Исследование влияния ультразвукового излучения на лаковые и компаундированные пропиточные составы при инновационном методе демонтажа обмоток электродвигателей

Автор: Немировский А. Е. , Кашин А. И.
Журнал: Вестник Мурманского государственного технического университета @vestnik-mstu
Рубрика: Электротехника. Электротехнические комплексы и системы
Статья в выпуске: 4 т.23, 2020 года.
Бесплатный доступ
В целях энергоэффективности, экологичности и меньших временных затрат на цикл ремонта электродвигателей в части выемки обмотки статора был исследован инновационный метод демонтажа обмоток на основе ультразвука. Метод показал себя как наиболее оптимальный с технической точки зрения в сравнении с существующими способами удаления обмотки. Данная статья является продолжением фундаментального исследования по освоению инновационного метода ремонта электродвигателей. Основной акцент сделан на материал, из которого изготовлена изоляция обмоток. Рассматриваются два вида изоляции: лаковая и компаундная – основные виды изоляции промышленных электродвигателей в нашей стране. В работе произведен анализ пропиточных электроизоляционных составов обмоток статора электродвигателей и изучено влияние на них ультразвука при демонтаже обмоток электродвигателей под воздействием различных факторов: продолжительность и мощность ультразвукового воздействия, концентрация и температура рабочего раствора. Достоверность полученных результатов подтверждается корректностью применяемого математического аппарата и методов математического моделирования, сходимостью результатов численного моделирования и натурных экспериментов. В статье смоделирована система уравнений и построены модели воздействия полезных факторов относительно друг друга, произведена оптимизация полученных результатов в ходе эксперимента и выявлены оптимальные параметры как лаковой, так и компаундной систем изоляции. Оптимальные параметры исследуемых типов изоляции показали обнадеживающие результаты по многим важным пунктам: продолжительность, энергозатратность, экологичность. Адекватность используемых математических моделей подтверждается результатами проведенных экспериментальных исследований процесса деполимеризации обмоток статора электродвигателей.
Ультразвук, ремонт электродвигателей, демонтаж, кавитация, деполимеризация, ultrasound, motor repair, dismantling, cavitation, depolymerization
Короткий адрес: https://sciup.org/142224600
IDR: 142224600 | УДК: 620.9 | DOI: 10.21443/1560-9278-2020-23-4-354-363.
Текст статьи Исследование влияния ультразвукового излучения на лаковые и компаундированные пропиточные составы при инновационном методе демонтажа обмоток электродвигателей
Под воздействием многих негативных факторов ухудшаются эксплуатационные характеристики работы электродвигателей (ЭД). В агропромышленном комплексе к таким факторам относят повышенную влажность, некачественное электроснабжение и запыленность помещений, где установлены электродвигатели. Так, в сельскохозяйственном производстве ежегодный выход ЭД из строя достигает 20 % (Хомутов и др., 2009). В результате большая часть ЭД подвергается ремонту и дальнейшей перемотке. При этом важно, чтобы отремонтированный ЭД соответствовал требованиям надежности и эффективности в работе подобно новому. Вместе с тем, как показывает практика, эксплуатационный срок службы ЭД, подвергшегося перемотке, значительно ниже срока службы нового двигателя. Связано это в основном с качеством ремонта и применяемых материалов. При ремонте большое влияние на качество отремонтированного ЭД оказывает ремонт статора, а именно способ демонтажа сгоревшей обмотки. Деформации обмотки происходят при изменении температуры, электродинамических усилиях, вибрациях ЭД, что приводит к развитию внутренних напряжений в изоляции (особенно в межвитковой). Следствием является усталостный эффект с последующим повреждением изоляции.
Надежность изоляции определяется свойствами электроизоляционных материалов, к которым относится и пропитывающий состав обмотки статора ЭД. Пропитывающий состав обмотки статора замедляет процессы теплового старения и увлажнения изоляции, заполняет дефекты лакового покрытия проводов, цементирует обмотку, что сопровождается повышением срока "жизни" системы изоляции ЭД. В настоящее время для пропитки обмоток ЭД используются различные лаки (МЛ-92, БТ-987, ГФ-95) и компаунды (КП-303, Элпласт-180, Элком КП-11 и др.). Вместе с тем ЭД периодически приходится ремонтировать и при этом демонтировать "сгоревшую" обмотку.
