Исследование влияния технологических режимов работы установки ковш-печь на гармонический состав токов электрических дуг

Автор: Николаев А.А., Рыжевол С.С., Ивекеев В.С., Святкин П.И.
Журнал: Вестник Южно-Уральского государственного университета. Серия: Энергетика @vestnik-susu-power
Рубрика: Электротехнические комплексы и системы
Статья в выпуске: 3 т.25, 2025 года.
Бесплатный доступ
Статья посвящена исследованиям, направленным на повышение энергоэффективности электросталеплавильных комплексов путем оптимизации алгоритмов управления в установках ковшпечь (УКП). Комплекс проведенных исследовательских работ выявил механизм влияния технологических факторов на гармонический состав токов дуг, в связи с чем особое внимание уделено оценке влияния толщины шлакового слоя и особенностям распределения жидкого металла под действием аргонной продувки. Результаты исследований показывают, что устойчивое горение электрических дуг обеспечивается достаточным слоем шлака, предотвращающего перегрев футеровки, стальковша и свода, а также снижающего потери тепловой энергии. Разработаны усовершенствованные алгоритмы автоматического управления электрическими режимами УКП, позволяющие корректировать длину дуг и рабочее напряжение в зависимости от текущих условий горения дуг. Применение разработанного алгоритма обеспечивает улучшение стабильности горения дуг, повышение общего КПД и снижение удельного расхода электроэнергии. Практическая значимость работы состоит в возможности широкого применения разработанных технических решений на предприятиях черной металлургии с электросталеплавильными и конвертерными цехами, где функционируют мощные УКП.
Установка ковш-печь, аргонная продувка, электрические дуги, гармонический состав токов, тепловой КПД, управление электрическими режимами, шлаковый режим
Короткий адрес: https://sciup.org/147252018
IDR: 147252018 | УДК: 621.365.22 | DOI: 10.14529/power250306
Studying the impact of the operating modes of the ladle furnace installation on the harmonic composition of electric arc currents
The article is aimed at improving the energy efficiency of electric steel melting complexes by optimizing the control algorithms in ladle-furnace (LF) installations. The set of conducted research revealed the mechanism of the impact of technology factors on the harmonic composition of arc currents. Therefore, the article evaluates the im-pact of slag layer thickness and peculiar features of liquid metal distribution under the influence of argon purging. The research findings show that stable electric arching is ensured by a sufficient slag layer, which prevents overheating of the lining, steel ladle and vault, as well as reduces heat energy losses. The authors develop advanced algorithms for the automatic control of electrical LF modes, which allow correcting the arc length and working voltage depending on the current arching conditions. The use of the developed algorithm improves arching stability, increases the overall efficiency, and reduces specific power consumption. The practical significance of the work consists in the wide applicability of the developed technical solutions at iron works with electric steel melting and converter shops exploiting high-power LFs.
Текст научной статьи Исследование влияния технологических режимов работы установки ковш-печь на гармонический состав токов электрических дуг
Повышение энергоэффективности и улучшение качественных показателей продукции являются приоритетными направлениями современного промышленного производства. Особенно это актуально для электрометаллургии, где энергоёмкость технологических процессов зачастую определяет экономическую эффективность и экологичность. Одним из способов повышения энергоэфффектив-нсти является оптимизация технологических режимов работы сталеплавильных агрегатов (дуговых сталеплавильных печей и установок ковш-печь), позволяющая значительно сократить энергозатраты, повысить производительность и качество готовой продукции. При этом важным аспектом такого совершенствования является обеспечение устойчивых режимов горения электрических дуг, что напрямую зависит от многих факторов, среди которых особенности конструкции агрегата, режимы аргонной продувки и характеристики шлакообразующего материала.
Установки ковш-печь (УКП) играют центральную роль в финальной стадии производства качественной стали, и именно они определяют значительную часть расходов на электроэнергию, а также конечные технические характеристики продукции. Исследования, выполненные отечественными и зарубежными учёными, показали, что для обеспечения устойчивого горения дуги и для уменьшения теплопотерь с отходящими газами, а также на нагрев футеровки стальковша и свода толщина слоя шлака должна быть достаточной для экранирования электрических дуг [1–3]. В этой связи проблема обеспечения высокого коэффициента полезного действия (КПД) электрических дуг становится ключевой задачей и требует разработки новых подходов к управлению электрическими режимами, учитывающих изменения технологических режимов, связанных с изменением аргонной продувки и толщины шлака.
