Исследование влияния силы и температуры в процессе высокоскоростного резания на точность обработки гильзы блока цилиндров

Автор: Ладягин Роман Владимирович, Якимов Михаил Владимирович
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 3 т.22, 2020 года.
Бесплатный доступ
В статье были проведены исследования влияния режимов резания на температуру гильзы цилиндра в процессе расточки. Были проведены серии экспериментов по обработке гильзы для определения температуры в её стенке и силы резания во время механической обработки. Было исследовано влияние режимов резания (скорости резания, подачи, глубины резания) на силу резания и температуру гильзы во время механической обработки, а также тепловое расширение заготовки при различных режимах резания (особенно при высокоскоростном резании с максимальной скоростью резания до 850 м/мин).
Высокоскоростная обработка, измерение, сила резания, температура резания
Короткий адрес: https://sciup.org/148312647
IDR: 148312647 | УДК: 621.7.044 | DOI: 10.37313/1990-5378-2020-22-3-111-115
Study of the effect of force and temperature in the process of high-speed cutting on the accuracy of treatment of the cylinder blade case
The article investigated the dependence of cutting conditions on the temperature of the cylinder liner during the boring process. A series of experiments were carried out to determine the temperature and sharpness forces during mechanical processing. The influence of cutting conditions (cutting speed, feed, cutting depth) and sharpness and temperature during machining, as well as thermal expansion of workpieces under different thread conditions (especially when high-speed cutting with a cutting frequency of up to 850 m / min) were investigated.
Текст научной статьи Исследование влияния силы и температуры в процессе высокоскоростного резания на точность обработки гильзы блока цилиндров
Процесс изготовления гильз цилиндров в литых блоках двигателей в автомобильной промышленности включает операции чернового, получистового и чистового растачивания. Погрешности цилиндрической формы обрабатываемого цилиндра приводят к ухудшению рабочих характеристик двигателя из-за увеличения потерь на трение и чрезмерного износа поршневых колец. Таким образом, требования промышленности к цилиндричности и округлости гильзы цилиндра с каждым годом становятся все выше. Процесс растачивания в основном влияет на форму обрабатываемой гильзы цилиндра через силу резания и температуру, возникающие во время операции [1,2]. В процессе расточки цилиндра отклонение расточной штанги от стенки гильзы цилиндра оставляет не срезанный слой материала в радиальном направлении, что приводит к погрешностям обработки и влияет на точность детали. Таким образом, погрешность обработки, вызванная силой резания, зависит от величины силы резания и жесткости гильзы цилиндра. С другой стороны, во время обработки механическая энергия преобразуется в тепло посредством пластической деформации при образовании стружки и трением между инструментом и стружкой. Часть выделенного тепла во время обработки переходит в гильзу цилиндра и вызывает её расширение.
Как величина силы резания, так и температура в гильзе цилиндра в основном зависят от режимов резания в процессе обработки, структуры гильзы и геометрии инструмента. Если имеется корреляция между режимами резания и силой резания, температурой в гильзе цилиндра, то режимы резания в процессе расточки гильзы цилиндра могут быть оптимизированы, где критериями оптимизации будут сила резания и температура гильзы. Таким образом, в этой статье будут исследованы величина силы резания и температура в гильзе цилиндра при различных режимах резания. Сила резания может быть легко измерена с помощью динамометра или найдена с использованием некоторых широко распространенных моделей [3,4]. В этой статье силы резания напрямую измеряются в ходе эксперимента.
В процессе расточки механическая энергия преобразуется в тепло посредством пластической деформации в процессе стружкообразова-ния и трения между инструментом и заготовкой. Затем часть генерируемого тепла отводится стружкой. Оставшиеся тепловые потоки идут в заготовку и инструмент. Именно это разделение общего генерируемого тепла, которое переходит в заготовку, вызывает повышение температуры гильзы цилиндра и приводит к её тепловому расширению. Следовательно, для анализа распределения температуры в гильзе цилиндра во время механической обработки необходимо определить тепловой поток, поступающий в гильзу цилиндра. В предыдущих работах [5,6] разрабатывались температурные модели процесса обработки, но эти исследования были почти полностью сосредоточены на низкоскоростной обработке, и не учитывали распределение тепловых потоков между инструментом, струж- кой и заготовкой, вызванным перспективным в последнее время высокоскоростным резанием.