В своей работе Немировский А. Е. с соавторами утверждают, что известные на сегодняшний день методы не экологичны и связаны с большими энергозатратами, к тому же приводят к механическим повреждениям пластин пакета статора, ухудшению магнитных свойств стали, росту тока холостого хода, повышенному потреблению электроэнергии, снижению КПД, локальным перегревам стали, уменьшению ресурса эксплуатации ЭД, вредному влиянию на эксплуатационный персонал и на окружающую среду и т. д. (Немировский и др., 2019б). Таким образом, разработка инновационной технологии демонтажа неисправных обмоток ЭД является крайне актуальной.
Данная статья продолжает цикл публикаций, посвященных проблемам ремонтов электродвигателей с помощью ультразвукового излучения (Немировский и др., 2017а; 2019а; 2019б; Кашин и др., 2018; Кашин, 2016; ^emirovskiy et al., 2019). В работе основное внимание уделяется анализу влияния воздействующих факторов используемых видов изоляции электродвигателей.
Материалы и методы
В ходе исследований проведен статистически спланированный эксперимент для определения оптимальных параметров процесса демонтажа обмоток статора ЭД, пропитанных лаком МЛ-92 и компаундом КП-303. Технология метода защищена патентом на изобретение и формулируется следующим образом: "Способ деполимеризации системы изоляции электродвигателей ультразвуковым излучением" (Способ…, 2019). Процесс происходит по следующей схеме: статор, подвергаемый ремонту, помещается в ультразвуковую ванну с рабочим раствором – водным раствором едкого натра. Ультразвуковая ванна представляет собой резервуар со встроенными в его днище пьезокерамическими излучателями. Действие ультразвука в водном растворе сопровождается возникновением парогазовых пузырьков, которые нелинейно пульсируют и схлопываются у обрабатываемой поверхности с образованием ударных волн и кумулятивных струй высокого давления. Благодаря действию кавитации происходит активное перемешивание рабочего раствора, что позволяет ускорить процесс обработки (Немировский и др., 2015). Капиллярный эффект при воздействии ультразвукового излучения усиливается. Рабочий раствор проникает в самые труднодоступные места в толще изоляции пазов статора и пазовой коробочки. Совокупность кавитационного и капиллярного эффектов значительно сокращает время обработки статора ремонтируемого электродвигателя.
Сравнение технических параметров лака МЛ-92 и компаунда КП-303 производится в ходе экспериментов по исследованию метода демонтажа и заключается в выявлении и сравнении полученных оптимальных параметров процесса извлечения "сгоревших" обмоток ЭД (табл. 1).
В работе (Кашин и др., 2018) авторы при анализе электрофизических характеристик пришли к выводу, что изменение технических характеристик пропиточных электроизоляционных составов способно менять оптимальные параметры процесса удаления "сгоревшей" обмотки статора из пазов ремонтируемого ЭД. Сравнив твердость покрытия лака МЛ-92 и компаунда КП-303, мы видим, что оптимальные параметры будут различаться в сторону увеличения при переходе к компаунду КП-303.
Закономерности и суть методики разрушения компаундированной пропитки ЭД под влиянием УЗИ раскрываются при анализе процесса удаления компаундированной системы изоляции обмотки как объекта исследования. Эти закономерности являются предметом исследований. Главная цель исследований – дать обоснование режимов процесса, при которых разрушение электрической изоляции проходит с минимальными временными и экономическими затратами, а также определить основные различия с методом демонтажа статорных обмоток, пропитанных лаком МЛ-92.