В качестве критерия, по которому возможна динамическая коррекция электрических режимов УКП, может выступать гармонический состав токов дуг, определяемый суммарным коэффициентом гармонических искажений токов KI . Значение коэффициента KI имеет сильную корреляцию с текущими условиями горения дуг в шлаковом слое УКП, что делает возможным применение данного параметра в алгоритме автоматического переключения рабочих кривых и ступеней РПН печного трансформатора. Полученные алгоритмы будут способствовать созданию интеллектуальных систем управления, которые смогут оперативно реагировать на изменения условий плавки, обеспечивать высокие качественные показатели продукции и минимизировать потребление электроэнергии [4].
В рамках данной работы проведено комплексное исследование влияния технологических режимов работы установки ковш-печь на гармонический состав токов электрических дуг и разработан научно обоснованный подход к управлению этими режимами для повышения энергоэффективности производственного процесса.
Исследование влияния шлаковых режимов и режимов аргонной продувки на гармонический состав токов электрических дуг
Важной проблемой повышения энергоэффективности функционирования УКП является стабилизация горения электрических дуг при изменении шлакового режима и режима аргонной продувки. Один из способов увеличения эффективности сталеплавильного процесса – оптимизация толщины шлакового слоя, который улучшает теплообмен между электрической дугой и металлической ванной. С целью улучшения временных, энергетических и технологических показателей работы УКП рассмотрим оптимизацию электрических режимов на примере действующих агрегатов (рис. 1).
