Исследование влияния дисперсности слоистых модификаторов трения на противоизносные свойства смазочных материалов

Автор: Гужвенко Иван Николаевич, Чанчиков Василий Александрович, Перекрестов Аршавир Петрович, Свекольников Сергей Александрович, Бурмистрова Ольга Валерьевна
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 1-2 т.18, 2016 года.
Бесплатный доступ
В статье приводятся данные по технологии изготовления противоизносной присадки на основе твердосмазочного порошка диселенида молибдена. Рассмотрены результаты исследования противоизносных свойств этой присадки в составе с бесприсадочным смазочным маслом МС-20. Приводятся результаты трибологических экспериментов на машине 2070 СМТ-1 на модельных парах трения, имитирующих компрессионное кольцо и цилиндровую втулку судового дизельного двигателя внутреннего сгорания. Подробно рассматривается зависимость интенсивности изнашивания модельных пар трения от степени измельчения твердой фазы противоизносной присадки и наличия обработки ее раствора ультразвуковым полем.
Противоизносная присадка, судовой двигатель внутреннего сгорания, слоистый модификатор трения, диселенид молибдена, диспергация, роторно-пульсационная обработка, обработка ультразвуковым полем
Короткий адрес: https://sciup.org/148204362
IDR: 148204362 | УДК: 621.891
Research the dispersion influence of layered friction modifiers on antiwear properties of lubricants
Data on manufacturing technology of antiwear additive on the basis of molybdenum diselenide solid-lubricative powder are provided in article. Results of research the antiwear properties of this additive in structure with non-additive lubricant MS-20 oil are considered. Results of tribological experiments by machine 2070 SMT-1 on model pairs of friction imitating compression ring and cylinder sleeve of marine diesel internal combustion engine are given. In detail dependence of wear intensity of model pairs of friction on extent of crushing the firm phase of antiwear additive and existence of processing of her solution by the ultrasonic field is considered.
Текст научной статьи Исследование влияния дисперсности слоистых модификаторов трения на противоизносные свойства смазочных материалов
цилиндр», а кроме того – нарушению умеренной скорости изнашивания и прорыву выхлопных газов в картерное пространство, в то время как излишки смазочного масла стремятся просочиться через нарушенное лабиринтное уплотнение в надпоршневую полость рабочего цилиндра. Указанные процессы в немалой степени способствуют улучшению тяговой характеристики двигателя, а также ухудшают экологические параметры выхлопа СДВС.
Существуют различные способы снижения изнашивания трибологического сопряжения «кольцо-цилиндр». В настоящее время совершенствуются методы упрочнения рабочих поверхностей, создания на них прочных и адгезионностойких физических и химических поверхностей, практикуется постановка в зоне трения кольца в ВМТ износостойких вставок, использование материалов для литья деталей ЦПГ с локальным упрочнением по объему. Эти мероприятия, однако, не являются исчерпывающими по эффективности снижения величины изнашивания деталей ЦПГ и могут и должны дополняться триботехническими приемами совершенствования самой смазочной среды движущихся деталей. Эти приемы включают в себя, прежде всего, химическое модифицирование смазочного масла присадками.
При постановке подобной задачи решается ряд принципиальных вопросов совместимости пакетов присадок с базовым составом смазочного масла [2] и конечной стоимости противоизносного продукта, добавляемого в смазочное масло. При обзоре современного рынка противоизносных присадок следует выявить не менее 5 функциональных групп препаратов [1]: реметаллизанты, кондиционеры трения, полимеросодержащие добавки, модификаторы трения первого и второго поколения. Именно две последние группы противоизносных присадок-добавок в объем смазочного масла вызывают повышенный интерес многих исследователей-трибологов.
