Исследование влияния коэффициента кинематического натяжения на формоизменение трубы в выпусках калибра при прокатке на короткой оправке

Автор: Богатов Александр Александрович, Павлов Дмитрий Андреевич, Павлова Елена Александровна
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Рубрика: Обработка металлов давлением. Технологии и машины обработки давлением
Статья в выпуске: 2 т.15, 2015 года.
Бесплатный доступ
На трубопрокатном агрегате ТПА-140 ОАО «Синарский трубный завод» с автоматическим раскатным станом «тандем» прокатывают трубы из углеродистых и легированных марок стали ответственного назначения: бурильные, обсадные, для энергомашиностроения и другие диаметром от 73 до 168 мм с толщиной стенки от 5 до 23 мм. Для снижения себестоимости стоит задача освоения производства всего сортамента ТПА-140 из НЛЗ диаметром 150,0 или 156,0 мм на существующем оборудовании, т. е. исключение из производства катаной заготовки диаметром 120,0 мм. Для освоения НЛЗ необходимо увеличить коэффициент вытяжки на автомат-стане «тандем». В настоящее время коэффициент вытяжки на СПП-1 (стан продольной прокатки труб) находится в пределах 1,16-1,5, а на СПП-2 - 1,07-1,15. Применение больших обжатий вызывает появление продольного дефекта «риска» на поверхности труб. В статье представлены результаты исследования снижения размеров лампасов труб и, как следствие, уменьшение объема брака по дефекту «риска» за счет применения кинематического натяжения в процессе раскатки на короткой оправке предварительно овализированной гильзы. Проведено исследование влияния коэффициента кинематического натяжения на формоизменение трубы в выпусках калибра при продольной прокатке с предварительной овализацией гильзы. Установлено, что кинематическое натяжение в процессе прокатки на короткой оправке предварительно овализированной гильзы позволяет уменьшить интенсивность утолщения стенки гильзы-трубы в выпусках калибра при прокатке в СПП-1, что позволяет уменьшить вероятность образования продольных рисок на внутренней поверхности труб. Показана возможность увеличения коэффициента вытяжки при прокатке на автоматическом стане «тандем».
Раскатка труб, короткая оправка, автомат-стан "тандем", конечно-элементное моделирование, коэффициент овализации
Короткий адрес: https://sciup.org/147156944
IDR: 147156944 | УДК: 621.774
Study of the effect of kinematic tension coefficient on tube forming in groove taper during lengthwise rolling on a stub mandrel
An open joint-stock company “Sinarsky Pipe Plant” uses pipe-rolling mill PRM-140 to produce pipes made of carbon and alloy superduty steels: drill pipes, casting pipes, pipes for power plant engineering industry from 73 to 168 mm in diameter with wall thickness from 5 mm to 23 mm. To reduce the production costs it is important to master the production of the pipes of the 140 PRM from continuously cast billet that is 150 mm and 156 mm in diameter and to cease the production of rolled billet that is 120 mm in diameter. It is necessary to increase the elongation ratio on the automatic mill “tandem” to master continuous casting. At present the elongation ratio on the lengthwise pipe-rolling mill No. 1 ranges from 1.16 to 1.5 and the elongation ratio on the lengthwise pipe-rolling mill No. 2 ranges from 1.07 to 1.15. The increased elongation ratios of automatic mill “tandem” cause the increase of strap sizes and as a result the increase of the amount of waste at a “guide mark” defect. The way to reduce the probability of the formation of a “guide mark” defect due to the kinematic tension during rolling on a stub mandrel with rough tube preovalisation was researched. The influence of the kinematic tension on the forming tube in the groove taper during lengthwise rolling with rough tube preovalisation was studied. The possibility of increasing the elongation ratio on the automatic mill “tandem” is shown.
Текст научной статьи Исследование влияния коэффициента кинематического натяжения на формоизменение трубы в выпусках калибра при прокатке на короткой оправке
На трубопрокатном агрегате ТПА-140 ОАО «Синарский трубный завод» с автомат-станом «тандем» прокатывают трубы из углеродистых и легированных марок стали ответственного назначения: бурильные, обсадные, для энергомашиностроения диаметром от 73 до 168 мм с толщиной стенки от 5 до 20 мм. В состав ТПА-140 входит автоматический стан «тандем», который состоит из двух последовательно расположенных клетей продольной прокатки (СПП-1 и СПП-2).
-
1. Постановка проблемы
-
2. Исследование влияния натяжения
В настоящее время на ТПА-140 при производстве труб используется как катаная (диаметром 120 мм), так и непрерывнолитая заготовка (диаметром 150 и 156 мм). Использование непрерывнолитой заготовки является экономически более выгодным. В этой связи важной целью является разработка технологии производства всего сортамента горячекатаных труб из непрерывнолитой заготовки. Для достижения поставленной цели необходимо разработать технологию раскатки с повышенным коэффициентом вытяжки.