Результаты предыдущих исследований [5–7] показывают, что шлаковый слой существенно влияет на эффективность преобразования энергии электрической дуги в тепло, передаваемое к металлу. Было также отмечено, что уровень гармонических искажений тока дуги можно использовать как индикатор для настройки электрических режимов печи, позволяя своевременно изменять длину электрической дуги за счет коррекции рабочей кривой N РК, а также ступени напряжения печного трансформатора N ТР.
Для настройки алгоритмов автоматического переключения N ТР и N РК при изменении шлаковых режимов и режимов аргонной продувки необходимо выполнить экспериментальные исследования токов дуг. Это позволит определить критерии
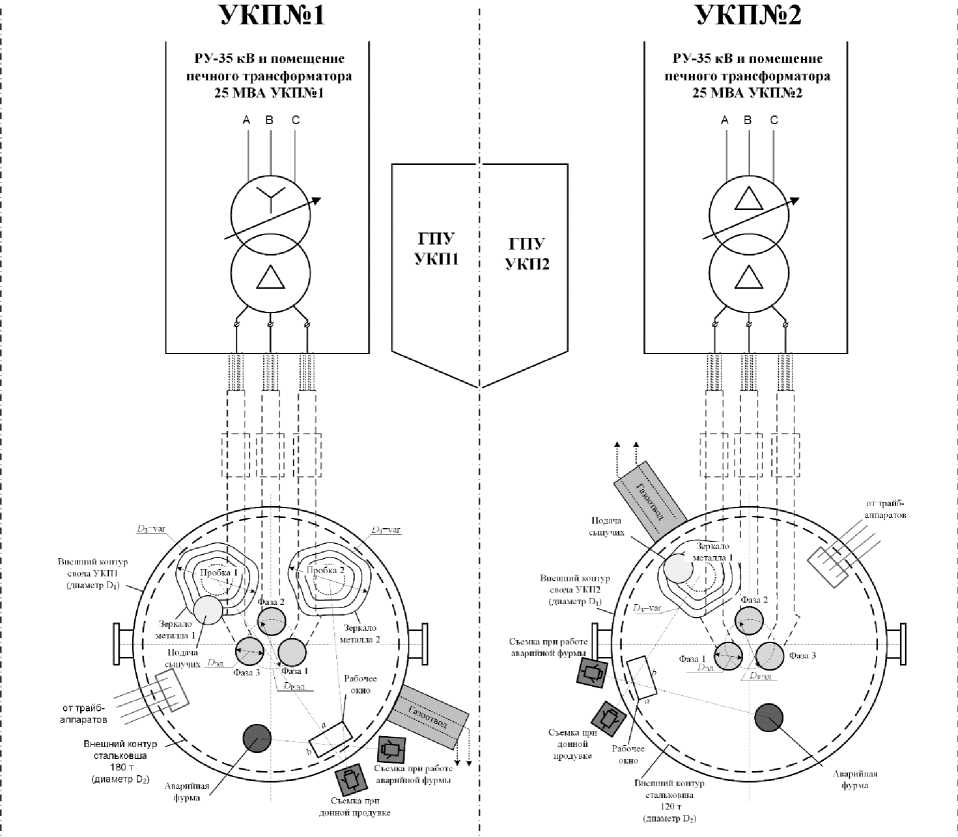
Рис. 1. Схема расположения основного технологического оборудования и специализированной видеоаппаратуры на рабочих площадках УКП № 1, 2
Fig. 1. Arrangement diagram of the main technological equipment and specialized video equipment at the work sites of LFI No. 1,2
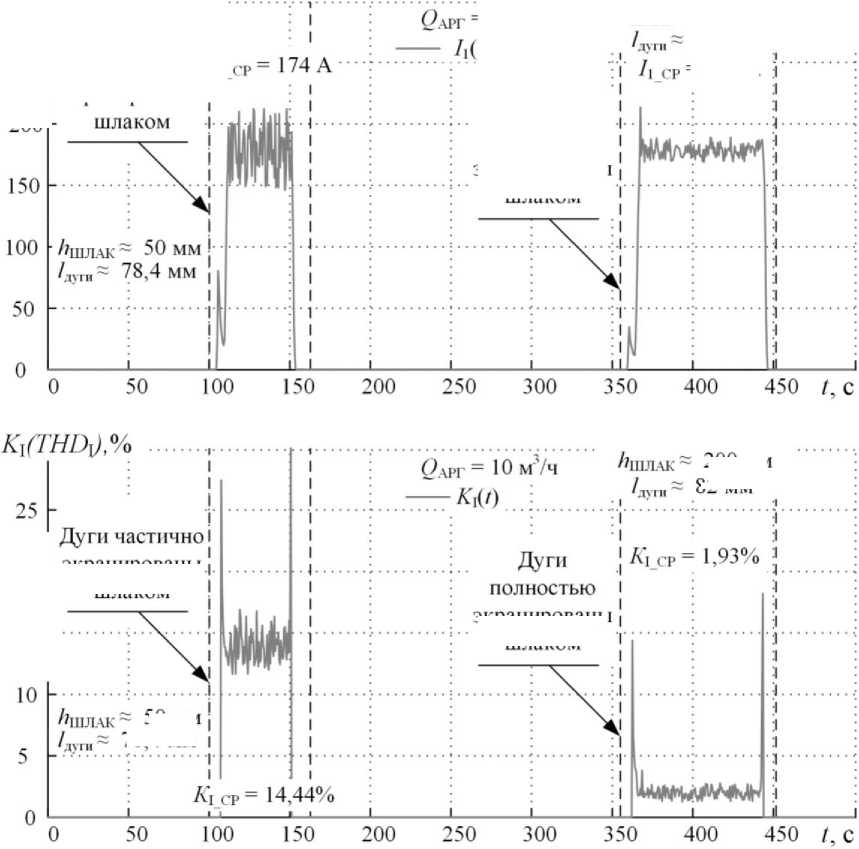
перехода с одного режима УКП на другой, используя значение K ШЛАК , который рассчитывается на основании суммарного коэффициента искажения синусоидальности кривой тока K I . Зависимость гармонических составляющих тока дуги от степени экранирования дуги шлаком оценивалась по паспортам плавок, предоставленными действующими предприятиями из архивных данных системы IBA PDA. Отбирались случаи, когда начальный этап нагрева проходил при минимальном слое шлака и на ступенях с низким напряжением. Важным дополнительным условием было совпадение интенсивности подачи аргона при сравнении нагрева до и после наведения вспененного шлака. По результатам исследований была построена зависимость средних значений тока и коэффициента K I от времени (рис. 2).