Первое поколение модификаторов трения широко известно под наименованием слоистых, второе – как минеральные. Различия их составов заключаются в содержании активных веществ – в первом случае это слоистые твердые смазки типа графита и дисульфида молибдена MoS2, во втором – минералосодержащие композиции типа серпентинов. Именно разность составов и сложность оптимального сепарирования твердых минералов в нужный размер для нормального протекания трибологической реакции восстановления микрорельефа рабочей поверхности [3], делает слоистые модификаторы привлекательней в качестве про-тивоизносной добавки в смазочные масла.
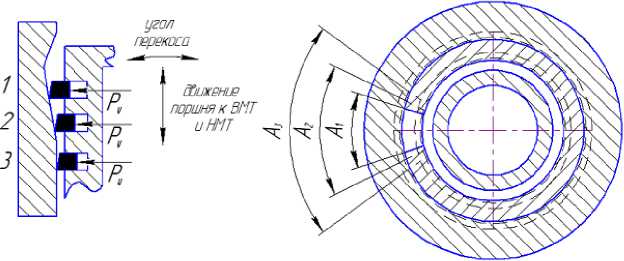
Рис. 1. Общая картина износа цилиндровой втулки СДВС в районе верхней мертвой точки
Как известно, эффективность слоистых модификаторов трения типа графита и дисульфида молибдена, а также их производных соединений заключается в особенностях сдвиговых процессов в трибологически активных слоях твердой смазки, разделяющей детали от непосредственного контакта [4]. Сдвиг параллельных рабочей поверхности слоев осуществляется легче, чем сдвиг самих угловых атомов кристаллической решетки твердосмазочного химического соединения. Поэтому противоизносные и антифирикционные свойства базового смазочного материала в сочетании со слоистым модификатором трения значительно улучшаются.
В последнее время к числу общеизвестных твердых сред смазки слоистого типа (графит, дисульфиды, дисилициды молибдена и вольфрама) согласно анализу некоторых литературных источников следует причислить и диселениды молибдена (ДМ), вольфрама и ниобия [5-7]. Эти соединения более, чем в 2 раза превосходят трибологические характеристики традиционного соединения дисульфида молибдена MoS 2 и заслуживают достойного внимания в плане изучения их влияния на трибологический узел в качестве противо-износной добавки к маслу. Известно [5-7], что наиболее простым по технологии создания и дешевым среди диселенидов является диселенид молибдена MoSe 2 . Его отпускная стоимость колеблется в пределах 16-20 тыс. руб. за 1 кг массы, в то время как у вышеназванных аналогов-диселенидов отпускная цена превышает указанную в два и более раз.
Постановка задачи и возможные проблемы исследования. Авторами статьи была поставлена задача создания готового концентрата противоизносной присадки, содержащей ДМ, и вопросов стабилизации данного соединения в объеме смазочного масла при различной тонкости помола. Последний вопрос особенно актуален ввиду гетерогенной природы содержания ДМ в смазочном масле в качестве добавки и возможности к коагулятивным процессам отдельных его частиц. Известно, что при слишком большой тонкости помола частиц (менее 0,1-2 мкм), последние могут элементарно не вступить в реакцию по заполнению микронеровностей изношенной поверхности трения, и неизбежно будут выпадать в осадок при последующей коагуляции в более крупные конгломераты [8]. В тоже время, частицы размером более 50-100 мкм будет неизбежно отфильтрованы системой очистки смазочного картера или осядут в смазочных каналах коленчатого вала под действием центробежной силы. Указанные проблемы актуальны для модификаторов трения обоих поколений, в особенности, для слоистых.
Первостепенной задачей исследования являлось создание противоизносной присадки на основе слоистых модификаторов трения типа диселенида молибдена MoSe 2 , удовлетворяющей условиям смазки разбрызгиванием для ЦПГ и в то же время способной к непрерывной транспортировке к рабочим поверхностям трибологически значимого узла без потерь на фильтрацию в очистных сооружениях системы смазки СДВС. Специфическими задачами исследования в связи с этим представляются исследование пределов и диапазонов тонкости измельчения твердых частиц MoSe 2 в процессе приготовления присадки, а также модельное исследование противоизносных свойств полученной смазочной композиции «смазочное масло + противоизносная присадка типа слоистый модификатор трения».