Таблица 1. Сравнение электрофизических характеристик пропиточных составов Table 1. Comparison of electrophysical characteristics of impregnating compositions
|
Показатель Марка |
Ед. изм. |
Лак МЛ-92 |
Компаунд КП-303 |
|
Документ |
– |
ГОСТ 15865-70 1 |
ТУ 2257-019-31995305-2003 2 |
|
Кислотное число |
МгхКОН |
10 |
– |
|
Класс нагревостойкости |
В (130 °С) |
Н (180 °С) |
|
|
Твердость покрытия по маятниковому прибору типа М-3, не менее (при 20±1 °С) |
Усл. ед. |
0,40 |
0,71 |
|
Маслостойкость пленки, не менее |
Ч. |
78 |
– |
|
Электрическая прочность пленки, не менее (при 20±2 °С) |
МВ/м |
45 |
25 |
Исследование процесса разрушения электрической изоляции включает в себя построение математической модели. Методы математического планирования основываются на аналитической связи между факторами и откликом эксперимента, где определяется область оптимальных значений (максимальные и минимальные точки) параметров по анализу формы поверхности отклика. Такие методы позволяют получить нужную информацию и сократить временные затраты на решение задач. Для решения взаимосвязанных задач деполимеризации и кавитационного эффекта в исследовании используются: 1) активный статистически спланированный эксперимент, проанализированный и обработанный в программном обеспечении PTC Mathcad, 2) физика ультразвука, 3) теория оптимизации функции нескольких переменных и 4) математическая статистика.
Исследования проводились при изменении концентрации раствора NaOH, его температуры, длительности воздействия УЗИ на статорет. За минимальную температуру выбрана температура окружающей среды 20 °C, за максимальную – 70 °C, так как при большем нагреве идет процесс естественной кавитации. Максимальная концентрация раствора – 10 %. Для уменьшения уровня воздействия на экологию и обслуживающий персонал исследовалась минимальная концентрация 2 % (табл. 2).
Проведение экспериментов записывается в виде матрицы планирования опытов, которая зависит от числа воздействущих факторов и уровней каждого фактора. Мы использовали матрицу со звездными точками с тремя уровнями варьирования четырех воздействующих факторов (Хикс, 1967).
В качестве экспериментальных образцов изготовлены статореты (рис. 1).
Таблица 2. Уровни варьирования воздействующих факторов Table 2. Levels of variation of influencing factors
|
Независимые переменные |
Условное обозначение |
Уровни варьирования |
Интервал варьирования |
||
|
–1 |
0 |
+1 |
|||
|
Продолжительность воздействия, мин |
Х 1 |
30 |
100 |
170 |
70 |
|
Температура, °C |
Х 2 |
20 |
35 |
50 |
15 |
|
Мощность ультразвукового излучения, Вт |
Х 3 |
40 |
90 |
140 |
50 |
|
Концентрация раствора, % |
Х 4 |
2 |
4,5 |
7 |
2,5 |
За функции отклика приняты механические характеристики: остаточная прочность, остаточная склеиваемость и сила выдергивания обмотки из пазов. Для снятия механических характеристик использовались опытные образцы (статореты) и лабораторный стенд (рис. 1, 2).
При создании статоретов максимально сохранялись физико-механические свойства статора ЭД. Статореты выполнены из профильной трубы с медной обмоткой из провода ПЭТВ-2 (120 витков, диаметр – 1 мм). В качестве материала для пазовой изоляции применили синтокартон. Лобовая часть статоретов обмотана хлопчатобумажным бандажом для прочности. Весь макет статорной обмотки пропитан либо лаком МЛ-92, либо компаундом КП-303.

Рис. 1. Опытный образец (статорет)
Fig. 1. Prototype (stator winding)

Рис. 2. Лабораторный стенд
Fig. 2. Laboratory stand
Лабораторный стенд (Немировский и др., 2017б) позволяет исследовать влияние разрушающих факторов на пропитку обмотки ЭД. Уровень воздействия разрушающих факторов меняется в каждом проводимом опыте, "хаотично" разрушая пропитку обмотки ЭД.
С помощью лабораторного стенда исследуется влияние воздействующих факторов на пропитку "сгоревшей" статорной обмотки электродвигателя при различных уровнях варьирования. Варьирование уровней факторов дает различную степень разрушения пропиточного состава обмотки, охватывая в динамике весь процесс исследования.
На стенде можно получать три вида зависимостей 3 :
-
1. Остаточная прочность. Зависимость величины прогиба (мм) лобовой части опытного образца (статорета) от силы (кН) воздействия.
-
2. Остаточная склеиваемость. Зависимость величины прогиба (мм) толщи статорной обмотки лобовой части макета статора от силы (кН) воздействия на нее.
-
3. Сила выдергивания статорной обмотки из пазов (кН).
