Исследование возможности унификации режимов ниточных соединений различных видов материалов

Автор: Бодяло Наталья Николаевна, Гарская Наталья Петровна, Филимоненкова Раиса Николаевна
Журнал: Вестник Витебского государственного технологического университета @vestnik-vstu
Рубрика: Технология и оборудование легкой промышленности и машиностроения
Статья в выпуске: 2 (15), 2008 года.
Бесплатный доступ
В результате исследований установлено, что на одном и том же оборудовании при одних и тех же режимах могут обрабатываться материалы различной поверхностной плотности, что очень важно при изготовлении швейных изделий в современных условиях. Рекомендованы рациональные режимы ниточных соединений различных видов материалов на универсальных швейных машинах.
Режимы ниточных соединений, швейное оборудование, материалы для одежды, плотность материалов, поверхностная плотность, обработка материалов, соединения материалов, ниточные соединения, унификация режимов, швейные изделия, стачивание материалов, качество стачивания, универсальные швейные машины
Короткий адрес: https://sciup.org/142184520
IDR: 142184520
Текст научной статьи Исследование возможности унификации режимов ниточных соединений различных видов материалов
Современное швейное производство стремится к малым формам. Ушли в прошлое мощные потоки, ежедневно выпускающие тысячи одинаковых швейных изделий. Швейные предприятия Республики Беларусь, независимо от форм собственности, используют потоки малой мощности, облегчающие организацию процесса и позволяющие выпускать небольшое количество одинаковой одежды, что очень важно для современного потребителя. Частая сменяемость моделей и даже ассортимента пошиваемых изделий приводит к тому, что в современных потоках для выпуска изделий из различных материалов используется одно и то же оборудование.
Для эффективной работы потоков, упрощения перестройки на новый ассортимент актуальной задачей является разработка унифицированных режимов машинной обработки различных материалов.
Настоящее исследование посвящено анализу качества стачивания челночной строчкой плательных, сорочечных, костюмных и пальтовых тканей на одном и том же оборудовании и при одинаковых режимах.
В результате анализа литературных источников установлено, что в изделиях различного ассортимента наиболее часто встречаются дефекты ниточных соединений, в значительной мере снижающие качество готового изделия и обусловленные неправильным выбором оборудования и технологических режимов обработки – стягивание материала нитками строчки, посадка нижнего слоя материала и утяжка ниток в строчке.
Опрос ведущих специалистов швейных предприятий показал, что на данные показатели качества влияют в равной мере как свойства пошиваемых материалов, так и параметры их стачивания (таблица 1).
Таблица 1 – Факторы, влияющие на исследуемые показатели качества ниточных соединений
|
Свойства материалов |
Параметры стачивания |
||
|
Обозн. |
Наименование фактора |
Обозн. |
Наименование фактора |
|
Х1 |
Волокнистый состав |
Х1 |
Длина стежка |
|
Х2 |
Толщина |
Х2 |
Давление лапки |
|
Х3 |
Растяжимость |
Х3 |
Натяжение ниток |
|
Х4 |
Жёсткость |
Х4 |
Высота подъёма зубьев рейки |
|
Х5 |
Поверхн. плотность |
Х5 |
Скорость стачивания |
|
Х6 |
Переплетение |
Х6 |
Номер иглы |
|
Х7 |
Вид поверхности |
Х7 |
Номер ниток |
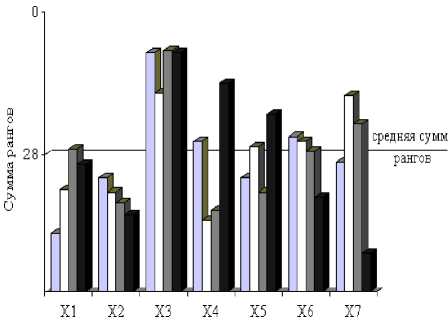
С целью выявления наиболее значимых факторов было проведено априорное ранжирование мнений специалистов различных швейных предприятий Республики Беларусь (ОАО «Элема», ОАО «ЗИ», ОАО «Коминтерн», ЗАО «Веснянка», ОАО «Калинка» и т.д.), результаты которого представлены в виде гистограмм на рисунке.
Исходя из анализа гистограмм, установлены наиболее значимые факторы, определяющие качество стачивания (таблица 2).