Проведение исследований. Для решения первой специфической задачи исследования, то есть нахождения предела тонкости измельчения твердых частиц ДМ в объеме стабилизирующего вещества приготовлялись коллоидные растворы противоизносной присадки при различном времени измельчения твердой фазы в объеме стабилизирующего вещества. Твердой фазой являлись частицы ДМ MoSe 2 , стабилизирующей средой, то есть поверхностно-активным веществом, пре-дотвращающим коагулятивные процессы среди частиц твердой фазы различного помола, являлась смесь олеиновой кислоты С 18 Н 34 О 2 и стеариновой кислоты С 18 Н 36 О 2 . Таким образом, при измельчении твердой фазы в объеме ПАВ добивались задачи получения присадки в жидком агрегатном состоянии с содержанием гетерогенной фазы различной дисперсности.
Пропорции содержания вышеуказанных веществ в объеме присадки в массовом соотношении были равны для MoSe 2 , С 18 Н 34 О 2 и С 18 Н 36 О 2 соответственно 10%, 30% и 60%. Эта пропорция соответствовала заявленной в патенте на изобретение [9] и выдерживалась строго с возможной ошибкой дозировки ±0,01-0,05 г благодаря использованию точных электронных весов с пределом измерения в 100 г и дискретностью отсчета массы ±0,01 г. Диспергационные (измельчительные) процессы с получаемым первичном раствором трех указанных веществ проводились на роторнопульсационной установке РПУ 0,8-55А-2,2, имеющей мощность приводного двигателя N=2,2 кВт и скорость вращения смесительного ротора n=2900 об/мин. Схема и общий вид установки РПУ приведены на рис. 2.
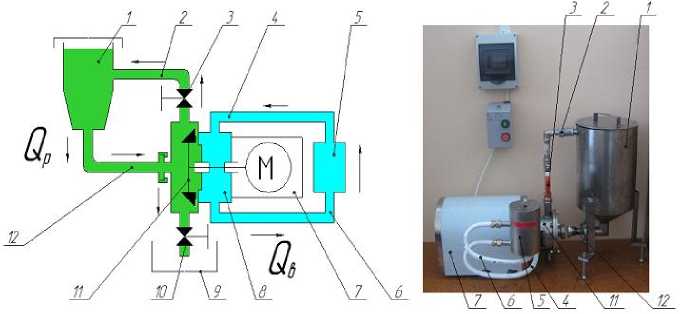
Рис. 2. Схема и общий вид роторно-пульсационной установки РПУ-0,8-55А-2,2:
1 – бак смесительный, 2 – трубопровод рециркуляционный; 3 – вентиль рециркуляции; 4 – трубопровод охлаждения напорный; 5 – бачок охладительный; 6 – трубопровод охлаждения сливной; 7 – электродвигатель приводной; 8 – уплотнительная камера охлаждаемая; 9 – емкость приемная для готового концентрата; 10 – вентиль раздаточный готового концентрата; 11 – ротор дис-пергационный в камере смесительной; 12 – трубопровод подающий камеры смесительной (позиции 8 , 9 , 10 на общем виде не показаны), Q p – циркуляция смешиваемого продукта, Q в – циркуляция охлаждающей жидкости
Цикл измельчения твердых частиц MoSe 2 составлял 5 этапов продолжительностью по 30 мин каждый. При этом все этапы были последовательно выстроены в общий цикл продолжительностью 2,5 часов. После выполнения каждого этапа измельчения с РПУ сливалась через отборный кран проба объемом 200±5 см3. Общий объем первоначально заливаемого раствора веществ для приготовления присадки составлял при этом V=2000±10 cм3. В дальнейшем с пробами №1-10 производились следующие действия: пробы №6-10, в отличие от проб №1-5 подвергались 10 часовому процессу обработки ультразвуковым излучением величиной 43кГц (в соответствии с технологией, описанной в [9]). Номера проб здесь указываются в порядке последовательного увеличения 5 этапов измельчения на РПУ: 30, 60, 90, 120 и 150 мин.
