Исследование влияния геометрических факторов на шероховатость при трехмерной печати

Автор: А.С. Губенко
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 6 т.27, 2025 года.
Бесплатный доступ
Одним из основных требований, которое предъявляется к любым изделиям, является шероховатость поверхности. Для традиционных (субстрактивных) технологий вопросы обеспечения данного требования изучены хорошо. Однако для случая трехмерной печати имеются пробелы.В работе рассмотрены вопросы выявления взаимосвязи между параметрами, которые характеризуют геометрию наносимого при трехмерной печати слоя материала и результирующим микропрофилем поверхности. На основании вычисления взаимной корреляции установлены параметры, имеющие наибольшую связь (степень влияния) на среднеарифметическое отклонение профиля. Обоснован выбор параметров геометрии наносимого слоя, которые могут быть использованы для получения требуемых значений среднеарифметического отклонения профиля (в качестве режимов процесса).
Качество поверхности, обеспечение качества, корреляция, трехмерная печать, параметры, слой
Короткий адрес: https://sciup.org/148332848
IDR: 148332848 | УДК: 655.222.343 | DOI: 10.37313/1990-5378-2025-27-6-88-95
Investigation of the Influence of Geometric Factors on Surface Roughness in 3D Printing
One of the key requirements for any manufactured part is its surface roughness. For traditional (subtractive) technologies, ways to fulfil this requirement are well studied, but for 3D printing there are still gaps. This paper examines how parameters that describe the geometry of the material layer deposited during 3D printing relate to the resulting surface micro-profile. By calculating mutual correlations, we identify the parameters that have the strongest infl uence on the arithmetic mean deviation of the profile. We justify a set of layer-geometry parameters that can be used as process settings to achieve the desired arithmetic mean deviation of the profile.
Текст научной статьи Исследование влияния геометрических факторов на шероховатость при трехмерной печати
Шероховатость поверхности является нормированным показателем, который ставится на всех чертежах изделий. От шероховатости поверхности во многом зависит и уровень технических характеристик получаемого изделия [1-6]. В случае использования традиционных (субстрактивных) технологий, которые на удалении припуска вопросы технологического обеспечения требуемой шероховатости детально изучены. Предлагаются расчетные и экспериментальные зависимости, которые позволяют определить значения режимов, обеспечивающих требуемые значения шероховатости.
На сегодняшний день известно, что шероховатость поверхности, которая образуется при обработке за счет удаления припуска является результатом систематических и случайных процессов [7-10]. В качестве систематических процессов можно отметить геометрию и кинематику резания, а характеристики случайных процессов можно рассматривать по вибрационной картине. Например, в работах [11-13] изучены особенности формирования шероховатости при лезвийной обработке и установлено, что в случае повышения требований к качеству поверхности, вклад случайных процессов в формирование микропрофиля растет.
Для случая аддитивных технологий, в частности трехмерной печати при помощи полимерной нити таких исследований на сегодняшний день не проводилось. На настоящий момент отсутствует системное понимание взаимосвязи между механизмом образования микронеровностей при печати изделий, расплавленной полимерной нитью и технологическими режимами. По этой причине FFF-печать сегодня нельзя в полной мере считать промышленной технологией, т.к. процесс подвержен слишком большой вероятности получения брака (до 35-40%). Кроме того, подбор режимов печати выполняется индивидуально при каждой операции. Это существенно увеличивает трудоемкость технологической подготовки производства и существенно снижает эффективность применения технологии. Кроме того, снижается коэффициент использования материала и имеется существенная зависимость эффективности применения технологии от квалификации оператора. Это объясняется тем, что назначение режимов печати выполняется преимущественно на основе опыта оператора установки.
Первым шагом, который позволит решить указанную проблему, является изучение особенностей формирования профиля шероховатости при трехмерной печати и выявление взаимосвязи между режимами печати и выходными параметрами процесса (в нашем случае средним арифметическим отклонением профиля). В рамках данной работы будет рассмотрены особенности формирования профиля шероховатости при трехмерной печати. На основании этого можно сформулировать цель исследования : выявление степени влияния геометрических факторов наносимого слоя на шероховатость поверхностей при трехмерной печати.
