Исследование возможности применения малогабаритных плазматронов на предприятиях сервиса

Автор: Кудров Ю.В.
Журнал: Сервис в России и за рубежом @service-rusjournal
Статья в выпуске: 1 (1), 2007 года.
Бесплатный доступ
Короткий адрес: https://sciup.org/14056807
IDR: 14056807 | УДК: 621.315.61
Текст статьи Исследование возможности применения малогабаритных плазматронов на предприятиях сервиса
Поля структуры task_struct содержат информацию о процессе, которую можно поделить на несколько категорий:
-
1. Поля, которые отвечают за общую информацию о процессе, такие как идетификатор процесса(PID), код завершения процесса(exit_code), идентификатор родительского процесса(PPID) и т.д.
-
2. Поля, нужные для планировщика задач: приоритет процесса(prio и static_prio), квант времени(timeslice) и т.д.
-
3. Поля, связанные с безопасностью: идентификатор пользователя, запустившего процесс(uid), идентификатор группы(gid) и т.д.
Процессы могут находиться в нескольких определенных состояниях:
-
1. TASK_RUNNING
-
2. TASK_INTERRUPTIBLE
-
3. TASK_UNINTERRUPTIBLE
-
4. TASK_STOPPED
-
5. TASK_ZOMBIE
Процесс находится в состоянии TASK_RUNNING во время выполнения или в очереди выполнения. Состояния TASK_INTERRUPTIBLE и TASK_UNINTERRUPTIBLE применяются во время блокировки( например при ожидании ресурса). TASK_STOPPED наступает при получении процессом сигнала SIGSTOP. И , наконец, TASK_ZOMBIE, наступает при смерти процесса (процесс завершен, но родитель не вызвал функцию sys_wait4())
Чтобы изменить состояние процесса, существует функция set_task_state(). В ядре Linux текущую task_struct выполняющегося процесса, можно получить с помощью макроса current.
ИССЛЕДОВАНИЕ ВОЗМОЖНОСТИ ПРИМЕНЕНИЯ МАЛОГАБАРИТНЫХ ПЛАЗМАТРОНОВ НА ПРЕДПРИЯТИЯХ СЕРВИСА
ИССЛЕДОВАНИЕ ВОЗМОЖНОСТИ ПРИМЕНЕНИЯ МАЛОГАБАРИТНЫХ ПЛАЗМАТРОНОВ НА ПРЕДПРИЯТИЯХ СЕРВИСА.
Ю. В. Кудров, студент группы МБ 44
Московский государственный университет сервиса, г. Москва
На предприятиях сервиса выполняются различные операции по восстановлению деталей машин и механизмов с использованием сварки, пайки, наплавки, нанесение полимерных и металлполимерных покрытий.
Широкое распространение при выполнении ремонтных работ получили газовые горелки, работающие на пропане и ацетилене. Однако использование данной аппаратуры содержит много недостатков, в том числе высокая пожароопасность, большие габариты оборудования, расходы на горючий газ и т.п. Эти недостатки могут быть устранены, если использовать плазму. [1,2].
В последнее время отечественная промышленность освоила производство малогабаритных мобильных плазматронов, обеспечивающих температуру нагрева пламени от 6000 до 8000°С.
Отличительной особенностью этих установок является экологическая чистота и малый расход электроэнергии (1.6-1.8 кВт). При работе плазматрона отсутствуют продукты сгорания, атмосфера помещения только дополнительно обогащается кислородом. В связи с этим плазматрон позволяет производить работы в закрытых помещениях при отсутсвии вентиляции (в жилых помещениях, трубах, шахтах, колодцах, тоннелях, подвалах и т.д.)
Преимущества плазменных аппаратов:
-
• универсальность, мобильность, компактность;
-
• большая скорость резки материалов (до 8 мм/сек)
-
• безпроблемная резка загрязненного, гальванизированного и окрашенного металла;
-
• капиллярная пайка;
-
• сварка алюминия;
-
• применение недорогой и недефицитной рабочей жидкости;
-
• оптимальное соотношение малых габаритов, веса, доступной цены, мощности и надежности.
В средней полосе России выпускаются два типа плазматронов: «Мультиплаз-2500» и «Плазар» Плазменная установка «Мультиплаз-2500» достаточно хорошо изучена, определены ее области применения на предприятиях сервиса: предприятия по ремонту оборудования ЖКХ, металлоремонт и изготовление металлоизделий по заказам населения, строительство и ремонт жилья и промышленных зданий и сооружений. [3]
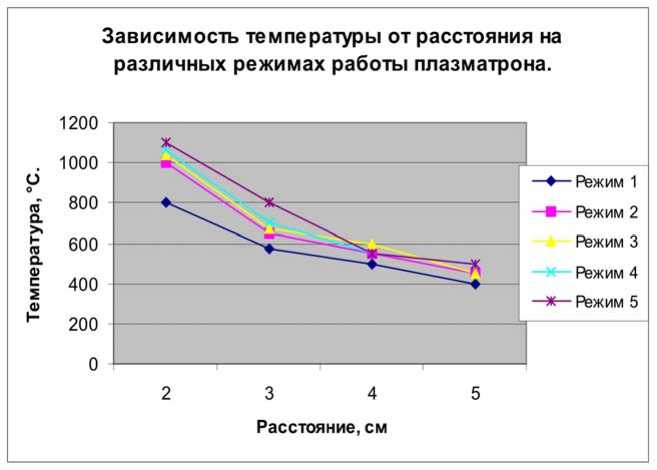
Нами проведены исследования технических характеристик плазматрона «Плазар» с целью определения его параметров и возможностей применения при ремонте бытовой техники. Наиболее важным параметром является создание заданной температуры нагрева, которая определяется расстоянием зоны обработки от сопла плазматрона. Измерение температуры проводили в установившемся режиме горения плазмы на режимах от 1 до 5 уровня мощности плазматрона «Плазар». Результаты исследований приведены на графике.
Полученные результаты позволяют задавать температуру в зоне обработки, необходимую для резки конкретного материала, сварки алюминия или стали, пайки низкотемпературным и высокотемпературным припоем при выполнении ремонтных работ на предприятиях сервиса.
ЭЛЕКТРОМАГНИТНЫЕ ПОМЕХИ КАК ЕСТЕСТВЕННАЯ СРЕДА В СИСТЕМАХ ПЕРЕДАЧИ ИНФОРМАЦИИ