Таким образом, при отсутствии и наличии ультразвукового излучения предполагались различные результаты по конечной получаемой величине характерного размера наименьшей частицы твердой фазы в растворе присадки – ДМ MoSe 2 . После указанных мероприятий пробы растворов присадки №1-10 подвергались выдержке в течение 48 часов каждый и затем исследованию характерных размеров частиц твердой фазы и распределению размеров по характерным интервалам. Указанная часть исследований проводилась на анализаторе размеров частиц Horiba 550 LB совместно с использованием 400-кратного электронного микроскопа Quanta Dual Beam.
Далее приготовленные растворы противоиз-носной присадки проб №1-10 смешивались со смазочным маслом МС-20 ГОСТ 21743-76 в соотношении 1,0% по объему последнего. Общий объем получаемой для каждого этапа трибологического исследования смазочной композиции (СК) «смазочное масло + противо-износная присадка» составлял не менее 500±5 см3. Всего в соответствии с этим проводилось 10 этапов трибологического исследования на машине трения СМТ-1 2070. Противоизносные трибологические испытания проводились по неконформной схеме контакта поверхностей «колодка-ролик» в течение 2 часов для каждого этапа с пробами №1-10. Материалами для подвижного и неподвижного образцов указанной модельной пары трения выбирались серые чугуны, использующиеся в судовом дизелестроении: СЧХН и СЧХНМД, указанные материалы имитировали, соответственно рабочую цилиндровую втулку и хромированное поршневое компрессионное кольцо.
Форма и размеры испытательных модельных образцов, использующихся попарно для каждого этапа трибологического противоизносного испытания указаны на рис. 3. Скорость вращения подвижного образца (ролика) составляла V=7,85 с-1, а давление на контакте его с неподвижным образцом (колодкой) составляло Р=0,5-2,5 МПа. Шаг нагружения образцом винтовым загружателем составлял Р i =0,5 МПа. Указанные параметры имитировали постепенно возрастающие нагрузки на ЦПГ в условиях перехода рабочего процесса СДВС от конца такта сжатия к концу такта сгорания топливно-воздушной смеси в рабочем цилиндре. Как известно, именно в эти периоды работы ЦПГ наблюдается наибольший износ рабочего цилиндра СДВС и уплотняющего кольца, особенно вблизи точки реверсирования хода поршня.
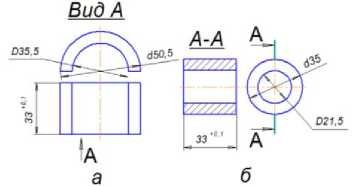
Рис. 3. Общий вид и размеры неподвижного (а) и подвижного (б) образцов для сравнительных трибологических испытаний
Контакт поверхностей трения модельных образцов происходил в закрытой масляной ванне машины трения СМТ-1 при термостатировании испытуемой смазочной композиции на уровне 1200С. Таким образом, трибологическое испытание исследуемых проб противоизносной присадки в составе СК занимало 10 этапов (варьирование состава СК) по 5 циклов каждый (варьирование по величине давления Р i на контакте образцов). Отдельно для 5 шагов последовательно возрастающего давления Р на контакте исследовались противоизносные свойства базы сравнения – самого смазочного масла МС-20 ГОСТ 21743-76.
