на основе олигомера C-1 и модификатора А-100. Расчетные количества водной суспензии модификатора А-100 и подготовленного наполнителя смешивали, растирали и сушили в вакуумном пистолете в течение 15-18 ч при температуре кипения теплоносителя 85-95оС. Затем измельчали и смешивали с навеской олигомера C-1 до получения однородной массы. Прессовали, как описано выше. Было изготовлено 2 вида полимерных материалов на основе малеинимидного связующего: ПМИС-1 (олигомер С-1, наполнен стеклопорошком 3,5 весовых частей, модификатор А-100 с концентрацией 0,5%); ПМИС (олигомер С-1, наполнен стеклопорошком 3,5 весовых частей, модификатор А-100 с концентрацией 0,75%).
Из рисунка 1 видно, что на зависимости G’ и tg δ от температуры можно выделить три области, обладающие определёнными закономерностями. Первая область входит в интервал температур от 24 до 100оС. В данном диапазоне G’ монотонно убывает, а tg δ остаётся практически неизменным. Очевидно, эту область можно отнести к стеклообразному состоянию [3, 4]. Вторая область, от 100 до 170оС, отмечена резким уменьшением G’ и возрастанием tg δ , что является характерной особенностью α-перехода. В данной области происходит размораживание сегментальной подвижности основной цепи, а это приводит к переходу полимера из стеклообразного в высокоэластическое состояние. Третья область – выше 170оС – соответствует высокоэластическому состоянию, для которого можно выделить постоянство G’ при увеличении температуры.
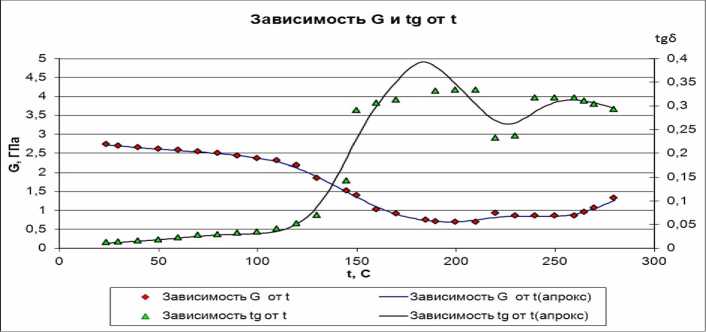
Рис. 1. ПМИС-1 (олигомер С-1, А-100 – 0,5%, наполнитель стеклопорошок 3,5 в.ч.)
Для анализа температурных зависимостей было проведено сглаживание экспериментальной кривой температурной зависимости G’=f(t) методами наименьших квадратов и «сплайн»-аппроксимации [5]. Были рассчитаны первая и вторая производные G’ от температуры. По полученным данным (рис. 2) определена температура стеклования (минимум первой производной) и границы области стеклования (минимум и максимум второй производной), т.е. интервал температур, в котором полимер переходит из стеклообразного состояния в высокоэластическое.
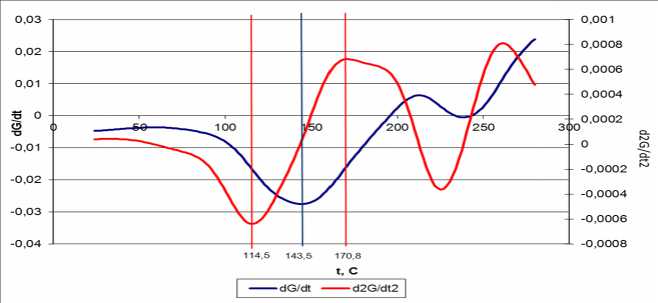
Рис. 2. Температурная зависимость первой производной dG’/dt и второй производной d2G’/dt 2 для ПМИС-1
Как показывают проведённые измерения (табл.), увеличение концентрации модификатора А-100 на 0,25% приводит к росту динамического модуля сдвига как в стеклообразном, так и в высокоэластическом состоянии. Температура стеклования, как и сам переход, незначительно сдвигается в область более высоких температур, а механические потери при переходе в высокоэластическое состояние с увеличением концентрации уменьшаются. Очевидно, такие изменения вязкоупрогого поведения ПМИС связаны с изменением густоты пространственной сшивки. Действительно, расчёты показывают, что степень сшивки полимера при увеличении концентрации модификатора повышается в 1,7 раза.
Таблица
Значения температурных переходов
|
Т 1 , оС |
о ст , |
Т 2 , оС |
ΔТ, оС |
Gст, ГПа |
tg δ max |
Тtgδ max |
G 0 , ГПа |
ν |
|
|
ПМИС-1 |
114,5 |
143,5 |
170,8 |
56,3 |
1,53 |
0,39 |
184,4 |
0,89 |
241,32 |
|
ПМИС-2 |
132 |
152,3 |
178,1 |
46,1 |
2,35 |
0,17 |
185,5 |
1,56 |
416,15 |
Т 1 – температура начала области стеклования, Т 2 – температура, соответствующая концу области стеклования, Т ст – температура стеклования, Т tgδ max – температура соответствующая пику тангенса угла механических потерь tg δ , tg δ max – величина пика тангенса угла механических потерь tg δ ; G ст – динамический модудь сдвига, соответствующий Т ст , G 0 – динамический модудь сдвига в начале плато высокоэластичности, ν – степень сшивки полимера, вычисленная по ранее описанной методике [1]
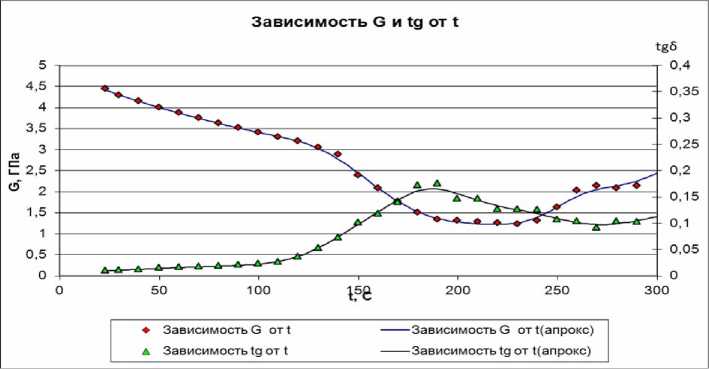
Рис. 3. ПМИС-2 олигомер С-1, А-100 – 0,75%, наполнитель стеклопорошок 3.5 в.ч.
Выводы
Таким образом, проведённые исследования показывают, что изменение концентрации модификатора приводит к увеличению динамического модуля сдвига G’ в высокоэластическом состоянии и, как следствие, к увеличению степени сшивки. Следовательно, изменяя концентрацию модификатора, можно увеличивать или уменьшать густоту пространственной сшивки полимера, что в конечном счёте позволяет варьировать вязкоупругие свойства последнего или создавать материалы с заранее заданными свойствами.
