Исследование влияния кривизны передней поверхности на прочность лезвия инструмента

Автор: Олейник А.П., Померанцев М.А., Михайлов С.В.
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Надежность изделий машиностроения
Статья в выпуске: 1-3 т.13, 2011 года.
Бесплатный доступ
Изложена методика расчета прочности лезвия инструмента с криволинейной передней поверхностью. Представлены результаты расчета напряженного состояния резцов с выпуклой и вогнутой формами передней поверхности.
Резание материалов, прочность инструмента, криволинейная передняя поверхность резца
Короткий адрес: https://sciup.org/148199708
IDR: 148199708 | УДК: 621.9
Research the influence of forward surface curvature on durability of tool edge
The design procedure of durability calculation of tool edge with curvilinear forward surface is stated. Calculation results of cutters tension with convex and concave forms of forward surface are presented.
Текст научной статьи Исследование влияния кривизны передней поверхности на прочность лезвия инструмента
Для криволинейной передней поверхности длина пластического и полного контакта стружки с инструментом равна [1]:
l0=0,5 l l = «1У2[1 -(ajRu)0"1 exp(-3,96a, /Ru)] sin /^sin^/4 + в1-Y) ’ (1)
где R u – вертикальный радиус завивания; а 1 – толщина срезаемого слоя; β 1 – угол наклона условной поверхности сдвига; γ – передний угол инструмента.
Расчеты по (1) и их сопоставление с экспериментальными данными показывают, что данная зависимость может быть использована как для вогнутых, так и для выпуклых форм передней поверхности. В зоне пластического контакта стружки с передней поверхностью режущего клина касательные напряжения распределены равномерно и равны пределу текучести на сдвиг τ Р . За пределами участка l 0 величина касательных напряжений уменьшается и в точке отрыва стружки D равна нулю. Согласно работе [2] характер уменьшения величины касательных напряжений можно принять линейным. Тогда зависимость величины касательных напряжений от координаты х (рис. 1) будет иметь вид:
т = 2 тp
1 —
I l J
при x > 1 0.
Нормальные контактные напряжения имеют максимальное значение у вершины режущего клина [2]:
^max = 2Tр (1,385 + Ypad Y
Распределение нормальных напряжений на передней поверхности лезвия резца задается по зависимости:
OB = p£
arccos 1 -V
^N = ^max 1 —J .
V l 7 (4)
Показатель n в формуле (4) равен:
<7 bl
П = max I _ 1, P РN (5)
OB = Р £
arccos 1 -
OB = Р £

1 - cos


где b 1 – ширина срезаемого слоя; P N – нормальная составляющая силы стружкообразо-вания, действующая перпендикулярно передней поверхности резца (рассчитывается через тангенциальную составляющую силы резания P z ).
В процессе резания отделение металла срезаемого слоя толщиной а 1 и его переход в стружку происходит по линии OM . Слой металла толщиной h п.с. подминается под заднюю поверхность резца. На выходе из контактной зоны материал упруго восстанавливается на величину h упр =h п.с. –h пл , где h пл – доля пластической деформации подминаемого слоя. В т. О – границе между передней и задней поверхностью режущего клина касательные напряжения равны нулю. Согласно известному положению из теории линий скольжения, линии максимальных касательных напряжений в зоне резания выходят на поверхность инструмента в т. О под углом 45º. Для схемы резания с единственной плоскостью сдвига указанное свойство линий скольжения будет выполняться, когда плоскость сдвига образует с касательной к радиусу округления режущей кромки угол п/4 [3]. Из приведенных рассуждений следует:
Длина участка AB может быть вычислена по формуле:
AB = Р£

На радиусном участке OA касательные напряжения возрастают от 0 до τ Р Аналогично изменяются касательные напряжения на участке ОВ режущей кромки Характер увеличения касательных напряжения принимаем линейным Нормальные напряжения на радиусном участке резца распределены равномерно и равны σ max Контакт заготовки с задней поверхностью режущего клина по участку EF возникает вследствие упругого восстановления материала подминаемого слоя (рис 2)
sin--01
L = р£
= Р £ h n . с .