Результаты исследования и их обсуждение. По результатам исследования характерных размеров частиц твердой фазы MoSe2 в противоизносной присадке на электронном анализаторе размеров частиц Horiba LB 550 были выявлены закономерности постепенного снижения наименьшего размера частиц с величины более 5000 нм до менее чем 250 нм при последовательном увеличении времени измельчения раствора присадки на РПУ для проб №1-5 (рис. 4). Однако и эти показатели не являются конечными и наименьший размер твердой частицы присадки можно получить в результате дополнительного измельчения в ультразвуковом поле указанной выше частоты (пробы №6-10, рис. 4). При этом замечено, что увеличение времени измельчения присадки как роторно-пульсационным, так и ультразвуковым способом приводит к существенному изменению распределения характерных размеров твердой фазы присадки и доминированию в составе присадки размеров величин 1000-2000 нм. В табл. 1 приведены количественные данные по соотношению интервалов характерных размеров твердой фазы присадки. В столбцах 2-11 отражены данные по соотношению характерных размеров частиц твердой фазы раствора присадки, эти интервалы приведены в столбце 1. Дополнительно в столбце 12 приведена скорость седиментации единичной твердой фазы v (м/с), рассчитанная по следующей формуле, выведенной авторами из работы [10]:
v = 2∙r2(ρ-ρ0)g/9∙η (1),
где r - характерный размер частицы, м, ρ , ρ 0 - плотности соответственно твердой фазы (MoSe 2 ) и жидкой фазы-стабилизиатора (C 18 H 34 O 2 +C 16 H 34 O 2 ), кг/м3, g - ускорение свободного падения, м/с2, η - динамическая вязкость жидкой фазы, Па ∙ с.
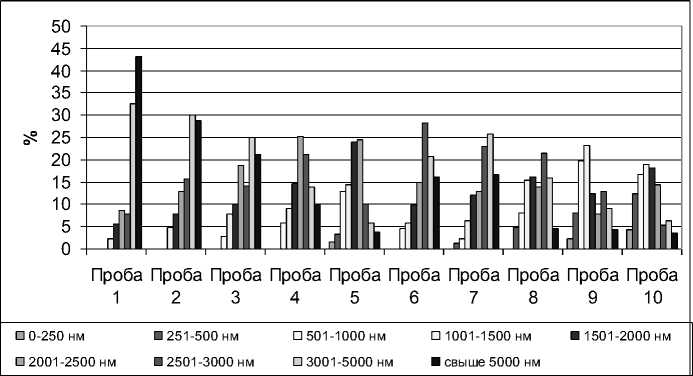
Рис. 4. Результаты исследования размеров частиц твердой фазы раствора присадки для лабораторных проб № 1-10
Рассчитанные в столбце 12 табл. 1 данные v относятся к наибольшему размеру частицы MoSe 2 из соответствующего интервала размеров столбца 1. Таким образом, снижение размеров частиц твердой фазы в растворе противоизносной присадки и более равномерное их распределение по интервалам меньших размеров способствует уменьшению скорости выпадения частиц в осадок более, чем в 1000 раз (сравнение частиц с размером более 3000-5000 нм и частиц размером менее 500 нм). Кроме того, в столбце 13 приведены расчетные данные по времени седиментации частиц MoSe 2 характерного интервала размеров (в часах) при выдержке готового раствора присадки в мерном цилиндре высотой 100 мм. При этом предполагается, что данное расстояние частица проходит за время полного выпадения в осадок на дно мерного цилиндра. Из подобных расчетных данных следует, что для проб № 610, обработанных дополнительно ультразвуковым излучением, и состоящих в большей своей массе из частиц твердой фазы размерами от 500 до 2500 нм, допускается достаточно большое (чем для проб №1-5) время выдержки раствора присадки без принудительного перемешивания - до 15-125 часов. Для этих растворов частицы больших размеров выпадут в осадок за значительно меньший период времени выдержки, но в значительно меньшем количестве - до 10% от общего объема раствора.