Для измерения усилия воздействия на макет статора используется электронный динамометр (ДЭПЗ-1Д-1У-1). Величина прогиба измеряется индикатором часового типа (ИЧ-10).
Снятие механических характеристик начинается с калибровки измерительных приборов (на положение "0"), осмотра стенд-установки на механические повреждения и регулировки креплений, троса и столика динамометра. Для каждой снимаемой характеристики имеется сменная насадка (рис. 3) и свой индентор (рис. 4).
Для насадок № 1 и 3 крепится ИЧ-10, на насадке № 2 применение ИЧ-10 не предусмотрено.
Индентор ввинчивается в натяжной механизм, который накидывается на крюк динамометра, и далее крепится на опытный образец (статорет). Трос натягивается при помощи ручного рычага.

1 2 3
Рис. 3. Сменные насадки для снятия: 1 – остаточной прочности лобовой части обмотки ЭД; 2 – характеристики усилия выдергивания статорной обмотки из паза;
3 – остаточной склеиваемости витков обмотки между собой
Fig. 3. Replaceable tips: 1 – for removing residual strength of the frontal part of the EM winding;
2 – for removing characteristics of the force of pulling the stator winding out of the slot;
3 – for removing residual adhesion of the winding turns to each other
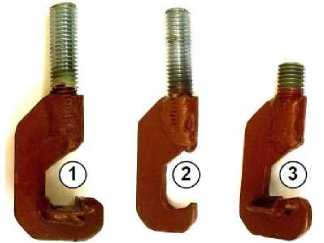
Рис. 4. Инденторы: 1 – для остаточной прочности; 2 – для снятия остаточной склеиваемости витков статорной обмотки между собой; 3 – для определения усилия выдергивания обмотки из паза
Fig. 4. Indentors: 1 – for residual strength; 2 – to remove the residual adhesion of the stator winding turns to each other; 3 – to determine the pulling force of the winding from the slot
Результаты и обсуждение
Математические модели (1) и (2) разрушения обмотки сгоревшего ЭД с целью ее дальнейшего "легкого" демонтажа получены в результате эксперимента. Значимость коэффициентов регрессии проверены по критерию Стьюдента, адекватность модели – по критерию Фишера, воспроизводимость опытов – по критерию Кохрена (Немировский и др., 2019а).
Уравнение регрессии для функции остаточной прочности:
-
Y(X 1 , X 2 , X 3 , X 4 ) = 0,381 – 0,097X 1 – 0,073X 2 – 0,051X 3 – 0,018X 4 – 0,013X 1 X 2 +
+ 0,037X 2 X 3 – 0,046X 2 X 4 – 0,03X 3 X 4 – 0,049X 1 X 2 X 4 + 0,023X 1 X 3 X 4 – 0,116X 2 X 3 X 4 + (1)
+ 0,134X 1 X 2 X 3 X 4 + 0,04 X 1 2 – 0,023 X 2 2 + 0,065 X 4 2 .
Уравнение регрессии для функции остаточной склеиваемости:
Y(X 1 , X 2 , X 3 , X 4 ) = 0,529 – 0,077X 1 – 0,057X 2 – 0,059X 3 – 0,03X 4 – 0,029X 1 X 2 +
0,035X 2 X 3 – 0,018X 1 X 3 – 0,04X 2 X 4 – 0,023X 3 X 4 – 0,028X 1 X 2 X 4 – 0,097X 2 X 3 X 4 + (2)
0,112X 1 X 2 X 3 X 4 + 0,055 X 1 2 – 0,015 X 2 2 – 0,026 X 3 2 + 0,083 X 4 2 .
Из уравнений (1) и (2) видно, что наибольший вклад в разрушение монолитности лаковой пропитки обмотки ЭД оказывает продолжительность воздействия факторов Х2, Х3, Х4. При этом значение фактора Х1 можно уменьшить в несколько раз по сравнению со значением этого фактора в существующих методах демонтажа и тем самым добиться сокращения времени демонтажа обмотки ЭД. Факторы температуры раствора NaOH Х2 и мощности УЗИ Х3 также весьма значимы и вносят примерно одинаковый вклад в размягчение обмотки ЭД. Концентрация NaOH Х4, т. е. химически активная среда, меньше всего влияет на процесс демонтажа обмотки ЭД, что весьма важно, поскольку дает возможность значительно уменьшить экологический ущерб и сохранить здоровье обслуживающего персонала. В нашем случае удалось уменьшить концентрацию NaOH почти в 2 раза.