МАТЕРИАЛ И МЕТОДЫ ИССЛЕДОВАНИЯ
При проведении экспериментов и обработке результатов были применимы корреляционного анализа, аппроксимации данных, математической статистики. Начальной точкой исследования была проверка гипотезы о том, что формирование профиля шероховатости при печати деталей с использованием расплавленной полимерной нити происходит преимущественно под воздействием изменения геометрии наносимого через экструдер слоя материала. Для проверки этой гипотезы использовались теория случайных процессов и фрактальный анализ. Конечной точкой исследования было выявление взаимосвязи между параметрами процесса печати и характеристиками шероховатости получаемых поверхностей. Для решения данной задачи использован аппарат теории планирования эксперимента и регрессионный анализ. Программная реализация разработанных алгоритмов выполнялась в среде Borland Delphi. Измерения шероховатости производились на пло-филографе-профилометре. Изготовление образцов производилось на 3д принтере посредством подачи филамента через экструдер.
РЕЗУЛЬТАТЫ ИССЛЕДОВАНИЯ И ИХ ОБСУЖДЕНИЯ
На рис. 1 приведена схема формирования микропрофиля при трехмерной печати.
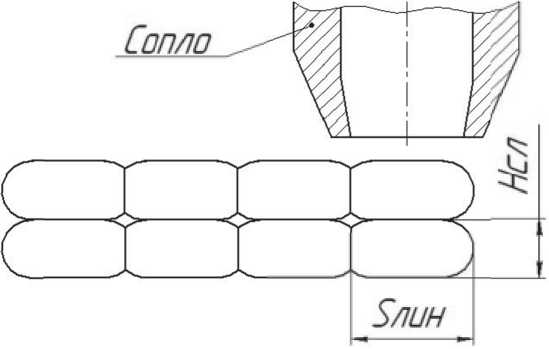
Рис. 1 . Схема формирования микропрофиля при FFF печати
На рис. 1 видно, что фактически профиля шероховатости при трехмерной печати представляет собой последовательно расположенные валики, которые наносятся через экструдер. При этом имеется два геометрических параметра данных валиков: толщина наносимого слоя ( HСЛ ) и ширина линии ( SЛИН ). Помимо указанных параметров, можно выделить еще дополнительно: диаметр отверстия в экструдере (DС), заполнение при печати (LS) и подача (F). Для исследований были изготовлены образцы, внешний вид которых показан на рис. 2.
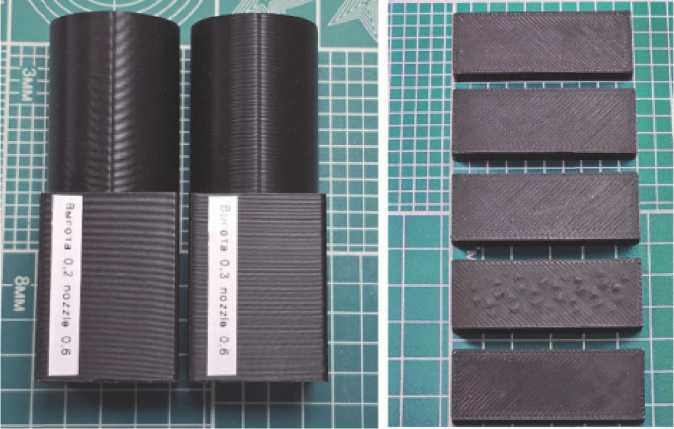
Рис. 2. Образцы для исследования
Пределы изменения геометрических параметров слоя приведены в таблице 1.
В таблице 2 приведен пример данных, полученных в результате экспериментальных исследований.