Для исследования распределения тепловых потоков в процессе механообработки, в настоящее время используется «метод обратной теплопередачи» [7]. Температура в заготовке во время механической обработки зависит от режимов резания, материала и размера заготовки, граничных условий и теплопередачи в заготовку. Затем, если известны все вышеперечисленные факторы, кроме распределения температурного поля, величина теплового потока переходящего заготовку может быть найдена из аналитического выражения. Этот подход называется методом обратной теплопроводности. Райт и др. использовал этот метод для оценки температуры инструмента и стружки при токарной обработке [8,9]. В данной статье для определения температуры гильзы цилиндра во время процесса обработки авторы также использует метод обратной теплопередачи.
Также метод обратной теплопередачи, используется для количественного определения тепла переходящего в заготовку при различных режимах резания. Этот метод, который будет подробно описан ниже, требует измерения температуры в гильзе и силы резания в процессе расточки цилиндра.
МЕТОДИКА ИССЛЕДОВАНИЯ
В последние годы высокоскоростное резание стало основной стратегией обработки при расточке цилиндров [10]. Поэтому в данном исследовании для изучения влияния скорости резания на температуру гильзы цилиндра обработка велась с максимальной скоростью резания до 850 м / мин. Эксперименты были выполнены на многоцелевом вертикальном станке высокой точности 2254ВМФ4. В процессе эксперимента исследуемыми факторами были скорость резания (V), подача (s), глубина резания (t).
Для сбора необходимых данных, были произведены замеры величин сил резания и температуры в гильзе цилиндра при обработке без СОЖ. Затем определялась тепловое поле переходящее в заготовку при различных режимах резания. В частности, было исследовано тепловое поле при высокоскоростном резании (максимальная скорость резания до 850 м / мин), которое до настоящего времени не было достаточно изучено.
ИЗМЕРЕНИЕ СИЛЫ РЕЗАНИЯ
Сила резания может быть легко измерена с помощью пьезоэлектрического динамометра в процессе токарной обработки. Однако в данном эксперименте направление силы резания изме- няется, потому что инструмент вращается в цилиндре в процессе растачивания, это усложняет последующее преобразование данных. Поэтому в этом эксперименте инструмент и динамометр были закреплены на угловой пластине на столе станка. Образец (диаметр 87 мм, длина 150 мм) был установлен со стороны шпинделя и вращался. В результате были измерены три составляющие (Px, Py и Pz) силы резания в постоянном направлении. Экспериментальная установка показана на рис. 1.
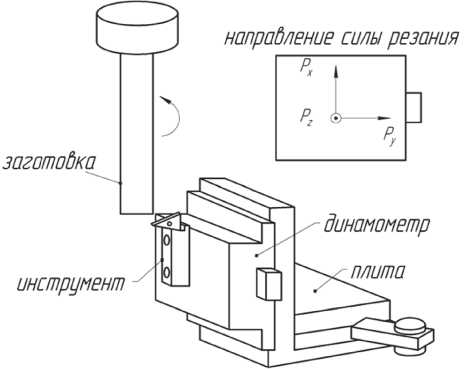
Рис. 1 Экспериментальная установка для исследования сил резания
Условия испытаний были следующими:
Материал заготовки - чугун СЧ25. Твердость СЧ25 составляет 248HB. Теплопроводность составляет 54,34 Вт / м К.
Режущий инструмент. В качестве инструмента использовался резец (ВК8 материал державки) со сменными пластинами. Материал пластин - кубический нитрид бора (CBN). CBN обладает высокой твердостью и теплопроводностью. Он также имеет небольшую реакционную способность с материалами на основе железа.
Для измерения силы подачи (Px), радиальной силы (Py) и основной силы (Pz), возникающих в процессе резания использовался трехкомпонентный динамометр (Kistler 9257B). Для получения достоверных измерений перед проведением опытов была выполнена его статическая калибровка. Выход динамометра был получен с помощью многоканального усилителя заряда (Kistler Type 5007) и передан в систему сбора данных (LaBDAQ Ni).
Режимы резания варьировались в широком диапазоне для исследования влияния на силу резания. Измерения проходили на трёх скоростях резания (300, 600 и 850 м/мин) в сочетании с тремя скоростями подачи (0,3, 0,4 и 0,5 мм/об) и тремя уровнями глубины резания (0,3, 0,4 и 0,5 мм). Условия эксперимента и измеренные силы резания приведены в таблице 1.
