Исследование влияния величины зазора над барьерным гребнем на процесс экструзии полимеров

Автор: Елтышев Андрей Сергеевич, Черняев Владислав Васильевич, Труфанова Наталия Михайловна
Статья в выпуске: 2, 2012 года.
Бесплатный доступ
Представлена математическая модель и проведено численное исследование зависимости процесса экструзии полимеров от геометрических параметров барьерного шнека. Рассмотрены наиболее типовые конструкции барьерных шнеков, позволяющих интенсифицировать процессы плавления перерабатываемых материалов. Приведена постановка задачи, включающая в себя уравнение энергии и уравнения гидродинамики, граничные условия. Анализ полученных данных позволил сделать вывод, что при снижении величины радиального зазора увеличивается диссипативный разогрев расплавленного полимера циркулирующего над барьерным гребнем что, во-первых, приводит к падению вязкости расплава и, как следствие, к снижению давления на выходе, а во-вторых, может стать причиной появления или увеличения областей локальных перегревов. Другими словами, малый зазор над барьерным гребнем может привести к снижению давления на выходе и ухудшению качества готового изделия вследствие перегрева полимера. Вместе с тем, большая величина зазора может стать причиной того, что частицы твердого, нерасплавленного полимера попадут в канал расплава, что также может вызвать снижение качества готовых изделий из-за скачков давления и температуры на выходе.
Математическая модель, полимер, экструзия, плавление, шнек, барьер
Короткий адрес: https://sciup.org/146211428
IDR: 146211428 | УДК: 621.315
Research of the gap effect over the crest of a barrier on the process of polymers extrusion
A mathematical model and numerical investigation of the dependence of the extrusion process of polymers on the geometric parameters of the barrier screw is given. The most typical designs of barrier screws, allowing intensify the melting process of recyclable materials are considered. The formulation of the problem, which includes the energy equation and the hydrodynamic equations and boundary conditions, is presented. Analysis of the data led to the conclusion that reducing the radial clearance increases dissipative heating of the molten polymer circulating over the barrier crest. First, it leads to a decrease of melt viscosity and consequently to reduction of the pressure at the outlet, and second it can cause the appearance or increase in areas of local overheating; that is, small gap above the crest of the barrier can lead to a decrease in output pressure and quality of the final product due to overheating of the polymer. On the other hand, the large magnitude of the gap may be a reason that the particles of solid, unmelted polymer melt will fall into the canal, which can also cause a decline in the quality of final products due to the jump of pressure and temperature at the outlet.
Текст научной статьи Исследование влияния величины зазора над барьерным гребнем на процесс экструзии полимеров
Зона плавления является одной из самых протяженных функциональных зон пластицирующего экструдера. В пределах этой зоны происходит плавление твердой пробки под действием тепла, подводимого от корпуса, и тепла, выделяющегося в результате работы сил вязкого трения расплава полимера.
Твердая пробка плавится до тех пор, пока не станет физически нестабильной и не разрушится. Частицы твердого разрушившегося полимера смешиваются с расплавом и продолжают плавиться за счет теплопроводности. Поскольку теплопроводность полимеров относительно низка, процесс плавления нерасплавленных частиц протекает медленно. В результате возможна ситуация, при которой частицы нерасплавленного полимера достигнут выходного сечения шнека и попадут в головку, вызывая колебания температуры расплава, что не замедлит сказаться на качестве конечного продукта [1, 2, 3].
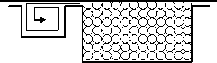
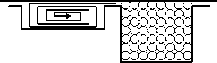
Для предупреждения такой ситуации производителями экструзионного оборудования предложен ряд конструкций шнеков (рис. 1), в зоне плавления которых имеется дополнительный (барьерный) гребень, отделяющий расплав полимера от твердой фазы. При этом по мере продвижения по каналу твердый полимер будет поджиматься к разогретому корпусу и плавиться. Расплав через барьерный гребень (направление течения расплава показано стрелкой) будет попадать в канал жидкой фазы, служащий для переноса и гомогенизации расплавленного полимера [4, 5].
