Исследование влияния величины овальности чистовых калибров трёхвалкового непрерывного оправочного стана FQM на формоизменение раската

Автор: Шкуратов Евгений Александрович, Струин Дмитрий Олегович, Черных Иван Николаевич, Сарафанова Ольга Евгеньевна, Бушин Роман Олегович, Носков Константин Александрович, Панасенко Олег Александрович
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Рубрика: Обработка металлов давлением. Технологии и машины обработки давлением
Статья в выпуске: 3 т.15, 2015 года.
Бесплатный доступ
Представлен анализ технологии производства бесшовных труб на трубопрокатных агрегатах с непрерывными пятиклетевыми трёхвалковыми оправочными станами типа PQF, FQM. Проведено исследование влияния величины овальности калибров чистовых клетей непрерывного стана FQM на формоизменение раската при прокатке. На основании результатов моделирования технологии прокатки в программном продукте Deform-3D получен характер распределения толщины стенки раската по периметру поперечного сечения очага деформации на выходе из пятой клети стана FQM в зависимости от величины овальности чистовых калибров. Получен характер изменения толщины стенки раската в выпуске калибра (на линии разъёма валков) и в зоне выпусков. Определено влияние овальности чистовых калибров на показатель уширения раската, окова оправки металлом, абсолютную разнотолщинность стенки по периметру очага деформации. Наименьшая величина абсолютной разнотолщинности, утолщения по выпуску калибра, поля допуска по толщине стенки получена при использовании калибра с овальностью 1,03. Показатель уширения раската, площадь раската в обжимной зоне калибра, величина угла окова оправки металлом принимают максимальные значения при использовании калибра с овальностью 1,03. Переполнение калибров отсутствовало на всех этапах моделирования.
Непрерывный стан, чистовые клети, величина овальности калибра, формоизменение раската, очаг деформации
Короткий адрес: https://sciup.org/147156951
IDR: 147156951 | УДК: 621.771.02
Investigation of the influence of ovality of finishing caliber of three-roll continuous mandrel FQM mill on rolled product forming
Analysis of the production technology of seamless pipes for pipe-rolling units with continuous type PQF, FQM mills was carried out. Investigation of the influence of ovality value of finishing caliber of three-roll continuous mandrel FQM mill on rolled product forming was performed. Based on the results of simulation of rol¬ling technology in “Deform-3D” software the distribution of the wall thickness of the rolled product along the perimeter of the cross-section of the deformation zone at the outlet of the fifth stand of FQM mill was obtained as a function of the value of caliber ovality. The changing of the wall thickness of the rolled product in the taper of groove (on the parting line of the rolls) and in the outlet zone was obtained. Influence of the ovality of finishing caliber on the value of broadening of the rolled product, the contact zone between mandrel and rolled product, and the absolute non-uniformity of the wall thickness along the perimeter of the deformation zone was determined. The lowest absolute non-uniformity of the wall thickness, thickening at the taper of the groove, and tolerance zone of the wall thickness was obtained when the caliber with the ovality of 1.03 was used. The rolled product broadening coefficient, the area of the product in the deformation zone, the angle of contact between mandrel and rolled product also have maximum values for the caliber with ovality of 1.03. No overfill of the caliber was observed at all stages of simulation.
Текст научной статьи Исследование влияния величины овальности чистовых калибров трёхвалкового непрерывного оправочного стана FQM на формоизменение раската
В последнее время широкое распространение получили непрерывные пяти клетевые трёхвалковые оправочные станы типа PQF (Premium Quality Finishing, поставщик SMS Meer, г. Таганрог, Россия,) и FQM (Fine Quality Mill, поставщик Danieli, г. Полевской, Россия). В работах [1, 2] приведены исследования распределения характера формоизменения геометрических параметров раската по линии ТПА со станом PQF по методике, изложенной в работе [3]. Исследования показали, что за станом PQF наблюдалось резкое увеличение доли гранёности, которая затем распространялась на раскат за ИКС, за РРС и готовые трубы. Расчёт доли гранёности на основе измерений раската за станом-извлекателем в период пуска стана FQM показал аналогичные результаты. Точность наружного диаметра готовых труб, изготовленных на ТПА со станами PQF, FQM отвечает самым жёстким требованиям, приведенным в современных стандартах и ТУ, поэтому доля гранёности в первую очередь негативно сказывается на точности внутреннего диаметра готовых труб. Повышение точности внутреннего диаметра на готовых трубах можно достичь за счёт увеличения точности раската по толщине стенки за станами PQF и FQM, которая во многом определяется характером формоизменения раската в системе калибров (рис. 1).