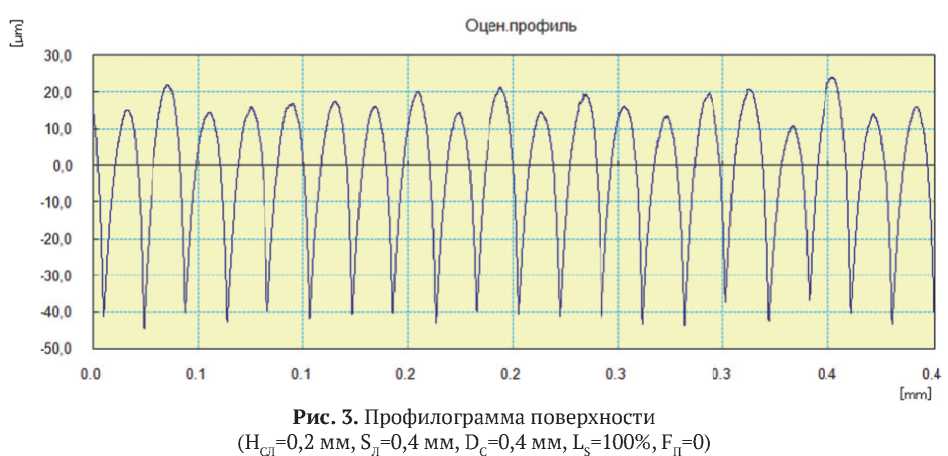
На рис. 3 приведен пример профилограммы поверхности.
Как можно видеть из рис. 3 профиль поверхности имеет регулярный характер. Иными словами можно предположить, что в его структуре преобладает систематическая составляющая.
Таблица 1. Пределы изменения геометрических параметров слоя при исследовании шероховатости деталей
|
Параметр |
Минимальное значение |
Максимальное значение |
|
Высота слоя Н ел , мм |
0,2 |
0,4 |
|
Ширина линии S лин , мм |
0,4 |
0,6 |
|
Диаметр отверстия в экструдере D e , мм |
0,4 |
0,6 |
|
Заполнение L s , % |
0 |
18 |
|
Подача F, % |
98 |
103 |
Таблица 2. Пример выборки экспериментальных данных
|
№ |
Ra, мкм |
Rq, мкм |
Rz, мкм |
Высота слоя, мм |
Ширина линии, мм |
Диаметр сопла, мм |
Заполнение, % |
|
1 |
15,849 |
18,845 |
69,733 |
0,2 |
0,4 |
0,4 |
0 |
|
2 |
14,825 |
17,681 |
66,306 |
0,2 |
0,4 |
0,4 |
18 |
|
3 |
15,424 |
18,345 |
68,203 |
0,2 |
0,4 |
0,4 |
0 |
|
4 |
14,503 |
17,342 |
66,465 |
0,2 |
0,4 |
0,4 |
18 |
|
5 |
15,401 |
18,309 |
67,52 |
0,2 |
0,4 |
0,4 |
0 |
|
6 |
14,895 |
17,812 |
67,475 |
0,2 |
0,4 |
0,4 |
18 |
|
1 |
5,146 |
6,189 |
26,335 |
0,08 |
0,4 |
0,4 |
0 |
|
2 |
26,479 |
31,595 |
115,16 |
0,32 |
0,4 |
0,4 |
0 |
|
3 |
5,285 |
6,332 |
26,679 |
0,08 |
0,4 |
0,4 |
0 |
|
4 |
26,212 |
31,441 |
115,68 |
0,32 |
0,4 |
0,4 |
0 |
|
5 |
5,534 |
6,7 |
29,339 |
0,08 |
0,4 |
0,4 |
0 |
|
6 |
25,708 |
30,763 |
113,03 |
0,32 |
0,4 |
0,4 |
0 |
Количественное подтверждение высказанного выше предположения выполнялось на основе применения аппарата теории случайных процессов и анализа профилей с использованием фрактальной геометрии [13-16]. Целью применения теории случайных процессов в нашем случае было выявление уровня случайной составляющей в профиле поверхности деталей, примеры которых представлены на рис. 2. Уровень случайной составляющей у зависит от реализации корреляционного преобразования ординат профиля [16]:
_ Dy
Y = RV где Dy - значение дисперсии, которая определяется по случайной компоненте профиля; Rq - величина среднего квадратичного отклонения, которая вычисляется по данным, полученным при измерении профилограммы поверхности.