Начальное сечение
Начальное сечение
Конечное сечение
Конечное сечение

а
б
Рис. 1. Схема плавления полимера в барьерных шнеках: а – МЕ-90, б – Бар
В шнеке МЕ-90 поджатие твердого полимера осуществляется как за счет снижения высоты канала твердой фазы, так и за счет снижения его ширины. В шнеке Бара переменным параметром является только высота.
Анализ процессов, протекающих в шнеке, требует рассмотрения уравнения энергии и уравнений гидродинамики. При этом система уравнений, описывающих движение и фазовые превращения к канале экструдера, примет вид в твердой фазе:
а т а ( а т) а L а тл
CsР sVp^ ~I X s^ 1 + X s^T аz аx ( аx ) ау ( ау у где рs, Cs, Xs - соответственно плотность, теплоемкость и коэффициент теплопроводности твердого полимера; Vp – скорость пробки гранул;
в расплаве полимера:
уравнение сплошности
av ау
V-^+= о, аx ау уравнения движения
р
< Л а у а у ) V x_ + у x_ (а x а у )
а p а9 а у
+ 2 I рЭ
аx аx ( аx
а ( (аvx аУу))
+— рЭ —।, (3) ау ( ( ау аX ))
а
а у
р
( а у а у ) у+vv —
( аx ау )
а V
— + 2— рэ +— рэ + , (4)
ЭЭ
ау ау ( ау ) аx ( (ау аx ))
аp
а у
а
а у, )
а
Р m
( 8V ЗУ )
Vx — + Vv — ( аx а у)
ау (
ау)
а x
аp а ( а v ) а ( а v )
■ - Рэ ■ Рэ ,
аz аx ( аx ) ау ( ау )
аp
а z
а
а x
а V
а x
а
уравнение энергии
Р m C m
I V а т + V а т +у, а т ) ( m а z а x у а у )
А(7
= I X m аx (
ат) а Г, ат) | + X m”^
аx ) ау ( ау)
+ Р э F ,
где рm , Cm , Xm - соответственно плотность, теплоемкость и коэффициент теплопроводности расплава полимера; Vx , Vy , Vz – компоненты скорости движения расплава полимера; T – температура; P – давление; F - функция диссипации; цэ - эффективная вязкость, являющаяся функцией скорости сдвига и температуры и определяющаяся степенным законом:
( и -1)
Г ^ 2
.
Цэ =Цо exP(-Э(T-To))l у I
В формуле (7) I 2 – второй инвариант тензора скоростей деформации; ц 0 - вязкость при I 2 /2 = 1 и T = T 0 (начальная вязкость); в - температурный коэффициент вязкости; n – показатель аномалии вязкости, характеризующий степень отклонения вязкости жидкости от ньютоновской.
Граничные условия по температуре на внутренней поверхности корпуса задаются формулой
T = T (z), а на поверхности шнека
^=0, о n где T(z) – заданное изменение температуры корпуса по длине, n – нормаль к поверхности шнека. Граница раздела фаз определялась изотермой, соответствующей некоторой средней (в интервале фазовых превращений) температуре плавления.
Граничные условия для составляющих скоростей на стенках канала и барьерном гребне задаются исходя из условия прилипания и непроницаемости:
V = V cos(е), V = V sin(e), V = o, zy = H o v P ^|y = H О V P yy = H ’
V = 0, V = 0, V = 0, x г.ш y г.ш z г.ш
V = V , z|y=ys (.) p , где Vo – окружная скорость шнека; Vp – скорость пробки полимера; г.ш – граница шнека; H – высота канала шнека.
Для того чтобы система определяющих уравнений была полной, необходимо дополнить ее условием постоянства массового расхода G o , которое должно выполняться в любом поперечном сечении по длине канала:
WH
G o = U P ( x , У )V- d x d У = const- (U)
oo
Полученная система уравнений решалась методом конечных разностей. Рассматривались два типа барьерных шнеков – МЕ-90 и Бар [4]. Результаты исследования приведены в таблице и на рис. 2, 3.
