Исследование влияния ультразвуковых колебаний на деформационное упрочнение поверхностного слоя деталей подвижных соединений в процессе сборки

Автор: Папшев Валерий Александрович, Родимов Геннадий Александрович, Шапошников Сергей Дмитриевич
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Надежность в машиностроении и новые конструкционные материалы
Статья в выпуске: 4-2 т.15, 2013 года.
Бесплатный доступ
В статье обсуждаются результаты экспериментальных исследований влияния ультразвуковых колебаний на деформационное упрочнение поверхностного слоя деталей подвижных соединений в процессе сборки.
Деформация, сборка, ультразвуковые колебания, упрочнение
Короткий адрес: https://sciup.org/148202313
IDR: 148202313 | УДК: 621.757:62-752
Research the influence of ultrasonic oscillations on deformation hardening of surface layer at details in movable connections in the course of assemblage
In article results of experimental researches of influence the ultrasonic oscillations on deformation hardening of surface layer at details in movable connections in the course of assemblage are discussed.
Текст научной статьи Исследование влияния ультразвуковых колебаний на деформационное упрочнение поверхностного слоя деталей подвижных соединений в процессе сборки
Рис. 1. Схема установки для ультразвуковой сборки
Магнитострикционный преобразователь 2 смонтирован на вале редуктора и имеет реверсивное вращение. Деформационное упрочнение поверхностного слоя деталей после ультразвуковой сборки с последующей разборкой соединений определялось на приборе ПМТ-3, путем измерения микротвердости методом «косых срезов».
Изучалось влияние на степень и глубину упрочнения, различных параметров колебаний и режимов сборки. На рис. 2 представлены результаты исследований микротвердости поверхностного слоя вала из стали 45 при сообщении втулке из стали ШХ15СГ (HRC 62-64) радиальных (поперечных) ультразвуковых колебаний, на вал – тангенциальных (продольных) колебаний.
Установлено, что величина степени ( U н ) и глубины упрочнения ( h ) определяется амплитудой ультразвуковых колебаний, увеличиваясь с ростом последней. Так, если при обычной сборке UH составляет 40 % , а глубина упрочнения h =75 мкм, то при 4 =5 мкм и н равно 55 % , h =90 мкм. Дальнейший рост амплитуды до 20 мкм сопровождается повышением степени упрочнения до 73 % и глубины до 135 мкм (рис. 2, б).
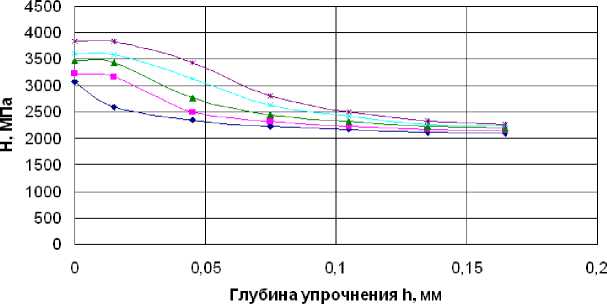
|~>^1 .2*3 4 ^5 |
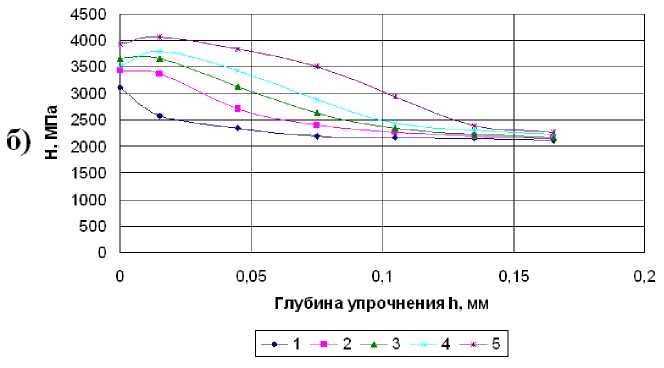
Рис. 2. Влияние амплитуды УЗК на микротвердость поверхностного слоя вала собиравшегося со втулкой: вал - сталь 45; втулка - стать ШХ15СГ; V =0,0015 м/с; 5 = 0,015 мм; d= 15 мм; 1 - обычная запрессовка; 2 - 4 =5 мкм; 3 - 4 =10 мкм; 4 - 4 =15 мкм; 5 - 4 =20 мкм; а) - радиальные (поперечные) УЗК; б) – тангенциальные (продольные) УЗК
Анализ результатов исследований показывает, что введение в зону соединения тангенциальных ультразвуковых колебаний оказывает более интенсивное воздействие на пластическую деформацию поверхностного слоя по сравнению с радиальными. В частности, глубина упрочненного слоя возрастает в среднем на 15 мкм, а степень упрочнения на 10-12 % .