В работе (Немировский и др., 2019а) доказано, что положительный знак коэффициентов регрессии взаимодействия двух, трех, четырех факторов не имеет физического смысла (показывает неоднородность, неравномерность анализируемой функции).
Для получения оптимальных параметров воздействующих факторов на процесс разрушения обмотки сгоревшего ЭД находим частные производные от каждого фактора и решаем полученную систему уравнений для каждой функции отклика:
9Y ( X i ,X 2 ,X 3 ,X 4 ) _ 0 "
5Xi
5Y ( X i , X 2 , X з , X 4 )
dX2
5Y ( X i ,X 2 ,X з ,X 4 ) _ 0 ’
9Xз
9Y ( X i ,X 2 ,X з ,X 4 ) _ 0
9X4"
Решив систему уравнений (3), имеем в относительных единицах: – для остаточной прочности: X 1 = 1,024; X 2 = 1,03; X 3 = 0,525; X 4 = 0,738. – для склеиваемости витков обмотки: X 1 = 0,83; X 2 = 1; X 3 = 0,596; X 4 = 0,659.
В именованных единицах:
С учетом выражений (4–7) получены оптимальные значения Х 1 , Х 2 , Х 3 , Х 4 в именованных единицах для процесса наиболее эффективного демонтажа обмоток ЭД с лаковой пропиткой с помощью УЗИ. В табл. 3 приведены оптимальные значения факторов, при которых остаточные прочность и склеиваемость обмотки ЭД минимальны. При этом оптимальная температура раствора NaOH на 30 % ниже температуры, характерной для метода выщелачивания (Способ…, 1997). Это дает возможность не только снизить энергозатраты при разработанном способе демонтажа обмоток ЭД, но и сохранить изоляцию между пластинами, а также электрофизические характеристики стали статора за счет уменьшения проникновения молекул NaOH в пространство между пластинами магнитопровода.
Таблица 3. Оптимальные параметры (лаковая пропитка) Table 3. Optimum parameters (lacquer impregnation)
|
Факторы |
Минимальные значения остаточной прочности |
Минимальные значения остаточной склеиваемости |
|
X 1 и , мин |
171 |
159 |
|
X 2 и , °C |
50,45 |
50 |
|
X 3и , Вт |
116,25 |
120 |
|
X 4 и , % |
6,3 |
6,1 |
Из уравнений (1) и (2) получены частные уравнения регрессии, по которым на рис. 5 с использованием математического пакета Mathcad построены поверхности функций отклика для остаточной прочности и остаточной склеиваемости витков обмотки ЭД.
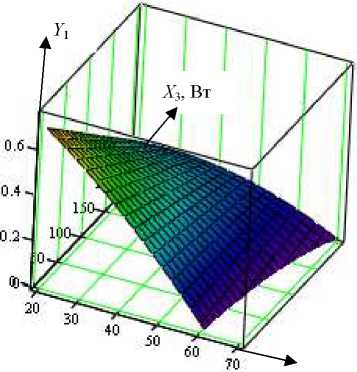
а y = 0,5535 – 7,7 · 10–3 Х2 – 3,9 · 10–3 · Х3 +
+ 6,3 · 10 –5 · Х 2 · Х 3 – 8,3 · 10 –5 · X 2 2
б y = 0,935 – 6,7 · 10–3 · Х2 – 1,5 · 10–3 · Х3 + + 8 · 10–5 · Х2 · Х3 – 5,4 · 10–5 · X22 – 10–5 · X32
Рис. 5. Поверхности функций отклика: а – остаточная прочность при X 1 = 171 мин; X 4 = 6,3 %; б – остаточная склеиваемость при X 1 = 159 мин; X 4 = 6,1 %
Fig. 5. Surfaces of response functions: a – residual strength at X 1 = 171 min; X 4 = 6.3 %;
б – residual adhesion at X 1 = 159 min; X 4 = 6.1 %
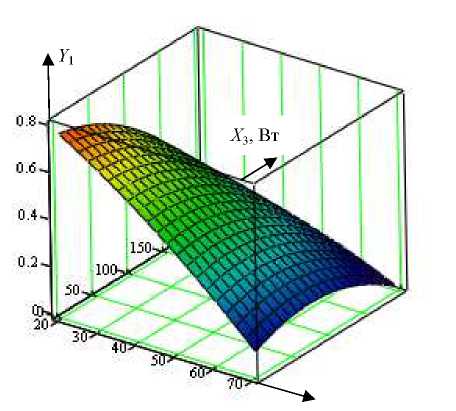
Для сравнения оптимальных параметров различных систем изоляции проведен такой же эксперимент для компаундированной системы изоляции. Результаты эксперимента представлены в табл. 4. Из уравнений (8) и (9) получены частные уравнения регрессии, по которым на рис. 6 построены поверхности функций отклика для остаточной прочности и остаточной склеиваемости витков обмотки ЭД.