Технологические параметры процесса плавления в шнеках с различным зазором
|
№ п/п |
Зазор, мм |
Величина |
Шнек |
|
|
Бар |
МЕ-90 |
|||
|
1 |
< = 1,30 |
l з.п , вит. P вых , Па. T вых , °C V п , м/с |
20,50 4,81.108 282,14 0,305 |
21,90 4,66.108 279,75 0,249 |
|
2 |
5 6р = 1,67 |
l з.п , вит. P вых , Па. T °C вых , V п , м/с |
20,50 4,85.108 282,04 0,305 |
22,10 4,69.108 278,8 0,249 |
|
3 |
5 6р = 1,00 |
l з.п , вит. P вых , Па. T вых , °C V п , м/с |
20,50 4,77.108 282,04 0,305 |
21,70 4,53.108 280,2 0,249 |
Анализируя данные таблицы, можно сделать вывод, что при снижении величины радиального зазора увеличивается диссипативный разогрев расплавленного полимера, циркулирующего над барьерным гребнем, что, во-первых, приводит к падению вязкости расплава и, как следствие, снижению давления на выходе, а во-вторых, может стать причиной появления или увеличения областей локальных перегревов. И хотя в таблице средняя температура расплава на выходе, как в шнеке Бара, так и в МЕ-90, почти не зависит от величины зазора, на рис 2, 3 можно заметить существенное отличие (до 11oC) максимальной температуры полимера в зоне ввода барьерного гребня (8–16-й виток). Что касается равенства средних температур на выходе – это лишь результат температурной гомогенизации расплава в зоне дозировки.
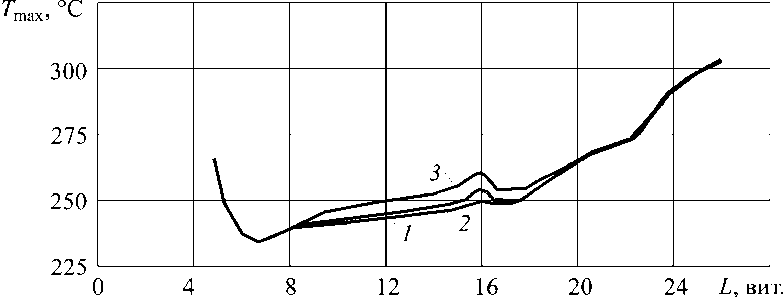
Рис. 2. Распределение максимальной температуры полимера в канале шнека Бара в зависимости от величины зазора над барьерным гребнем: 1 - 5 бр = 1,67 мм; 2 - 5 бр = 1,30 мм; 3 - § бр = 1,00 мм
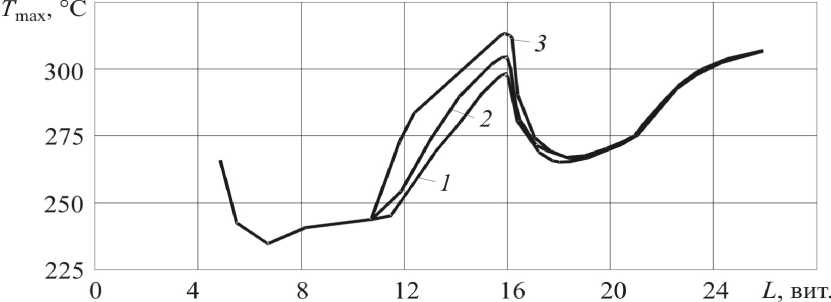
Рис. 3. Распределение максимальной температуры полимера в канале шнека МЕ-90 в зависимости от величины зазора над барьерным гребнем: 1 - 5 бр = 1,67 мм; 2 - 5 бр = 1,30 мм; 3 - 6 бр = 1,00 мм
Таким образом, малый зазор над барьерным гребнем может привести к снижению давления на выходе и ухудшению качества готового изделия вследствие перегрева полимера. Вместе с тем, большая величина зазора может стать причиной того, что частицы твердого, нерасплавленного полимера попадут в канал расплава, что также может вызвать снижение качества готовых изделий из-за скачков давления и температуры на выходе.