Из рис. 2 видно, что защита дуги шлаком значительно повышает стабильность горения, умень- шает разброс величины тока и снижает общую долю гармонических искажений, характеризуемую коэффициентом KI. Однако стоит отметить, что интенсивная аргонная продувка нарушает целостность шлакового покрова, вызывая оголение электрических дуг и потерю тепловой эффективности. Поэтому были выполнены новые экспериментальные исследования поведения поверхности жидкого металла и шлака при различных режимах аргонной продувки. При проведении экспериментальных исследований на УКП 1, 2 в качестве контролируемого параметра был выбран фактический расход аргона в подающей линии QАРГ. В процессе испытаний регистрировались показания сигнального тока на входе трансформатора, зафиксированные прибором РЭС-3 фирмы ООО «Прософт-Системы» с частотой дискретизации 4 кГц. Далее полученные данные подвергались обработке в программе MATLAB Simulink, где рассчитывался
7ь A
10 м'7ч
200-
200 мм
82 мм экранированы шлаком
Лшлмс^ 200 мм 82 мм = 179 А
Рис. 2. Экспериментальное исследование влияния экранирования электрической дуги на коэффициент гармонических искажений тока
Fig. 2. Experimental study of the effect of electric arc shielding on current harmonic distortion coefficient
250 Душ частично Л экранированы [
_экранированы шлаком
50 мм
78,4 мм
Дуги полностью
экранированы шлаком
суммарный коэффициент гармонических искажений K I по формуле [8-11]
к = 4I RMS - I 0 - I 1 400 %, (1) I 1
где I RMS - действующее значение тока электрической дуги; 1 1 - действующее значение тока 1-й гармоники; 1 0 - постоянная составляющая тока.
Графики временных зависимостей продемонстрировали четкое соответствие между изменениями объема подаваемого аргона и величиной коэффициента гармонических искажений. Например, при среднем объеме подачи аргона 53,6 м3/ч KI составлял 10,06 %, тогда как при 40,9 м3/ч -лишь 7,02 %, а при самом малом показателе (27,7 м3/ч) - всего 4,88 %. Эта зависимость пока- зывает, что интенсивность потока аргона напрямую влияет на уровень гармонических искажений тока (рис. 3).