Уравнение регрессии для функции остаточной прочности:
-
Y(X 1 , X 2 , X 3 , X 4 ) = 0,234 – 0,056X 1 – 0,043X 2 – 0,029X 3 +
+ 0,013X 1 X 2 + 0,026X 2 X 3 – 0,026X 2 X 4 – 0,016X 3 X 4 – 0,029X 1 X 2 X 4 + (8)
0,018X 1 X 3 X 4 – 0,076X 2 X 3 X 4 + 0,091X 1 X 2 X 3 X 4 + 0,028 X 1 2 – 0,011 X 2 2 + 0,042 X 4 2 .
Уравнение регрессии для функции остаточной склеиваемости:
-
Y(X 1 , X 2 , X 3 , X 4 ) = 0,312 – 0,049X 1 – 0,072X 2 – 0,063X 3 – 0,029X 4 – 0,042X 1 X 2 +
+ 0,027X 2 X 3 – 0,023X 1 X 3 – 0,036X 2 X 4 – 0,021X 3 X 4 – 0,042X 1 X 2 X 4 – 0,088X 2 X 3 X 4 + (9)
+ 0,107X 1 X 2 X 3 X 4 + 0,046 X 1 2 – 0,013 X 2 2 – 0,023 X 3 2 + 0,074 X 4 2 .
Таблица 4. Оптимальные параметры (компаудированная пропитка) Table 4. Optimum parameters (compounded impregnation)
|
Факторы |
Минимальные значения остаточной прочности |
Минимальные значения остаточной склеиваемости |
|
X 1 и , мин |
177 |
154 |
|
X 2 и , °C |
42,3 |
42,4 |
|
X 3и , Вт |
192 |
118 |
|
X 4 и , % |
4,5 |
4,8 |
С помощью программного комплекса MathCad найдены математические модели разрушения
пропиточных составов для остаточной прочности обмоток электродвигателей с различными системами изоляции и проведен их сравнительный анализ.
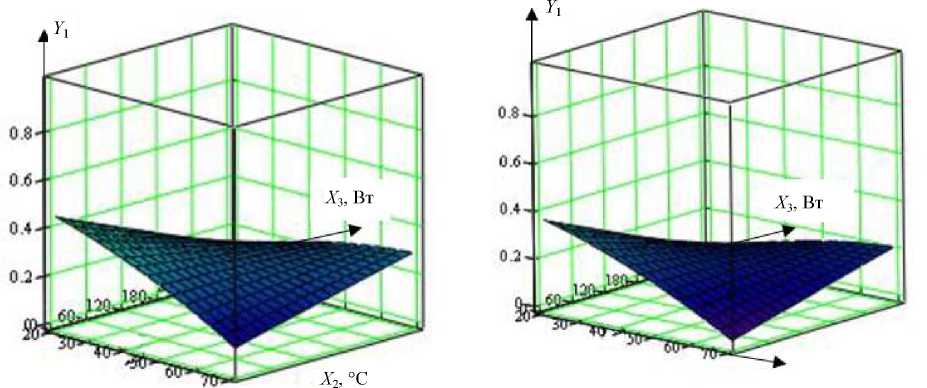
а б y = 0,423 – 6,2 · 10–3 · Х2 – 1,87 · 10–3 · Х3 + y = 0,395 – 5,7 · 10–3 · Х2 – 1,35 · 10–3 · Х3 +
+ 7,2 · 10 –5 · Х 2 · Х 3 – 7,9 · 10 –5 · X 2 2
+2,95 · 10 –5 · Х 2 · Х 3 – 5,61 · 10 –5 · X 2 2 – 1,23 · 10 –5 · X 3 2
Рис. 6. Поверхности функций отклика: а – остаточная прочность при X 1 = 30 мин; X 4 = 4,5 %; б – остаточная склеиваемость при X 1 = 100 мин; X 4 = 4,5 %
Fig. 6. Surfaces of response functions: a – residual strength at X 1 = 30 min; X 4 = 4.5 %;
б – residual adhesion at X 1 = 100 min; X 4 = 4.5 %
Таблица 5. Оптимальные параметры процесса демонтажа "сгоревших" обмоток ЭД для различных систем изоляции
Table 5. Optimal parameters of the process of dismantling the "burnt" EM windings for various insulation systems
|
Воздействующие факторы |
Остаточная прочность |
|
|
Компаунд КП-303 |
Лак МЛ-92 |
|
|
X 1 и , мин |
177 |
171 |
|
X 2 и , °C |
42,3 |
50,45 |
|
X 3и , Вт |
192 |
116,25 |
|
X 4 и , % |
4,5 |
6,3 |
При сравнении математических моделей (1) и (8), (2) и (9) для остаточной прочности обмоток электродвигателей и их оптимальных параметров выявлено, что на разрушение компаундированной пропитки значимое влияние оказывают факторы длительности воздействия и мощности УЗИ, а также температуры раствора NaOH. Отличительным моментом двух систем изоляции является различие в мощности ультразвукового излучения, температуре и концентрации раствора NaOH (Немировский и др., 2015).