Таблица 1. Условия эксперимента и значение измеренных сил
|
№ |
Скорость резания, м/мин |
Подача, мм/об |
Глубина резания, мм |
P x (N) |
P y (N) |
P z (N) |
|
1 |
300 |
0.3 |
0.3 |
98.75 |
29.78 |
144.51 |
|
2 |
600 |
0.4 |
0.4 |
112.66 |
37.12 |
193.78 |
|
3 |
850 |
0.5 |
0.5 |
100.62 |
30.10 |
251.08 |
|
4 |
300 |
0.4 |
0.4 |
140.55 |
51.43 |
278.97 |
|
5 |
600 |
0.3 |
0.3 |
76.83 |
24.48 |
125.40 |
|
6 |
850 |
0.4 |
0.4 |
101.50 |
37.53 |
189.08 |
|
7 |
300 |
0.4 |
0.3 |
103.54 |
28.88 |
166.23 |
|
8 |
600 |
0.5 |
0.4 |
105.92 |
28.02 |
212.97 |
|
9 |
850 |
0.3 |
0.5 |
99.12 |
46.50 |
186.97 |
|
10 |
300 |
0.5 |
0.4 |
139.28 |
41.34 |
243.00 |
|
11 |
600 |
0.3 |
0.5 |
103.49 |
43.85 |
191.98 |
|
12 |
850 |
0.4 |
0.3 |
75.95 |
17.77 |
146.61 |
ИЗМЕРЕНИЕ ТЕМПЕРАТУРЫ
Для исследования температурного поля гильзы при обработки образец цилиндра (внутренний диаметр 87 мм, длина 150 мм, толщина стенки 7 мм) был закреплен на столе станка. Три пары термопар были установлены в три отверстия (A, B, C) на расстоянии 5, 75 и 145 мм от верхней части образца. Диаметр каждого отверстия составлял 1 мм. Место соединения термопар располагалось на расстоянии 1 мм от рабочей поверхности для измерения переходных температурных режимов в процессе обработки. Экспериментальная установка показана на рис. 2.
Тип термопар, использованных в тестах, был тип хромель-алюмель. В ходе опытов применялся тот же инструмент и те же режимы обработки, что и при исследовании силы резания. Величины выходных напряжений от термопар были получены системой сбора данных (Keyence: NR-2000) и затем преобразованы в температуру. Условия эксперимента и распределение температурного поля в гильзе цилиндра показаны в таблице 2. На рис. 3 показано сравнение измеренной температуры вдоль оси цилиндра при разных скоростях резания.
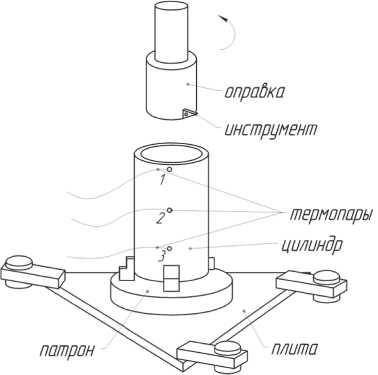
Рис. 2. Экспериментальная установка для исследования температуры
РЕЗУЛЬТАТЫ И ОБСУЖДЕНИЕ
Из результатов измеренных сил резания, очевидно, что сила резания будет увеличиваться с увеличением скорости подачи и глубины резания. Кроме того в ходе испытаний обнаружено, что сила резания имеет тенденцию уменьшать-
Таблица 2. Условия эксперимента и значение измеренной температуры
|
№ |
Режимы резания |
A (°C) |
B (°C) |
C (°C) |
|
1 |
V= 300м/мин, s= 0.4мм/об, t=0.4 мм, |
53.93 |
45.34 |
39.52 |
|
2 |
V= 300 м/мин, s= 0.5 мм/об, t=0.5 мм |
55.23 |
47.08 |
38.05 |
|
3 |
V= 600 м/мин, s= 0.3 мм/об, t=0.3 мм |
41.98 |
32.11 |
30.93 |
|
4 |
V= 600 м/мин, s= 0.4 мм/об, t=0.4 мм |
47.62 |
40.02 |
30.68 |
|
5 |
V= 850 м/мин, s= 0.4 мм/об, t=0.4 мм |
41.74 |
34.97 |
27.95 |
|
6 |
V= 850 м/мин, s= 0.5 мм/об, t=0.5 мм |
41.97 |
33.75 |
31.42 |
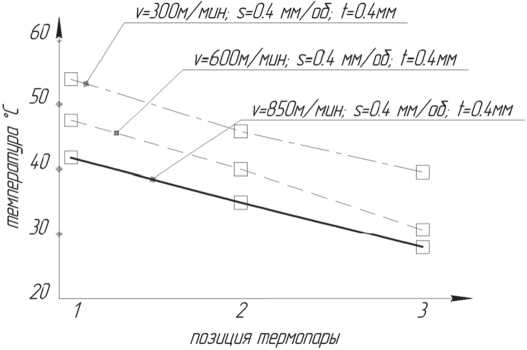
Рис. 3. Температура в гильзе при различных режимах обработки
ся с увеличением скорости резания, это следствие увеличившейся температуры в зоне резания (сконцентрированной преимущественно в стружке) в результате чего снижается коэффициент трения по передней и задней поверхностям инструмента. Следовательно, величина силы резания меньше при высокой скорости резания и малой подаче и глубине. Поэтому, следует ожидать, что влияние силы резания на точность обработки при высокоскоростном резании меньше, чем при резании на малых скоростях.