Механизм данного явления заключается в физике воздействия аргона на шлак. При умеренной подаче аргона зона открытого жидкого металла невелика и защитный слой вокруг дуги сохраняется, смягчая возможные негативные эффекты, но при увеличении подачи аргона зеркало жидкого металла расширяется, обнажив ближайшие дуги. Открытые дуги становятся менее стабильными, сопровождаются большим количеством скачков напряжения и длины разряда, что вызывает резкое увеличение коэффициента K I . При ещё большем увеличении подачи аргона появляются волны и капли жидкого металла, способные замыкать дуги, дополнительно усиливая эффект роста K I .
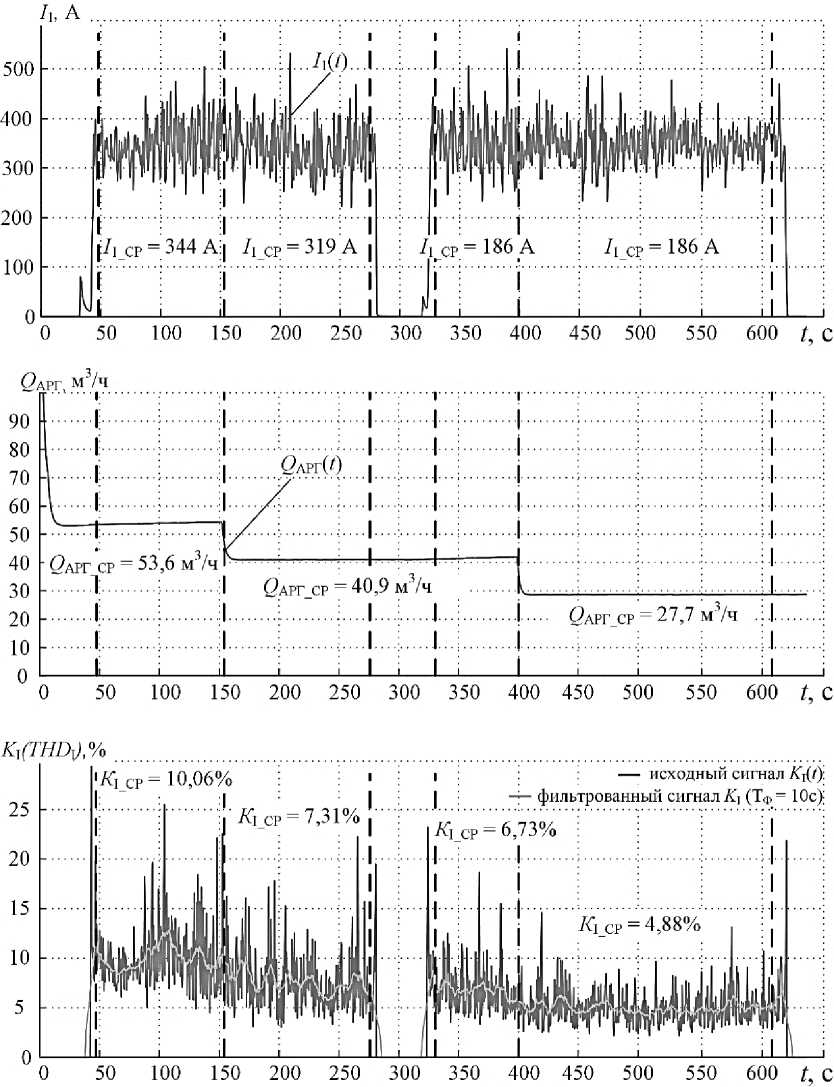
Рис. 3. Изменение суммарных коэффициентов гармонических искажений токов на первичной стороне печного трансформатора УКП № 1, 2 при изменении расхода аргона Fig. 3. Variation of total harmonic distortion coefficients for currents on the primary side of furnace transformer LFI No. 1, 2 with change in argon flow rate
Представленные результаты экспериментов (рис. 4) свидетельствуют о том, что использование несимметричных режимов, предусматривающих уменьшение длины электрических дуг в тех фазах, которые подвержены воздействию открытых участков жидкого металла, возникающих при продувке аргоном, является эффективным решением.
Сокращение длины дуги приводит к тому, что разряд частично погружается в образовавшийся мениск на поверхности жидкого металла, создавая своеобразный экран, который стабилизирует горение дуги и повышает эффективность передачи тепла.
Главным моментом при реализации подобного подхода является необходимость сохранять среднее значение тока во всех фазах на требуемом уровне, регулируя сопротивление каждой отдельной фазы индивидуально. Такая стратегия позволяет целенаправленно устранять отрицательные последствия интенсивной продувки, восстанавливая стабильность горения дуг и увеличивая общую эффективность процесса плавки.
Полученные результаты исследований доказывают необходимость разработки алгоритмов управления электрическими режимами, учитывающих одновременно толщину шлакового слоя и интенсивность аргонной продувки.
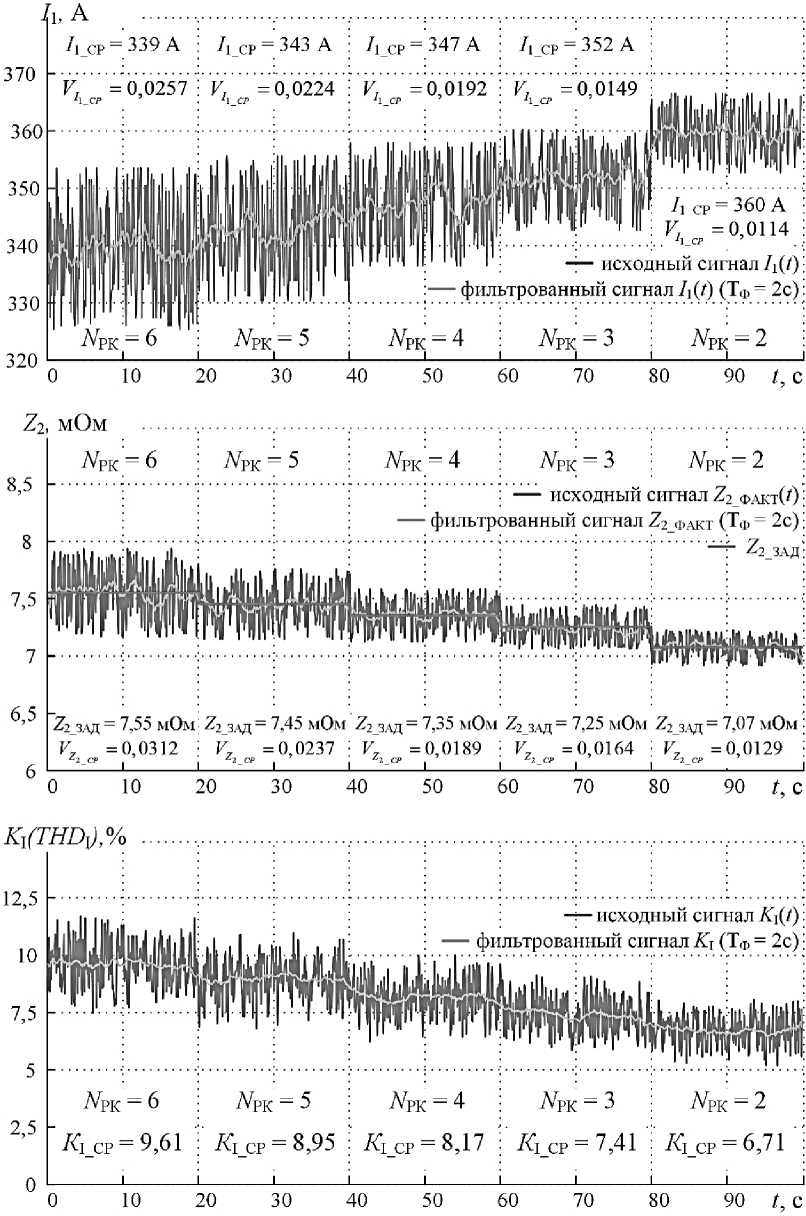
Рис. 4. Экспериментальное исследование качества регулирования импеданса при изменении длины электрической дуги
Fig. 4. Experimental investigation of impedance regulation quality during variation of electric arc length
Начало
Ручной выбор
N РК и N ТР
Нет