Рис. 1. Обозначение участков и зон используемых чистовых калибров трехвалковых оправочных ста- нов: ϕОЗ – угол обжимной зоны калибра; ϕвып – угол выпуска калибра
Исследования, приведенные в работах [4–7] показали, что толщина стенки по разъёму валков в i -й клети может как утолщаться, так и утоняться относительно толщины в вершине ( i – 1)-го калибра. При прокатке в двухвалковых калибрах установле-
Таблица 1
Величина овальности чистовых калибров станов PQF, FQM
|
Система калибров |
Овальность калибров в клетях: G4, G5 |
ϕОЗ / ϕвып |
µ G5 |
|
PQF |
1 |
до 1,05 |
|
|
190 мм |
1,09 |
||
|
265 мм |
1,045 |
||
|
290 мм |
1,09 |
||
|
FQM |
|||
|
290 мм |
1,09 |
||
|
384 мм |
1,09 |
||
но, что при коэффициентах вытяжки до 1,1 наблюдается утолщение стенки, а при больших значениях утонение. Также показано, что прокатку труб на плавающей оправке в чистовых клетях целесообразно осуществлять в системе калибров, выполненных по схеме построения: «круг с радиусным выпуском» при величине овальности 1,02–1,05. Здесь же даны эмпирические зависимости изменения толщины стенки по разъёму валков и показатели уширения по наружному диаметру раската в калиб- ре. Формоизменение раската в чистовых калибрах трёхвалковых оправочных станов на настоящий момент требует дополнительных исследований.
В табл. 1 приведены овальности чистовых калибров станов PQF, FQM в зависимости от используемой системы калибров (СК) при прокатке труб заданного сортамента.
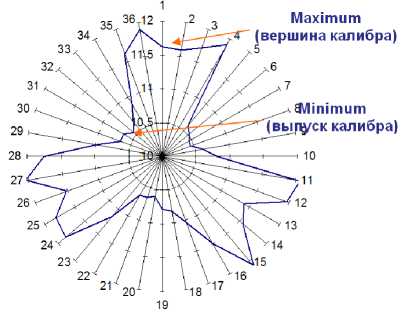
На рис. 2 представлен характер распределения толщины стенки в поперечном сечении раската на выходе после пятой клети станов: PQF и FQM.
а)
б)
Рис. 2. Характер распределения толщины стенки в поперечном сечении раската: а – на выходе после пятой клети стана PQF при прокатке труб тонкостенного сортамента с использованием СК: 265, 290 мм по результатам измерений в промышленных условиях; б – на выходе после пятой клети стана PQF при прокатке труб тонкостенного сортамента с использованием СК 190 мм по результатам моделирования в среде QForm; в – на выходе после 5-й клети стана FQM при прокатке труб тонкостенного сортамента с использованием СК 291, 384 мм по результатам моделирования в среде QForm
в)
Анализ данных, приведенных на рис. 2 позволяет сделать следующие выводы:
-
1. При прокатке в СК PQF наблюдается утонение толщины стенки по выпуску калибра;
-
2. При прокатке в СК FQM наблюдается утолщение толщины стенки по выпуску калибра;
-
3. Характер формоизменения толщины стенки по выпуску калибра с использованием трёхвалковой схемы отличен от двухвалковой в сравнении с данными, приведенными в источниках [4–6].
Таким образом, в настоящее время является актуальной задача определения оптимальной величины овальности чистовых калибров для трёхвалковых непрерывных оправочных станов.