Следует отметить, что температура при одинаковой скорости подачи и глубине резания в измеренном положении, которое находилось на расстоянии 1 мм от рабочей поверхности, имела тенденцию к уменьшению при увеличении скорости резания. Этот результат можно объяснить главным образом тем, что генерируемый источник тепла локализуется и сразу же уносится стружкой до того, как попадет в заготовку при высокоскоростном резании (рис.3) и тепловое расширение гильзы цилиндра, таким образом, останется небольшим.
ВЫВОДЫ
В ходе проведенных исследований с различными режимами резания (скорость резания, скорость подачи, глубина резания) установлено, что сила резания и температура гильзы цилиндра в процессе расточки имеют тенденцию уменьшаться с увеличением скорости резания. Сила резания уменьшается ввиду снижения прочностных характеристик материала заготовки при возросшей температуре в зоне резания, преимущественно сконцентрированной в мгновенно удаляемой стружке и поэтому не вносящей погрешности обработки в материал гильзы, что, несомненно, положительно сказывается на геометрической точности детали и сроке её службы.
Список литературы Исследование влияния силы и температуры в процессе высокоскоростного резания на точность обработки гильзы блока цилиндров
- G.M. Zhang, S.G. Kapoor, Dynamic modeling and analysis of the boring machining system, ASME Journal of Manufacturing Science and Engineering 109 (3) (1987) 219-226.
- R.G. Reddy, S.G. Kapoor, R.E. DeVor, A mechanistic force model for contour turning, Journal of Manufacturing Science and Engineering 122 (2000) 398-405.
- J.L. Stein, Kunsoo Huh, Monitoring cutting forces in turning, a model-based approach, Journal of Manufacturing Science and Engineering 124 (2002) 26-31.
- Najeh Tounsi, Alain Otho, Dynamometer performance modeling and experimental assessment, Journal of Dynamic Systems, Measurement, and Control 122 (2000) 477-482.
- D. Stephenson, M. Barone, G. Dargush, Thermal expansion of the workpiece in turning, ASME Journal of Engineering for Industry 117 (1995) 542-550.
- D. Stephenson, Assessment of steady-state metal cutting temperature models based on simultaneous infrared and thermocouple data, ASME Journal of Engineering for Industry 113 (1991) 121-128.
- S. Shamasunder, A.G. Marathe, S.K. Biswas, Temperature characteristics of a small batch forging production, Journal Mechanical Working Technology 15 (1987) 203.
- D.W. Yen, P.K. Wright, Remote temperature sensing technique for estimating the cutting interface temperature distribution, ASME Journal of Engineering for Industry 108 (1986) 252-263.
- Высокоскоростная и высокопроизводительная обработка (режимы, характеристика станков, инструмент) / М.А. Болотов и др. Электронные методические указания. Самарский государственный аэрокосмический университет. Самара 2010. - 88с.