В ходе промышленных наблюдений было установлено, что увеличение коэффициента вытяжки на автоматическом стане «тандем» приводит к росту объема брака труб по дефекту «риска». В настоящее время нет однозначного мнения о причи- нах появления продольной риски на внутренней поверхности трубы в процессе прокатки труб на автомат-стане «тандем».
В статье [1] авторы полагают, что наиболее вероятной причиной образования риски является встречное течение металла при деформации лампасов в вершинах калибра СПП-2. Кроме того, было показано, что с увеличением коэффициента вытяжки и толщины стенки в выпусках калибра возрастает вероятность образования дефекта.
В ходе предшествующих исследований [2, 3] было установлено, что при использовании эджер-ных вертикальных валков с коэффициентом ова-лизации 1,25 перед рабочей клетью СПП-1 удается повысить коэффициент вытяжки с 1,5 до 1,99. При этом не происходит увеличения вероятности образования дефекта «риска» на поверхности труб.
Задачей дальнейшего исследования являлось определение влияния натяжения при прокатке гильзы в СПП-1 на толщину стенки в выпусках калибра.
на формоизменение металла в выпуске калибра при прокатке на СПП-1
Исследование проводилось в программном комплексе Deform-3D. В ходе исследования, как и в [2, 3] гильзе придавалась овальная форма перед прокаткой на короткой оправке с помощью эджер-
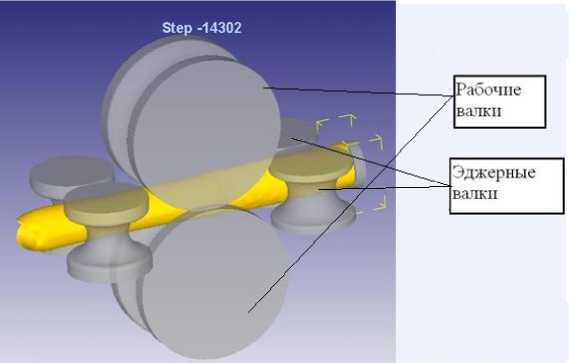
Рис. 1. 3D-модель СПП-1 с эджерными валками
Матрица вычислительных экспериментов
Таблица 1
Матрица вычислительных экспериментов представлена в табл. 1. Варьируемым параметром во всех вычислительных экспериментах являлся коэффициент кинематического натяжения ω, который представляет собой отношение окружной скорости рабочих валков к окружной скорости вертикальных эджерных валков. Варьирование ω осуществлялось за счет изменения окружной скорости эджерных роликов, установленных за рабочей клетью СПП-1.
По рекомендации разработчиков программы и с учетом практических данных о прокатке труб на автоматическом стане «тандем» температура трубы была выбрана 0 = 1200 °С, температура валков и оправки 0 = 150 °С, температура воздуха 0 = 20 °С. Теплоотдача от заготовки к инструменту была задана коэффициентом теплопередачи X = 5 Вт/м3К. Для уменьшения времени расчета в очагах деформации были созданы окна плотности с размером элементов 5 мм. Вне окон плотности размер элементов составлял 19 мм. Степень деформации элемента, при достижении которой происходит автоматическое обновление сетки, была принята равной ε = 0,15. На поверхности инструмента граничные условия были заданы следующим образом: нормальная составляющая скорости частиц металла Vn|5s = 0; закон трения был задан по Зибелю т^ = фту. Показатель напряжения трения на рабочих и эджерных валках был принят равным ф = 0,7, на оправке - ф = 0,2. Скорость вращения валков на СПП-1 принята равной 125 об/мин. В качестве материала заготовки использовалась сталь AISI-1045, являющаяся аналогом российской стали 45. При постановке тепловой задачи температура заготовки принималась равной 1200 °С, а инструмента – 150 °С. Скорость перемещения толкателя была принята равной 20 мм/с.
В каждом вычислительном эксперименте после моделирования процесса раскатки гильзы на короткой оправке производилось измерение толщины стенки в выпуске 5вып и вершине 5верш калибра, а затем вычислялся безразмерный параметр ( 5 вып ) , где i - номер вычислительного экс-
^ верш ^
перимента (табл. 2). По данным табл. 2 была построена диаграмма, которая представлена на рис. 2.
В вы ч и сли т ель н о м э к сп ер и м ен т е № 6 произо ш ло и ск ажен и е г ео мет р и и тру б ы н а выхо д е из э д ж ерн ых в а л ков (рис . 3), поэтом у па ра м е тр ^ вып
-----не измерялся.