С учётом развития современного уровня техники основными задачами настоящего исследования являются:
-
– изучение характера формоизменения раската при прокатке в чистовых калибрах трёхвалкового непрерывного оправочного стана;
-
– изучение напряжённо-деформированного состояния раската при прокатке в чистовых калибрах трёхвалкового непрерывного оправочного стана;
-
– получение зависимостей величины утонения толщины стенки, уширения наружного диаметра раската по выпуску калибра в зависимости от параметров прокатки;
-
– описание геометрических параметров очага деформации на выходе из чистовых калибров с учётом полученных зависимостей величин утонения и уширения;
-
– определение оптимальной величины овальности чистовых калибров на основе результатов исследования;
-
– разработка новой калибровки валков чистовых калибров трёхвалкового непрерывного оправочного стана;
– опытно-промышленное изготовление горяче-деформированных труб на ТПА типа PQF и FQM.
В настоящей работе с использованием среды Deform-3D проведено исследование влияния вели- чины овальности чистовых калибров стана FQM для СК 384 мм на точность раската при прокатке труб наружным диаметром 325 мм с толщиной стенки 8 мм.
Величина овальности четвёртой клети на всех этапах моделирования принималась равной 1,09. Величина овальности в пятой клети по этапам моделирования принималась равной: 1,03, 1,06, 1,09. Таким образом, моделирование осуществлялось в три этапа.
Диаметр бочки валков для всех этапов моделирования был одинаковым. Обороты валков, обжатия по клетям стана FQM, скорость удержания оправки (620 мм/с), скорость задачи гильзы в стан FQM рассчитывались по математической модели поставщика оборудования FQM_MOD. В соответствии с таблицей прокатки использовалась гильза наружным диаметром 433 мм с толщиной стенки 26,9 мм. В качестве материала гильзы из библиотеки Deform-3D выбрана сталь AISI-1045, являющаяся российским аналогом стали 45. Температура гильзы на входе в стан FQM принята равной 1150 °С, температура инструмента (валки, оправка) – 90 °С. Основные допущения: материал изотропен, материал инструмента – абсолютно жесткое тело; протекание процесса осуществлялось по изотермическому закону. Коэффициент трения: на контактной поверхности металла с валком принят равным 0,4; на контактной поверхности металла с оправкой – 0,1. Скорость задачи гильзы в стан FQM: 757,7 мм/с, скорость выхода раската из пятой клети стана FQM составляла: 2750 мм/с. Калибровка валков чистовых калибров выполнена по схеме: «круг с радиусными выпусками». Центр радиуса обжимной зоны калибра и центр оправки концентричны.
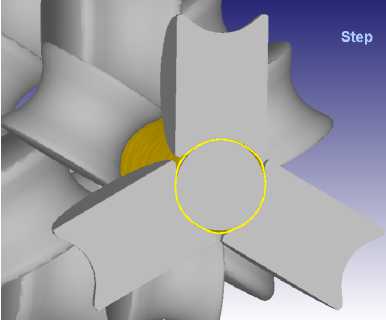
Обработка результатов моделирования проводилась с использованием программы «КОМПАС-3D»: толщина стенки раската по периметру поперечного сечения очага деформации на выходе из пятой клети стана FQM измерялась с шагом равным 5 (рис. 3), результаты измерений были строго ориентированы относительно вершины калибра.
а)
Рис. 3. К определению геометрческих параметров раската в поперечном сечении очага деформации раската на выходе из пятой клети стана FQM: а – поперечное сечение очага деформации раската, вид в среде Deform-3D;
б – обработка данных в программе «КОМПАС-3D»
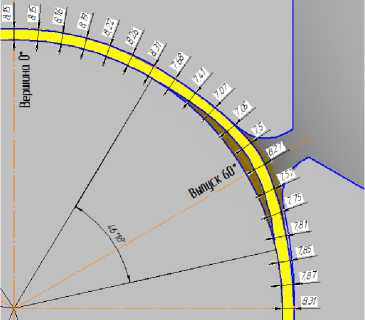
б)
Зафиксированные значения толщины стенки по периметру очага деформации раската в программе «КОМПАС-3D» усреднялись. Например, из трёх значений толщины стенки по выпуску калибра рассчитывали одно среднее (справедливо для каждого измеренного сечения).