Результаты исследования по второму вопросу -противоизносным испытаниям смазочных составов с участием рассматриваемой присадки - приведены в табл. 2 и на рис. 5. При анализе результатов трибологических испытаний смазочных композиций с добавкой в базовое масло МС-20 ГОСТ 21743-76 проб растворов присадки №1-10 установлено, что увеличение времени диспергации твердой фазы в растворе стабилизирующей ненасыщенной кислоты, а также последующее ультразвуковое измельчение раствора прямо пропорционально снижению интенсивности изнашивания модельных узлов трения. Это говорит о постепенном измельчении твердых частиц MoSe 2 и возможности более равномерного распределения величин размеров частиц в интервалах малых размеров - до 250 - 2000 нм.
Уменьшение размеров частиц не ниже и не выше указанных пределов дает возможность получить не сепарируемую фильтром очистки, но способную снизить параметры граничного трения твердую фазу раствора присадки. Приближение режима трения на контакте поверхностей к полужидкостному должно минимизировать излишние потери на трение в результате механической работы и снизить в 1,5-2 раза величину интенсивности изнашивания. Это особенно актуально в условиях тяжелой работы и скоростного возвратнопоступательного движения компрессионного кольца о стенку цилиндровой втулки.
Таблица 1. Параметры распределения размеров частиц, % и параметров седиментации твердой фазы раствора присадки
|
£ g * к g er 8 s a |
Распределение размеров частиц, % по интервалам размеров |
у s и S A PT H g u О S g u 4 |
Я s и g |
|||||||||
|
cti VO о C |
CS] cti VO о C |
tn cti VO о C |
VO о C |
tn cti VO о C |
\O cti VO о C |
cti VO о C |
co cti VO о C |
o> cti VO о C |
о cti VO о C |
|||
|
0-250 нм |
0 |
0 |
0 |
0 |
1,5 |
0 |
0 |
0 |
2,3 |
4,2 |
5,4 ∙ 10-8 |
510,7 |
|
251-500 нм |
0 |
0 |
0 |
0 |
3,2 |
0 |
1,2 |
4,8 |
8,1 |
12,5 |
2,2 ∙ 10-7 |
127,7 |
|
501-1000 нм |
0 |
0 |
2,9 |
5,7 |
12,8 |
4,5 |
2,3 |
8,2 |
19,6 |
16,7 |
8,7 ∙ 10-7 |
31,92 |
|
1001-1500 нм |
2,3 |
4,8 |
7,8 |
9,2 |
14,5 |
5,9 |
6,2 |
15,3 |
23,2 |
18,9 |
2 ∙ 10-6 |
14,18 |
|
1501-2000 нм |
5,6 |
7,9 |
10,1 |
14,6 |
24 |
9,8 |
12,2 |
16,2 |
12,5 |
18,2 |
3,5 ∙ 10-6 |
7,979 |
|
2001-2500 нм |
8,6 |
12,9 |
18,7 |
25,3 |
24,5 |
14,8 |
12,8 |
13,8 |
7,9 |
14,5 |
5,4 ∙ 10-6 |
5,107 |
|
2501-3000 нм |
7,9 |
15,6 |
14,2 |
21,2 |
10 |
28,2 |
23 |
21,4 |
12,9 |
5,3 |
7,8 ∙ 10-6 |
3,546 |
|
3001-5000 нм |
32,5 |
30 |
25 |
14 |
5,7 |
20,6 |
25,7 |
15,8 |
9,1 |
6,2 |
2,2 ∙ 10-5 |
1,277 |
|
свыше 5000 нм |
43,1 |
28,8 |
21,3 |
10 |
3,8 |
16,2 |
16,6 |
4,5 |
4,4 |
3,5 |
8,7 ∙ 10-5 |
0,319 |
Таблица 2. Результаты трибологичесих испытаний смазочных композиций «смазочное масло+противоизносная присадка» на машине трения СМТ-1
|
Давление, МПа |
Интенсивность изнашивания I, 10-10 |
||||||||||
|
cti VO о C |
O<] cti VO о C |
tn cti VO о C |