4<^ Автом. выбор N РК активирован
а
Да
ВВ включен
Токи фаз A,B,C>40 А
а
Нет
Сброс счетчиков событий:
А = 0; Б = 0
Задать начальные значения N РК и N ТР
Нет
Расчет фильтрованного значения коэффициента шлака ( К ШЛАк )
Выбор режима средних дуг
а
Режим горения длинных дуг && К ШЛАК. < К шЛАК.ГР2
Режим горения коротких дуг && К шлак > К шлакгил.
а
Выбор режима средних дуг
Нет
Нет
Выбор режима коротких дуг
а
Режим горения федних дуг && К ШЛАК. < К ШЛАКГР1
Режим горения средних дУг && К ШЛАК > К ШЛАКГР21
а
Выбор режима длинных дуг
Нет
Нет
К 1Ш1АК< К шЛАК.ГР1^^
Режим горения
С нных дуг &&
АК. > К ШЛАКГР21
Не
Нет
Автомат. переключение N р Р вкл
а
Автомат.
переключение N ТР вкл
Не
Значение
Д-<^вторичного напряжения минимум
Значение вторичного напряжения Да максимум
К ШАК ШЛАК. < К ШЛАК.ГР1
Нет
К Ш^АК^ ^К Ш ШЛАК. > К ШЛАК.ГР2.1
Нет
Да
Да
Сброс счетчика соб. (А = 0)
Старт счетчика событий: А (А = А + 1) через каждые 10 с)
Старт счетчика событий: Б (Б = Б + 1) через каждые 10 с)
Сброс счетчика соб. (Б = 0)
Нет^^Счет соб. А = А гр
Счет соб. Б = БГР
Нет
Уменьшить значение вторичного напряжения; Сброс счетчика событий (А = 0)
i
Автом. выбор N РК активирован
а
а
а
Увеличить значение вторичного напряжения; Сброс счетчика событий (Б = 0)
Нет
Да
Датчики касания элект. = 0
Да
Не
.про Прошло > 5 c Нет
Да
Автоматический режим отключается, выводится сообщение «Короткий электрод. Автоматический режим отключен»
Работа закончена
Конец
Рис. 5. Блок-схема алгоритма автоматической адаптации электрических режимов к текущим условиям аргонной продувки и шлаковым режимам
Fig. 5. Block diagram of an algorithm for automatic adaptation of electrical modes to current conditions of argon purging and slag regimes
Усовершенствованные подходы к управлению электрическими режимами УКП
В результате проведенных экспериментов выявлено, что при сильной аргонной продувке уменьшение длины электрической дуги положительно сказывается на её характеристиках. Основное преимущество заключается в существенном росте стабильности процесса горения, при котором заметно сокращаются колебания как геометрической длины самого разряда, так и напряжения на нём. Вследствие этого уменьшается разброс значений тока дуги и снижается уровень нелинейных искажений формы кривой тока [12–14].