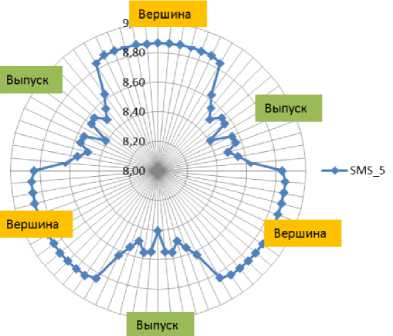
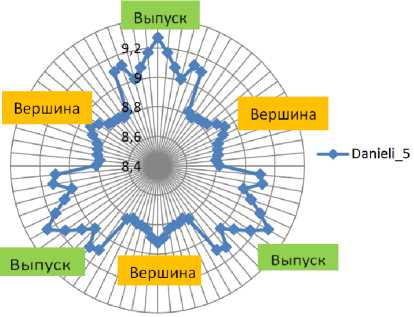
На рис. 4 приведены лепестковые диаграммы распределения толщины стенки раската на выходе из пятой клети стана FQM. При использовании калибра с овальностью 1,03 характер распределения толщины стенки по периметру зоны выпуска калибра распределяется более равномерно в сравнении с калибрами, выполненными с овальностью 1,06 и 1,09, где наблюдаются локальные утолщения стенки.
В табл. 2 приведены основные параметры формоизменения раската в соответствии с результатами измерений.
В табл. 2 символами обозначены параметры поперечного сечения очага деформации на выходе из пятой клети стана FQM:
S вер5 – толщина стенки раската по вершине калибра, мм;
Sвып5 – толщина стенки раската по выпуску калибра, мм;
A S - абсолютная разнотолщинность стенки раската по периметру калибра, мм;
ПД – поле допуска по толщине стенки раска- та (%), рассчитывается по формуле:
ПД =
S max S min - 100% ;
S вер5
B У5 – показатель уширения раската по выпуску калибра, рассчитывается по формуле (при B У5 < 1 - переполнение калибра):
B
B Ф5
У5 = Н
H Ф4
где B Ф5 – ширина раската в поперечном сечении очага деформации на выходе из пятой клети стана FQM, мм;
H Ф4 – высота раската в поперечном сечении очага деформации на выходе из четвёртой клети стана FQM, мм;
B УП5 – показатель уширения раската по вы-
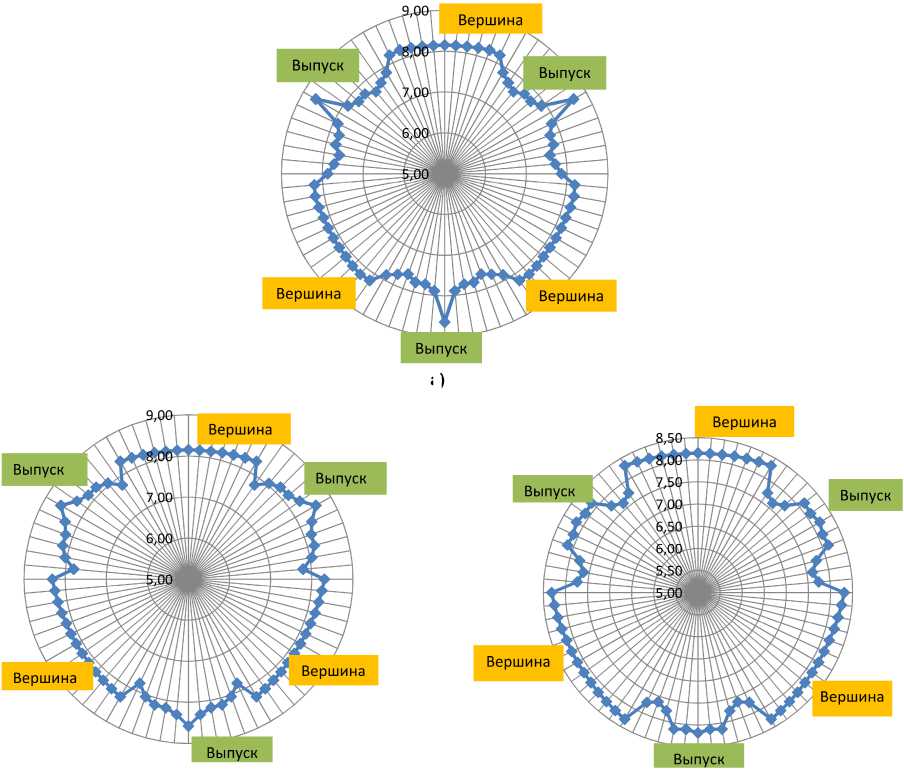
а)
б)
в)
Рис. 4. Распределение толщины стенки раската на выходе из пятой клети стана FQM при величине овальности: а – 1,09; б – 1,06; в – 1,03
Таблица 2
Основные параметры формоизменения раската в соответствии с результатами измерений
BУП5 = BКП5 - ВФ5 , где BФ5 – ширина раската в поперечном сечении очага деформации на выходе из пятой клети стана FQM, мм;
H Ф4 – высота раската в поперечном сечении очага деформации на выходе из четвёртой клети стана FQM, мм;