Вместе с тем при больших значениях тангенциальных ультразвуковых колебаний наблюдается снижение поверхностной микротвердости, причем при 4=15 мкм она даже ниже, чем у соединений, собранных с 4 =10 мкм. Следующим фактором, во многом определяющим степень пластической деформации поверхностного слоя деталей, является скорость запрессовки. Как видно из графиков на рис. 3, увеличение скорости ведет к снижению степени и глубины упрочнения. Так, если при V=0,001 м/с, Uн составляет 16%, h =150 мкм, то при V=0,005 м/с, UH уменьшается до 68%, при глубине зоны деформирования 105 мкм. Увеличение скорости запрессовки до 0,01 м/с, снижает UH еще на 12%, а h до 90 мкм.
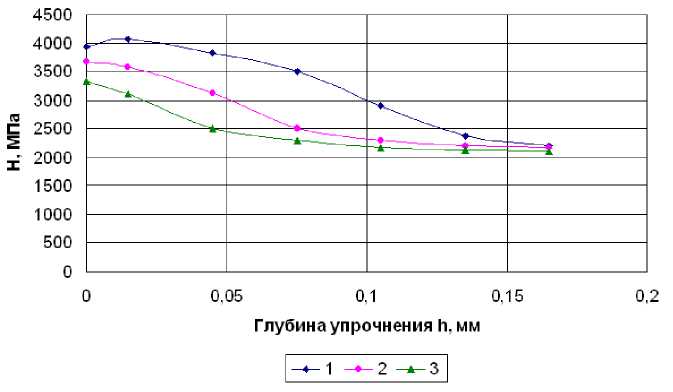
Рис. 3. Влияние скорости запрессовки на микротвердость поверхностного слоя при ультразвуковой сборке: сталь ШХ15СГ - сталь 45; 5 = 0,015 мм; § =20 мкм; 1 - V=0,001 м/с; 2 - V=0,005 м/с; 3 – V=0,01 м/с
По-иному происходит пластическое деформирование поверхностного слоя при сборке деталей, обладающих одинаковыми физикомеханическими свойствами. Для сравнительной оценки влияния направления и амплитуды ультразвуковых колебаний на степень и глубину упрочнения использовалась приведенная выше схема сборки, но вал и втулка при этом изготавливались из стали 45. Установлено, что и в этом случае определяющее влияние на состояние поверхностного слоя оказывает амплитуда колебаний, но в отличие от предыдущих исследований, где производилась сборка деталей из материалов с разными характеристиками прочности и пластичности, в рассматриваемом случае более эффективным с точки зрения достижения больших величин степени и глубины деформационного упрочения оказалось введение в зону соединения радиальных (поперечных) ультразвуковых колебаний. Кроме того, исследования позволяют сделать вывод, что поверхностный слой детали, которой сообщают колебания, приобретает большую степень и глубину упрочнения по сравнению с поверхностным слоем контрдетали рис. 4.
Отмеченные выше особенности пластической деформации поверхностного слоя при ультразвуковой сборке можно объяснить следующим образом. При сборке закаленной втулки с валом, обладающим более высокой пластичностью, с радиальными ультразвуковыми колебаниями, поверхность вала подвергается высокочастотному ударно-циклическому воздействию с силой Руз, которую в первом приближении можно принять пропорциональной некоторой приведенной массе втулки. Поэтому в связи с локальностью пластической деформации степень упрочнения поверхностного слоя возрастает по сравнению с обычной сборкой. Наложение тангенциальных ультразвуковых колебаний непосредственно на вал способствует значительному снижению сопротивления пластическому деформированию. Это интенсифицирует процесс упрочнения поверхностного слоя в условиях ударно-циклического взаимодействия вала и более прочной втулки, происходящего за счет изменения его диаметра на величину, сопровождающую изменение длины. При сборке деталей, материал которых обладает одинаковыми пластическими свойствами, важную роль играет изменение пластических свойств у сборочного элемента, которому сообщают ультразвуковые колебания. В результате высокочастотного ударно-циклического взаимодействия более твердой и менее твердой поверхностей большее поверхностное пластическое деформирование приобретает последняя. Причем происходящее под воздействием ультразвука упрочнение более устойчиво к последующему нагружению узла [1].
Выводы: проведенные исследования дают возможность разработать практические рекомендации по назначению режимов процесса и параметров ультразвуковых колебаний, позволяющих управлять состоянием поверхностей сопряжения с целью повышения их эксплуатационных показателей.
Список литературы Исследование влияния ультразвуковых колебаний на деформационное упрочнение поверхностного слоя деталей подвижных соединений в процессе сборки
- Нерубай, М.С. Влияние ультразвуковых колебаний на механические свойства труднообрабатываемых материалов//Металловедение и термическая обработка материалов. 1987. № 4. С. 10-13