Данные выводы легли в основу нового алгоритма управления электрическим режимом УКП, обеспечивающего динамическую адаптацию электрических режимов к текущим шлаковым режимам и условиям аргонной продувки. Основным принципом управления, лежащим в основе алгоритма автоматического управления электрическими режимами работы УКП, является уменьшение номера рабочей кривой (уменьшение импедансов задания и длин дуг) при снижении коэффициента шлака – K ШЛАК . В случае, если поддержание приемлемого K ШЛАК. на самых коротких дугах не обеспечивается, выполняется автоматическое понижение рабочей ступени напряжения. Напротив, при большом значении K ШЛАК при работе на максимально длинных дугах формируется сигнал на увеличение ступени напряжения трансформатора с целью повышения мощностей дуг и коэффициента интенсивности нагрева. Также алгоритм предусматривает изменение несимметрии горения дуг при работе аварийной фурмы за счет привязки к данному режиму отдельных рабочих кривых [15].
На рис. 5 представлена обобщённая блок-схема алгоритма автоматической адаптации электрического режима к текущим условиям плавки. Данная блок-схема отражает принцип работы только для одного режима работы агрегата (например, одного вида продувки).
Основным принципом управления, лежащим в основе алгоритма автоматического управления электрическими режимами, является уменьшение длин дуг при снижении K ШЛАК . В случае если поддержание приемлемого K ШЛАК на самых коротких дугах не обеспечивается, выполняется автоматическое понижение рабочей ступени печного трансформатора. Напротив, при большом значении K ШЛАК при работе на максимально длинных дугах формируется сигнал на увеличение ступени трансформатора с целью повышения мощностей дуг и коэффициента интенсивности нагрева КИН.
Результаты экспериментальных исследований усовершенствованных алгоритмов управления электрическими режимами УКП, выполненных на однопозиционных УКП 120 и 180 тонн (25 МВА), показали снижение удельного расхода электроэнергии на 2,5–5,0 % относительно исходных режимов с ручным переключением NТР и NРК. В условиях высокого электропотребления УКП данный эффект является значительным и в денежном выражении превышает 20 млн руб. в год.
Заключение
-
1. Проведенные исследования подтверждают, что покрытие электрических дуг шлаком существенно влияет на стабильность их горения и, соответственно, на содержание гармонических составляющих в токе. Полноценное экранирование дуг слоем шлака улучшает их тепловой КПД и уменьшает суммарный коэффициент искажения синусоидальности кривой тока K I . Работа без защиты шлака сопровождается высокими тепловыми потерями, низким КПД и повышенным уровнем KI .
-
2. Экспериментальные исследования показали, что аргонная продувка меняет структуру поверхности жидкого металла и приводит к формированию зон оголённого металла («зеркала»). Диаметр этих зон растет нелинейно вместе с объёмом подаваемого аргона и типом продувки (через дно или аварийную фурму). Рост температуры металла облегчает растекание шлака, что увеличивает площадь «зеркала» при прежнем расходе аргона. Определённый уровень подачи аргона вызывает раскрытие дуг в зонах, близлежащих к источникам продувки, что дестабилизирует горение и снижает КПД. Обнаружена прямая зависимость между силой продувки и коэффициентом гармонических искажений KI , поскольку с ростом расхода аргона увеличивается «зеркало», раскрываются дуги, падает КПД и растёт K I .
-
3. Установлено, что сокращение длины дуги при интенсивной аргонной продувке позитивно отражается на стабильности горения. Происходит это потому, что короткая дуга глубже погружается в зону жидкого металла (мениск), что даёт ей дополнительную защиту и улучшает передачу тепла в металл, а значит, и общий КПД. Воздействие волн и брызг жидкого металла уменьшается, а вместе с ним снижается и KI .
-
4. Совокупность выявленных закономерностей – связь между свойствами шлака, условиями продувки, стабильностью горения дуг, их КПД и содержанием гармонических искажений тока легло в основу усовершенствованного алгоритма управления электрическими режимами УКП, позволяющего адаптивно изменять длину дуг и уровни напряжения трансформатора для повышения энергоэффективности процесса плавки. Результаты экспериментальных исследований в условиях действующего производства показали наличие технического эффекта в уменьшении удельного расхода электроэнергии на 2,5–5,0 % по сравнению с исходным электрическим режимом.