В данной работе величина среднего квадратичного отклонения вычислялась с применением корреляционного анализа через выражение:
Rq = KXX (0), где KXX(0) – значение корреляционного преобразования профиля шероховатости при нулевой величине запаздывания.
Результаты, полученные по формуле (2) могут быть использованы для определения значения дисперсии случайной компоненты профиля посредством исключения из общей текстуры систематической составляющей, которая характеризуется амплитудой А :
D y = Rq 2 - 0.5 A 2, (3)
где A – амплитуда систематической компоненты профиля, зависящая от геометрических параметров ширины линии и высоты слоя (см. таблицу 1).
Фрактальный анализ профилей напечатанных образцов выполнялся на основе оценки показателя Херста (H), который определяли по методу нормированного размаха, алгоритм которого приведен на рис. 4. При вычислении используются значения высот профиля Xi, при этом выполняется временной сдвиг с помощью переменной i , определение размахов на каждой итерации дает значение Hi. Итоговая величина показателя определяется по методу наименьших квадратов.
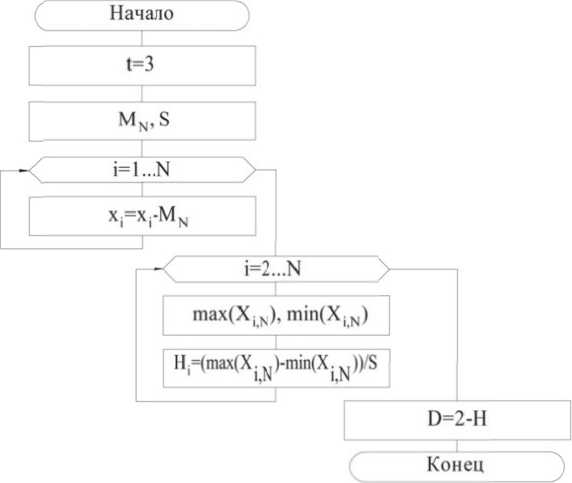
Рис. 4. Алгоритм метода нормированного размаха
Зная значения показателя Херста, можно вычислить величину фрактальной размерности D через их взаимосвязь:
D = 2 - H . (4)
Для вычисления искомых величин использовалось программное обеспечение, которое представлено на рис. 5 и 6.
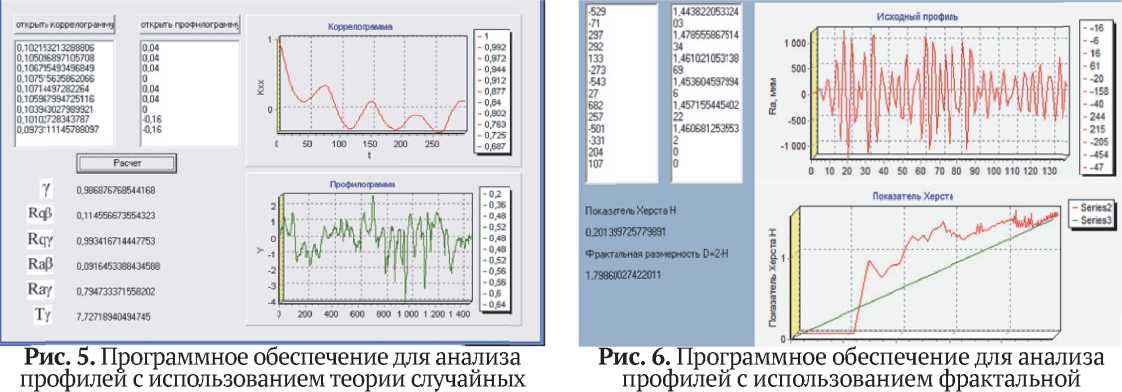
процессов геометрии
На рис. 7 и 8 приведены зависимости между значениями среднего арифметического отклонения профиля и данными, поученными по выражениям (1) и (4).