^ верш (i)
Таблица 2
Результаты измерения параметра 5 вып , ^ верш (i) характеризующего формоизменение в выпуске калибра
|
Номер вычислительного эксперимента |
1 |
2 |
3 |
4 |
5 |
6 |
|
Коэффициент натяжения ω |
1,02 |
1,04 |
1,06 |
1,08 |
1,1 |
1,2 |
|
вып S™. ™ верш (1) |
1,49 |
1,47 |
1,46 |
1,44 |
1,42 |
– |
Из табл. 2 и рис. 2 ви д н о , чт о с у вели ч ени ем ко э ф ф и ц и ен т а ки н емат и чес к о г о н ат я жен и я ω п р о и с ход ит умень ш е ни е б е зр азмер н о г о пар амет р а
S
-----, т. е. уменьшается поперечная разностен- ^ верш (i)
ность черновой трубы. Также следует отметить, что при прокатке с натяжением параметр 5 вь™ ^ верш (i) принимает меньшие значения, чем при прокатке без натяжения [3]. Таким образом, применение кинематического натяжения создает резерв для увеличения коэффициента вытяжки на СПП-1 более 1,99.
Заключение
В ходе исследования было установлено, что кинематическое натяжение в процессе прокатки на короткой оправке предварительно овализиро-ванной гильзы позволяет уменьшить интенсивность утолщения стенки гильзы-трубы в выпусках калибра при прокатке в СПП-1, что позволяет уменьшить вероятность образования продольных рисок на того, при тяжением увеличен.
внутренней поверхности труб. Кроме прокатке гильзы-трубы в СПП-1 с на-коэффициент вытяжки может быть
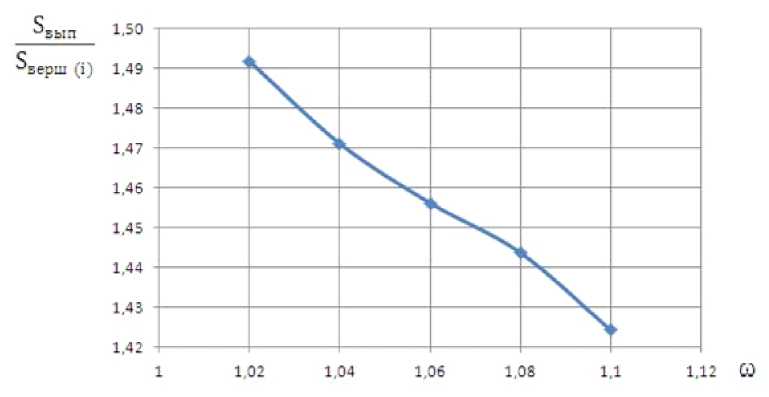
Рис. 2. Зависимость параметра 5 вып от коэффициента ^ верш (i)
кинематического натяжения ω
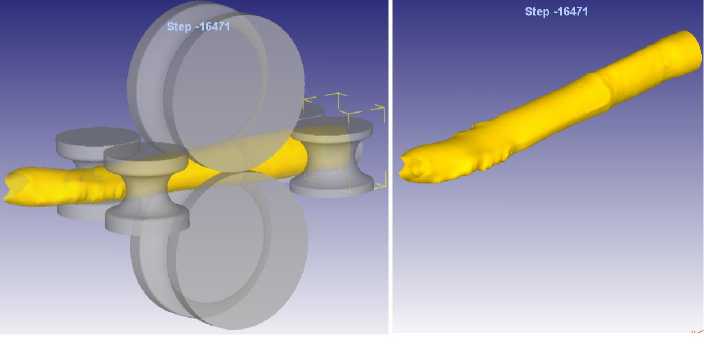
Рис. 3. Искажение геометрии трубы на выходе из эджерных валков
Список литературы Исследование влияния коэффициента кинематического натяжения на формоизменение трубы в выпусках калибра при прокатке на короткой оправке
- Моделирование образования дефекта «риска» на внутренней поверхности труб при продольной прокатке/А.А. Богатов, Д.А. Павлов, С.В. Липнягов, В.Н. Суворов//Производство проката. -2012. -№ 8. -С. 37-39.
- Богатов, А.А. Разработка нового способа продольной прокатки труб на короткой оправке/А.А. Богатов, Е.А. Дресвянкина, Д.А. Павлов//Новые технологии и достижения в металлургии, материаловедение и технологическое проектирование: сб. тр. XV междунар. конф. -Екатеринбург: Изд-во УрФУ, 2014. -С. 201-205.
- Богатов, А.А. Новый способ раскатки горячедеформированных труб на короткой оправке/А.А. Богатов, Е.А. Дресвянкина, Д.А. Павлов//Сталь. -2014. -№ 12. -С. 49-51.