Р £
= 1 _
h
Р £
;
Зная h п.с. , длина участка ОВ определится по
формуле:
OB = р£
arccos
V р£ 7
где ρ ε – радиус округления режущей кромки; h п.с. – величина подминаемого слоя
Формула (7) с учётом (6) может быть преобразована:
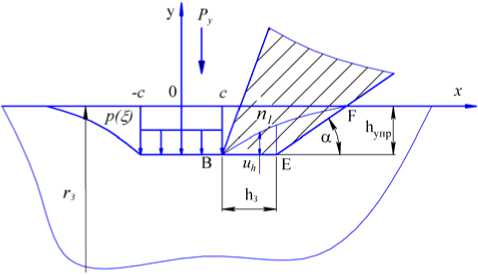
Рис. 2. Схема к определению величины h упр [4]
Движущаяся перед резцом пластическая область сопровождается волной упругой деформации, что приводит к опусканию границы полуплоскости на величину h упр При этом восстанавливающаяся позади режущей кромки поверхность Bn 1 F взаимодействует с плоскостью фаски, дополнительно деформируясь до положения BEF Выражение для определения величины h упр имеет вид [4]:
hynp = Py г 2 сln 2 с - сln( с2 + r2) + ГЗ (и - 1) arctg с" , nb1 сЕ L гЗ где Py – радиальная составляющая силы
стружкообразования; b 1 – ширина срезаемого слоя; r З – радиус заготовки; υ , Е – коэффициент Пуассона и модуль упругости обрабатываемого материала; с – половина длины напряженного участка [ -с; с ], равная проекции условной поверхности сдвига на границу полуплоскости:
с = 0,5 a 1 ctg P 1 ,
где a 1 – толщина среза; β 1 – угол наклона условной поверхности сдвига.
Длина участка EF определяется из выражения:
EF = h ynp /sin « ,
где α – задний угол резца.
Согласно [2] можно принять, что на участке EF касательные напряжения линейно уменьшаются от точки Е , где имеют максимальные значения, до т. F , где равны нулю (см. рис. 1). Анализ теории деформирования и разрушения твердого тела показывает, что методика расчета прочности лезвия инструмента со сложной передней поверхностью может быть создана на основе численных методов расчета напряжений в твердом теле. В настоящей работе оценка прочности режущего клина осуществлена с помощью метода конечных элементов, который реализован в системе ProMechanica, входящей в состав программы ProEngineer.
Процесс моделирования прочности контактной зоны инструмента осуществлялся в следующей последовательности. Строился эскиз фронтального профиля режущего клина, с помощью которого создавалась трехмерная модель резца. Определялось положение заделки лезвия резца. Активная часть режущей поверхности разбивалась на регионы, к которым прикладывались контактные нагрузки (рис. 4). Физико-механические свойства модели резца соответствовали твердому сплаву Т15К6: плотность – 11900 кг/м3, модуль упругости – 540 ГПа, коэффициент Пуассона – 0,06, коэффициент линейного расширения – 6*10-6. Напряжения, действующие на каждом из выделенных регионов, рассчитывались по составляющим силы резания, найденным экспериментальным путем. С этой целью разработан алгоритм и программа определения координат границ регионов и их проекций на координатные оси для различных форм режущих клиньев (рис. 3).
Для определения границ регионов получены следующие зависимости:
-
- для вогнутой передней поверхности:
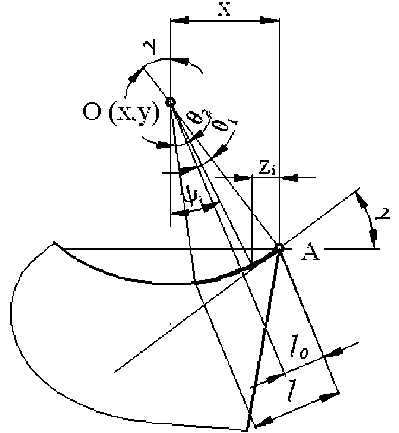
Рис. 3. Схема к определению границ проекций регионов
x = r sin y
при у > 0, yi = у -iAy, zi = x- r sinyi
при y ^ 0, yi = iAy - y, zi = r sinyi + x ,
-
- для выпуклой передней поверхности:
x = - r sin y
при y ^ 0, yi= y + iAy, zi = x + r sin yi
при y < 0, yi = -iA y - y, zi = x - r sin yi где r – радиус вогнутой/выпуклой передней поверхности; i – номер региона.