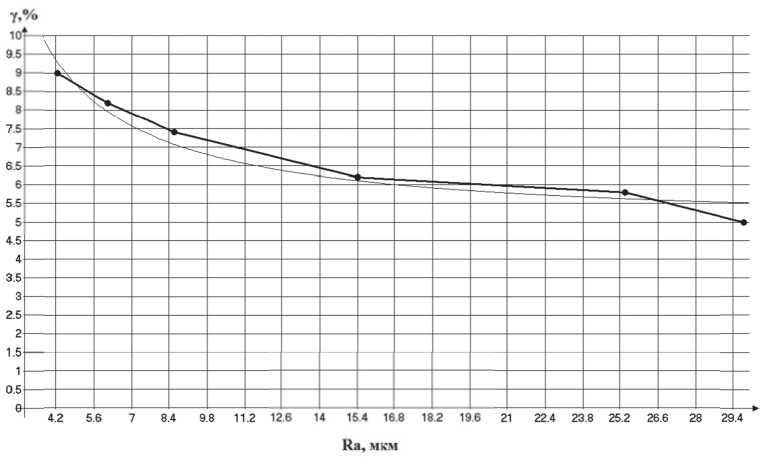
Рис. 7. Зависимость v =f(Ra) для изделий, полученных методом FFF-печати
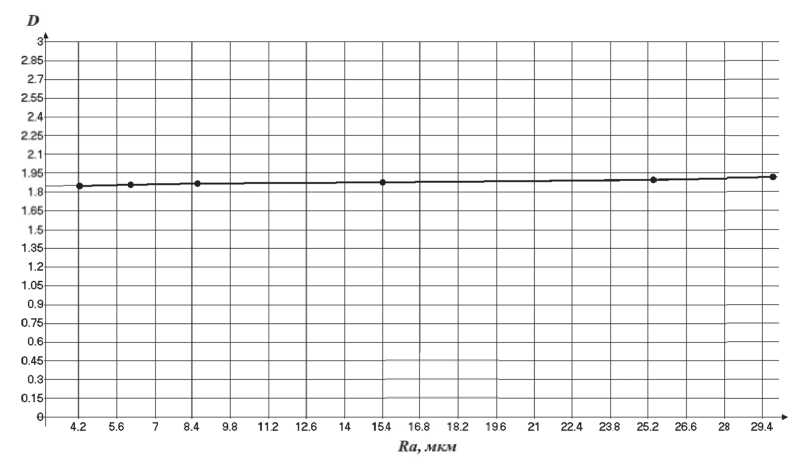
Рис. 8. Зависимость D=f(Ra) для изделий, полученных методом FFF-печати
На основе регрессионного анализа, были выявлены уравнения, описывающие данные, которые приведены на рис. 7 и 8.
у = 18.7634779/Ra+ 4.8896617 , (5)
D = 0.002423 X Ra+ 1.843 8407 . (6)
Для подтверждения состоятельности полученных уравнений регрессии был определен коэффициент детерминации, значения которого превышают 0.9. Таким образом, можно считать что между факторами существует тесная взаимосвязь.
Для выявления взаимосвязи между факторами производился расчет взаимной корреляции в компьютерных программах [14-16]. В результате расчетов было установлено, что наибольшие значения коэффициентов взаимной корреляции наблюдаются для факторов Ra-HC ( Kxy=0,895 ), Ra-SЛИН ( Kxy=0,597 ) и Ra-DC ( Kxy=0,597 ).
В качестве управляющих целесообразно использовать первые два. Для выявления функциональной взаимосвязи между среднеарифметическим отклонением профиля и шириной линии, а также толщиной слоя был проведен регрессионный анализ. На рис. 9 и рис. 10 приведены результаты регрессионного анализа.