F В/О – отношение площади зоны выпуска к площади обжимной зоны, рассчитывается по формуле:
FB/О = F3B /FG3 , где FЗВ – площадь зоны выпуска, мм ;
F ОЗ – площадь обжимной зоны, мм 2 .
На рис. 5 приведена толщина стенки раската по вершине и выпуску калибра в зависимости от овальности калибра.
Анализ данных на рис. 5 показывает, что наименьшее соотношение S вер5 S вып5 наблюдается при овальности 1,03.
Формоизменение толщины стенки в зоне выпуска калибра пятой клети относительно толщины стенки по периметру обжимной зоны калибра в четвёртой клети представлено на рис. 6. Максимальная величина утонения толщины стенки наблюдается на участке 30–50°, утолщения – 60°.
На рис. 7 приведена зависимость параметра F В/О от овальности калибра.
Анализ данных на рис. 7 показывает, что с уменьшением овальности происходит перераспределение течения металла, параметр F В/О уменьшается.
На рис. 8 приведены зависимости параметров очага деформации (в соответствии с табл. 2) от овальности калибра.
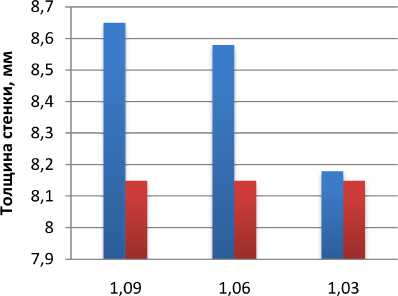
■ Толщина стенки в выпуске калибра 5 клети, мм
■ Толщина стенки в вершине калибра 5 клети, мм
Овальность калибра
Рис. 5. Толщина стенки раската в зависимости от величины овальности калибра
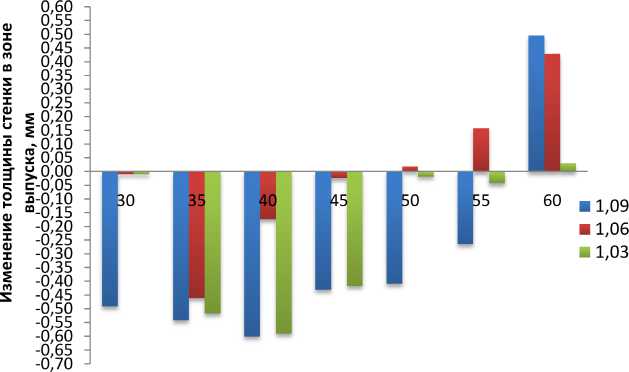
Положение толщины стенки, град
Рис. 6. Величина утонения (–)/утолщения (+) стенки в зоне выпуска калибра пятой клети (участок: 30–60°) в зависимости от величины овальности калибра
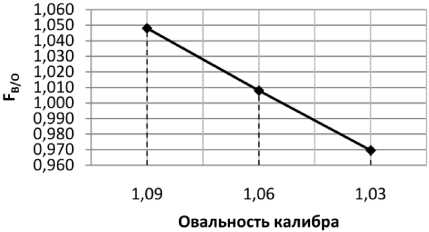
Рис. 7. Зависимость параметры F B/O от величины овальности калибра
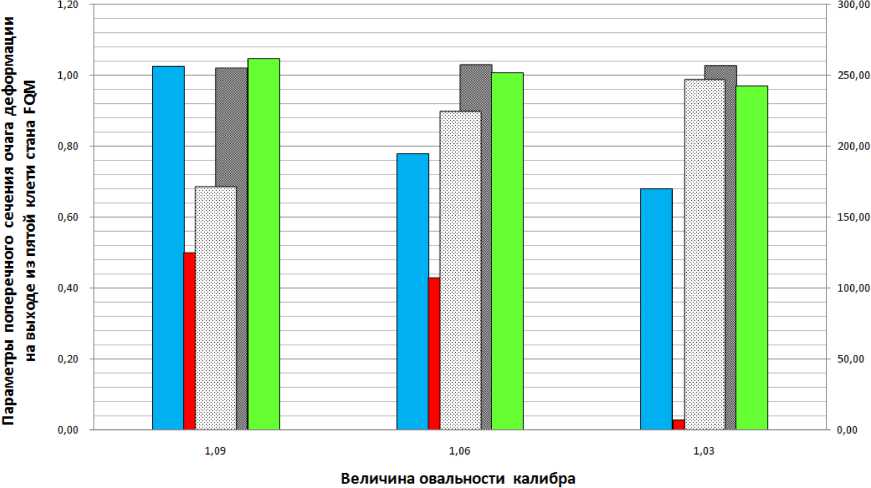
■ Абсолютная разнотолщинность стенки И Показатель уширения калибра (Ву5) ЕЗУгол окова оправки металлом
■ Толщина стенки в выпуске калибра
□ Fe/o
Рис. 8. Параметры формоизменения раската на выходе из пятой клети стана FQM в зависимости от величины овальности калибра