После задания всех нагрузок расчетная схема примет вид, показанный на рис. 4.
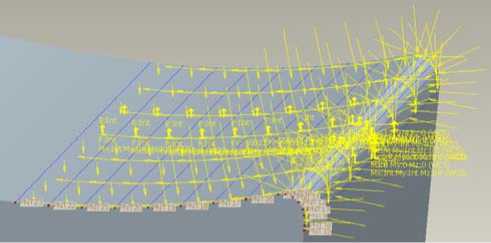
Рис. 4. Схема нагрузок в режущем клине (ProMechanica).
Результаты расчета напряженного состояния резцов с различной геометрией представлены на рис. 5. Расчеты выполнены для следующих условий: ν =1 м/с, s =0,3 мм/об, t =3 мм, φ =90º, φ 1 =3º, γ =15º, α =6º, ρ ε =0,1 мм, h з =0,05 мм, сталь 45–Т5К10, поперечное точение.
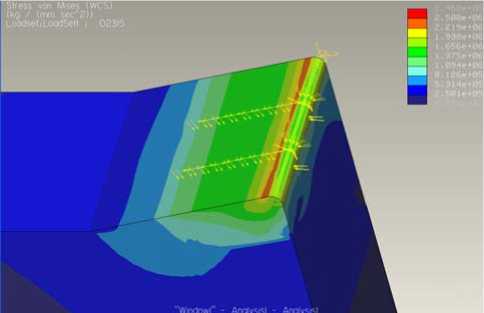
а)
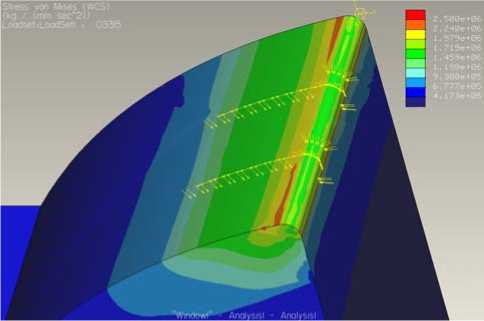
б)
Рис. 5. Напряженное состояние плоского режущего клина (а) выпуклого режущего клина с
Выводы: при использовании резцов с выпуклой передней поверхностью максимальные напряжения перераспределяются и режущая кромка разгружается. В результате прочность резца с выпуклой поверхностью по сравнению с плоской возрастает, несмотря на уменьшение среднего значении угла заострения.
Список литературы Исследование влияния кривизны передней поверхности на прочность лезвия инструмента
- Михайлов, С.В. Компьютерное прогнозирование и системный анализ причинно-следственных связей процессов образования, завивания и дробления сливной стружки: монография/С. В. Михайлов. -Кострома: Изд-во Костром. гос. технол. ун-та, 2009. 160 с.
- Полетика, М.Ф. Контактные нагрузки на режущих поверхностях инструмента/М.Ф. Полетика. -М.: Машиностроение, 1969. 114 с.
- Михайлов, С.В. Определение границы между передней и задней поверхностями инструмента с округленной режущей кромкой/С.В. Михайлов, А.П. Олейник//Науч. тр. молодых ученых КГТУ: сб. науч. тр. в 2 ч./Костром. гос. технол. ун-т. 2008. Вып. 9, Ч. 1. С. 102-104.
- Полетика,М.Ф. Деформации и силы на задней поверхности/М.Ф. Полетика, В.Н. Козлов//Повышение эффективности протягивания: сб. науч. тр./Рижск. политех. ин-т. 1988. С. 134-141.