cti VO о C |
tn cti VO о C |
\O cti VO о C |
cti VO о C |
co cti VO о C |
o> cti VO о C |
о cti VO о C |
База сравнения (масло МС-20 ГОСТ 21743-76) |
|
|
0,5 |
5,2 |
4,2 |
3,7 |
2,9 |
2,7 |
2,4 |
2,2 |
2 |
1,9 |
1,8 |
5,5 |
|
1 |
6,6 |
4,8 |
4,2 |
3,9 |
3,6 |
3,2 |
2,9 |
2,7 |
2,6 |
2,5 |
7,1 |
|
1,5 |
8,1 |
6,7 |
5,5 |
4,7 |
4,3 |
3,8 |
3,6 |
3,4 |
3,3 |
3,2 |
8,8 |
|
2 |
11,6 |
9,1 |
7,6 |
6,5 |
6,2 |
5,9 |
5,8 |
5,5 |
5,4 |
5,3 |
12,2 |
|
2,5 |
17,2 |
12,9 |
11,7 |
10,8 |
10,5 |
10,1 |
9,9 |
9,7 |
9,5 |
9,4 |
18,1 |
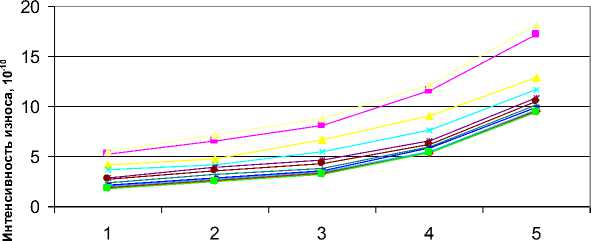
Давление на контакте, МПа
Проба 1 Проба 2 Проба 3 Проба 4
Проба 5 Проба 6 Проба 7 Проба 8
Проба 9 Проба 10 База сравнения
Рис. 5. Графическое отображение результатов сравнительных противоизносных трибологических испытаний
Выводы:
-
1. В результате работы были проанализированы условия трения и возникновения повышенных износов деталей ЦПГ СДВС, а именно поршневого компрессионного кольца и сопряженной с ним цилиндровой втулки. Наиболее высокие величины изнашивания указанных деталей из серого чугуна наблюдаются в
-
2. Рассмотрены возможности модифицирования смазочного масла, циркулирующего в системе смазки СДВС, а именно за счет введения в смазочную среду модификаторов трения. При этом из двух поколений модификаторов трения авторами отдается предпочтение первому -
- слоистым модификаторам. Анализ ряда современных научных работ показал, что наиболее доступным и в то же время эффективным по трибологическим параметрам может быть твердая слоистая смазка на основе диселенида молибдена MoSe2.
-
3. Обоснованы границы допустимых размеров частиц твердой фазы в составе модификатора трения - от 100 нм до 5-10 мкм, что диктуется особенностями протекания трибологических процессов с участием твердых слоистых модификаторов трения и недопустимостью сепарации частиц низкой дисперсности фильтрами уловителями системы смазки СДВС.
-
4. Разработан состав противоизносной присадки на основе соединения двух жирных ненасыщенных кислот олеиновой С 18 Н 34 О 2 и стеариновой С 16 Н 34 О 2 и твердой фазы - диселенида молибдена MoSe 2 , при этом кислоты выступают в роли стабилизатора, предотвращающего слипание частиц твердой фазы в крупные агломераты. Состав закреплен патентной документацией [9].
-
5. Выполнены работы по роторно-пульсационному диспергированию раствора, приготовленного согласно указанному в [9] составу. выполнялось 5 последовательных периодов диспергации на установке РПУ-0,8-55А-2,2 продолжительностью по 30 мин каждый. В итоге были получены 5 образцов раствора присадки, подвергнутые кроме того ультразвуковой обработке с частотой 43кГц. Таким образом, для последующих трибологических испытаний были подготовлены 10 образцов раствора по [9], различающихся временем измельчения твердой фазы и наличием ультразвуковой обработки.