Выводы по результатам моделирования:
-
1. Наименьшая величина абсолютной разно-толщинности, утолщения по выпуску калибра, поля допуска по толщине стенки получена при использовании калибра с овальностью 1,03.
-
2. Показатель уширения раската ( B УП5 ), площадь раската в обжимной зоне калибра, величина угла окова оправки металлом принимают максимальные значения при использовании калибра с овальностью 1,03.
-
3. Переполнение калибров отсутствовало на всех этапах моделирования.
Список литературы Исследование влияния величины овальности чистовых калибров трёхвалкового непрерывного оправочного стана FQM на формоизменение раската
- Мониторинг точности труб по линии ТПА со станом PQF/Д.О. Струин, И.Н. Черных, А.В. Король и др.//Труды XX юбилейной научно-практической конференции «ТРУБЫ-2012». -2012. -Ч. 2. -Сочи, 2012. -С. 9-10.
- Струин, Д.О. Исследование точности проката на ТПА со станом PQF/Д.О. Струин//Инновационные технологии в металлургии и машиностроении. Уральская научно-педагогическая школа им. профессора А.Ф. Головина: материалы 6-й молодёж. науч.-практ. конф., г. Екатеринбург. -Екатеринбург, 2013. -С. 499-501.
- Столетний, М.Ф. Точность труб/М.Ф. Сто¬летний, Е.Д. Клемперт. -М.: Металлургия, 1975. -240 с.
- Савкин, И.П. Исследование деформации металла и усилий при прокатке труб на непрерывном оправочном стане: автореф. дис. … канд. техн. наук/И.П. Савкин. -Днепропетровск, 1966. -25 с.
- Матвеев, Ю.М. Калибровка инструмента трубных станов/Ю.М. Матвеев, Я.Л. Ваткин. -М.: Металлургия, 1970. -С. 193-204.
- Исследование деформации трубы при прокатке в круглом калибре на длинной оправке//Обработка металлов давлением. № 53/Я.Л. Ваткин, А.А. Шевченко, Г.И. Гуляев и др. -М.: Металлургия, 1967. -С. 169-177.
- Гескин, С.А. Прокатка труб точных размеров на непрерывном стане/С.А. Гескин, П.В. Савкин//Сталь. -1955. -№ 7. -С. 621-626.