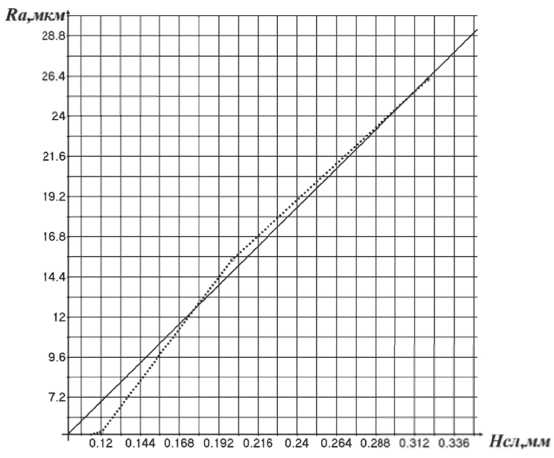
Рис. 9. Результаты регрессионного анализа для пары факторов Ra-HCЛ
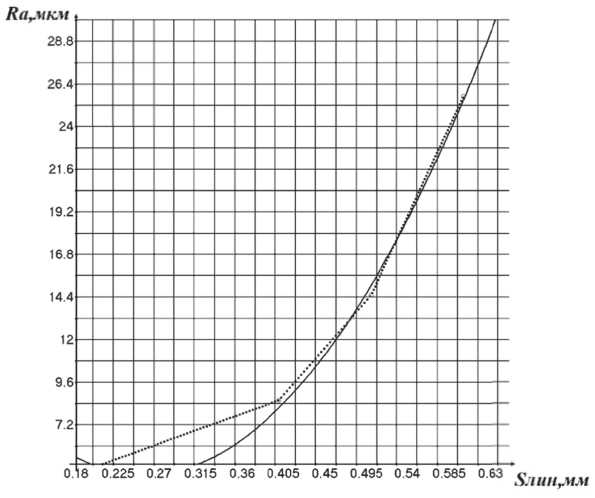
Рис. 10. Результаты регрессионного анализа для пары факторов Ra-SЛИН
Аналитически зависимости имеют вид:
Ra = 96,6190476 • Н сл - 4,6384286, R2 = 0,984;
Ra = 176,2590909 • 5ЛИН2 - 89,565 • 5ЛИН + 15,7829091, R2 = 0,997.
ВЫВОДЫ
-
1. Предварительные исследования подтвердили обоснованность выдвинутой гипотезы о том, что формирование текстуры профиля шероховатости при печати изделий, расплавленной нитью, которая подается через экструдер, происходит преимущественно под воздействием геометрических характеристик наносимого слоя. Доля систематической компоненты составляет более 90%, Кроме того величина фрактальной размерности приближается к 2, что также говорит о преобладании систематической компоненты в профиле.
-
2. На основе разработанной схемы процесса образования микропрофиля поверхности при трехмерной печати были выявлены параметры наносимого слоя, которые могут оказывать влияние на шероховатость поверхности.
-
3. В ходе эксперимента были определены значения коэффициентов взаимной корреляции между параметрами наносимого слоя и среднеарифметическим отклонением профиля. На основе ана-
- лиза полученных результатов были выявлены факторы, оказывающие наиболее значимое влияние на среднеарифметическое отклонение профиля.
-
4. В результате регрессионного анализа были получены расчетные зависимости между среднеарифметическим отклонением профиля и геометрическими параметрами наносимого слоя. Также была обоснована их состоятельность (по коэффициенту детерминации).
-
5. В качестве направлений для дальнейших исследований следует выделить два:
-
– исследование влияния кинематических параметров процесса трехмерной печати, в частности скорости движения печатающей головки на микропрофиль получаемой поверхности;
-
– выполнение исследований на основе планирования эксперимента с целью получения зависимостей для определения среднего арифметического отклонения профиля посредством комплексного учета рассматриваемых геометрических факторов;
-
– кроме того, необходимо рассмотреть взаимосвязь между параметрами жесткости несущих конструкций принтера и выходными характеристиками процесса печати. Данное обстоятельство объясняется тем, что в технологической системе в ходе процесса печати могут возникать резонансные явления. Причиной возникновения резонансных явлений является совпадение частоты изменения задающей силы и собственных колебаний элементов оборудования. Важным моментом в данном случае является то, что необходимо в ходе последующих исследований выявить условия возникновения резонанса, оценить степень влияния его на точность размеров и качество получаемых поверхностей и разработать комплекс мер по предотвращению данного явления.