-
6. Проведен анализ размеров частиц твердой фазы полученных растворов присадки. Установлено, что увеличение времени диспергации позволяет снизить наибольший размер частицы твердой гетерогенной фазы раствора, а ультразвуковая обработка дополнительно - снизить указанный параметр и обеспечить более равномерное распределение по характерным интервалам размеров. В результате, наилучшие показатели по измельчению (250-1500 нм - характерный наименьший размер частицы MoSe 2 ) и наименьшую склонность к последующей седиментации частиц твердой фазы имеют растворы прошедшие наибольший период диспергации и дополнительно обработанные ультразвуковым излучением.
-
7. Проведенные сравнительные противоизносные испытания 10 образцов раствора присадки, различающихся
временем диспергации и наличием ультразвуковой обработки, показали прямую зависимость снижения интенсивности изнашивания поверхностей трущегося модельного узла из серого чугуна от уменьшения размеров частиц и увеличения равномерности распределения их по характерным интервалам. При этом наиболее эффективными по снижению интенсивности изнашивания оказались растворы противоизносной присадки, в которых частицы твердой фазы имели размеры от 250 до 2000 нм и занимали свыше 60% общего объема твердой фазы.
-
8. Разработанную противоизносную присадку по полученной трибологической эффективности рекомендуется использовать как модификатор узлов трения судовых и наземных двигателей внутреннего сгорания поршневого типа.
районе верхней мертвой точке при изменении направления хода поршня.
Список литературы Исследование влияния дисперсности слоистых модификаторов трения на противоизносные свойства смазочных материалов
- Путинцев, С.В. Механические потери в поршневых двигателях: специальные главы конструирования, расчета, испытаний. -М.: МГТУ им. Н. Баумана, 2011. 288 с.
- Кулиев, А.М. Химия и технология присадок к маслам и топливам. 2-е изд., перераб. -Л.: Химия, 1985 312 с.
- Долгополов, К.Н. Структура смазочных слоев, формирующихся при трении в присутствии присадок минеральных модификаторов трения/К.Н. Долгополов, Д.Н. Любимов, А.Г. Пономаренко и др.//Трение и износ. 2009. Т. 30, №5. С. 516-521.
- Воронков, Б.Д. Подшипники. сухого трения. -Л.: Машиностроение, 1968 140 с.
- Марченко, Е.А. О механизме изнашивания диселенида молибдена//Трение и износ. 2000. Т. 21, №4. С. 438-443.
- Лобова, Т.А. Взаимодействие поверхностей трения со смазочными материалами типа 2Н-MoS2/Т.А. Лобова, Е.А. Марченко//Трение и износ. 2008. Т. 29, №4. С. 391-398.
- Марченко, Е.А. Использование диселенидов тугоплавких металлов для обеспечения стабильности работы узлов трения/Е.А. Марченко, Т.А. Лобова//Вестник научно-технического развития. 2009. № 5(21). С. 16-21.
- Ващенок, А.В. Серпентиниты в триботехнике/А.В. Ващенок, В.В. Казарезов, И.В. Таловина, В.В. Костенко//Аналитические идеи, методы, технологии. 2002. №1. С. 43-50.
- Пат. 2570643 Российская Федерация, МПК С10М 169/04, С10М 125/22/Противоизносная присадка. А.П. Перекрестов, Ю.Н. Дроздов, В.А. Чанчиков, И.Н. Гужвенко, С.А. Свекольников; заявитель и патентообладатель ФГБОУ ВПО «АГТУ» -заявл. 22.07.2014; опубл. 10.12.2015, Бюл. № 34 -5 с.
- Cebers, A. Physical properties and models of magnetic fluids 1//Magnetohydrodynamics, 1991. № 4(27). Р. 381-393.