Таблица 2 – Наиболее значимые факторы, определяющие качество стачивания
|
Материалы |
Показатели качества |
||
|
Стягивание материалов нитками строчки |
Посадка нижнего слоя материалов |
Утяжка ниток в стежке |
|
|
Свойства материалов |
|||
|
Костюмные |
Растяжимость |
Пов. плотность |
Толщина |
|
Пальтовые |
Растяжимость |
Растяжимость |
Пов. плотность |
|
Плательные |
Растяжимость |
Растяжимость |
Толщина |
|
Сорочечные |
Растяжимость |
Толщина |
Толщина |
|
Параметры стачивания |
|||
|
Костюмные |
Натяжение ниток |
Высота зубьев |
Натяжение ниток |
|
Пальтовые |
Натяжение ниток |
Натяжение ниток |
Натяжение ниток |
|
Плательные |
Натяжение ниток |
Натяжение ниток |
Натяжение ниток |
|
Сорочечные |
Натяжение ниток |
Давление лапки |
Натяжение ниток |
Как видно из данных таблицы 2, наиболее влияющими на качество ниточных соединений являются следующие свойства материалов: растяжимость, поверхностная плотность, толщина; параметры стачивания: натяжение ниток, давление лапки, высота подъёма зубьев рейки. Эти факторы и были приняты для дальнейших исследований по определению оптимальных режимов стачивания, обеспечивающих минимальную переналадку оборудования при переходе от одного вида материала на другой.
Исследования проводились на универсальной машине 1022-М класса Оршанского завода «Промшвеймаш» при следующих режимах:
-
1) частота строчки – 4 стежка в 1 см строчки;
-
2) используемые нитки: 35 ЛЛ;
-
3) давление лапки – 30 Н;
4) номер иглы - 90.
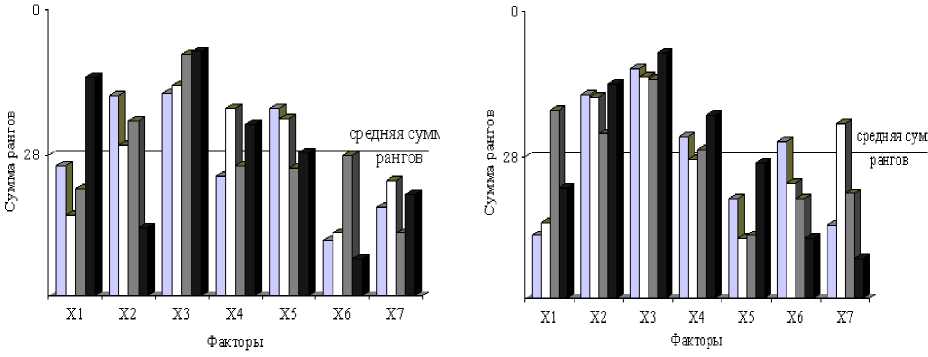
Влияние свойств материалов на стягивание слоев нитками строчки
Влияние параметров стачивания на стягивание слоев нитками строчки
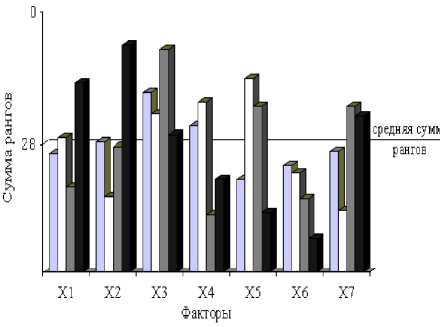
Влияние свойств материалов на посадку
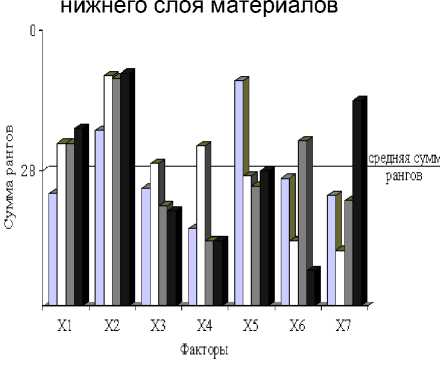
Влияние параметров стачивания на посадку нижнего слоя материалов
Факторы
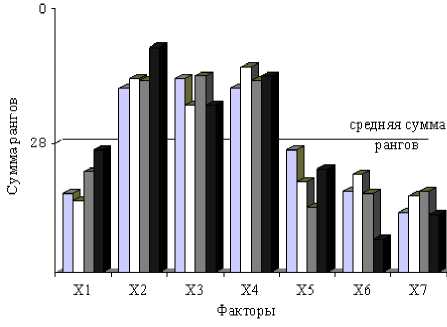
Влияние свойств материалов на утяжку Влияние параметров стачивания на утяжку ниток в стежке ниток в стежке
Условные обозначения
I I - пальтовые ткани I I - плательные ткани
I I - костюмные ткани ^™ - сорочечные ткани
Рисунок – Гистограммы рангов для выбранных показателей качества
В качестве объекта исследования выбраны костюмные, пальтовые, платьевые и сорочечные ткани. Так как в теоретических исследованиях выявлено, что значимыми факторами, влияющими на качество ниточных соединений, являются их растяжимость и поверхностная плотность, поэтому выбранные образцы тканей отличались данными показателями. Величины стягивания материалов, посадки нижнего слоя материалов и утяжки ниток в строчке определялись в соответствии с СТБ 1357-2002 «Машины швейные промышленные. Общие технические условия».