В работе (Агранат и др., 1987) утверждается, что на развитие и интенсивность кавитации большое влияние оказывают внешние условия и свойства жидкости. При кавитации в дегазированной жидкости в кавитационные пузырьки поступает меньшее количество воздуха, чем в отстоявшейся, что приводит к уменьшению демпфирующего эффекта парогазовой смеси в пузырьке при его смыкании и возрастании давления в ударной волне. Дегазация жидкости приводит к уменьшению области кавитации с одновременным увеличением интенсивности ударной волны, создаваемой кавитационными пузырьками.
Согласно полученным нами результатам следует отметить, что при повышении температуры давление внутри пузырька, определенное давлением пара и газа, уменьшается, при этом ударная волна ослабляется. Это также приводит к росту кавитационной области. Увеличение температуры дает возможность уменьшить мощность ультразвукового излучения.
Также можно сказать, что плавное увеличение мощности УЗИ ведет к плавному увеличению кавитационного давления, что, в свою очередь, увеличивает радиус кавитационных пузырьков. В итоге возрастает ударная волна и эффект разрушения электроизоляционной конструкции "сгоревшего" ЭД. Вместе с тем нельзя превысить мощность УЗИ сверх допустимого значения. В противном случае может быть разрушена лаковая изоляция между пластинами шихтованного магнитопровода ЭД и даже начаться разрушение самого магнитопровода. Поэтому определенное повышение температуры раствора, в котором происходит разрушение старой изоляции ЭД, дает возможность снизить мощность УЗИ, не допустив проявления вышеупомянутых последствий.
Заключение
В результате проведенных исследований можно утверждать, что электродвигатели с компаундированной системой изоляции возможно подвергать ремонту с применением ультразвукового излучения в более благоприятных условиях для экологии и эксплуатационного персонала (^emirovskiy et al., 2019).
Также стоит отметить, что ультразвук по-разному влияет на пропиточные составы изоляции электродвигателей, так как деполимеризация пропиточного состава обмотки происходит под действием различных факторов, благодаря чему каждому типу изоляции соответствуют свои оптимальные параметры воздействующих факторов. Это необходимо для предотвращения нарушения электрофизических характеристик в послеремонтный период.
Работа выполнена в рамках подготовки и защиты кандидатской диссертации на тему повышения эффективности ремонтов электродвигателей с использованием ультразвукового излучения. Авторы благодарят начальника электроремонтного цеха ПАО "Северсталь" Гузейко И. Н. за проявленный интерес и содействие.