Обобщённые результаты исследований представлены в таблице 3.
Таблица 3 – Результаты исследований качества стачивания
|
Номер образца |
Характеристика ткани |
Показатели качества |
||||
|
Поверхностная плотность, г/м2 |
Растяжимость, % |
Стягивание материалов, % |
Посадка нижнего слоя материалов, % |
Коэффициент утяжки |
||
|
1 |
2 |
3 |
4 |
5 |
6 |
|
|
Костюмные ткани |
||||||
|
Образец №1 |
262 |
8,20 |
0,28 |
0,74 |
0,99 |
|
|
Образец №2 |
251 |
4,50 |
0,51 |
0,86 |
0,94 |
|
|
Образец №3 |
254 |
6,60 |
0,28 |
0,74 |
0,91 |
|
|
Образец №4 |
310 |
3,50 |
0,11 |
0,29 |
1,07 |
|
|
Образец №5 |
228 |
7,80 |
0,06 |
0,80 |
0,94 |
|
|
Образец №6 |
194 |
23,00 |
-0,86 |
1,36 |
1,02 |
|
|
Образец №7 |
152 |
11,10 |
0,17 |
0,29 |
1,09 |
|
|
Пальтовые ткани |
||||||
|
Образец №1 |
372 |
17,60 |
0,57 |
0,34 |
1,09 |
|
|
Образец №2 |
501 |
7,80 |
0,17 |
0,57 |
1,02 |
|
|
Образец №3 |
545 |
10,40 |
0,00 |
0,46 |
1,10 |
|
|
Плательные ткани |
||||||
|
Образец №1 |
268 |
37,80 |
0,00 |
0,30 |
0,96 |
|
|
Образец №2 |
229 |
18,00 |
1,10 |
0,30 |
0,96 |
|
|
Образец №3 |
285 |
7,90 |
0,30 |
0,30 |
0,95 |
|
|
Сорочечные ткани |
||||||
|
Образец №1 |
123 |
5,70 |
2,30 |
0,00 |
0,90 |
|
|
Образец №2 |
91 |
5,10 |
1,70 |
0,58 |
1,00 |
|
|
Образец №3 |
132 |
7,10 |
3,00 |
0,40 |
1,00 |
|
Исходя из установленных нормативов для исследуемых показателей качества (стягивание материалов нитками строчки и посадка нижнего слоя материалов должны быть не более 2,0 %; коэффициент утяжки – в пределах 0,9-1,1) можно сделать вывод, что только ткани малой поверхностной плотности и большой растяжимости должны стачиваться на специализированных машинах или при специальных режимах. Большинство же исследуемых материалов могут обрабатываться на одной стачивающей машине при унифицированных режимах, что важно для современного гибкого швейного производства.
ВЫВОДЫ
Большинство исследованных материалов могут обрабатываться на одном и том же оборудовании при одних и тех же режимах, что очень важно при изготовлении швейных изделий в современных условиях.
Для стачивания материалов малой поверхностной плотности и большой растяжимости требуется переналадка оборудования или использование специализированных машин.
Рациональными режимами для стачивания исследованных видов материалов на машине 1022-М класса являются: частота строчки – 4 ст/см, номер иглы – 90, номер ниток – 35ЛЛ.
