Исследование возможности управления усреднением руды методами классической теории управления

Автор: Бильфельд Николай Валентинович, Пеяс Дарья Валерьевна, Шнабская Анжелика Константиновна
Рубрика: Автоматизированные системы управления технологическими процессами
Статья в выпуске: 3 т.21, 2021 года.
Бесплатный доступ
Показана важность проблемы усреднения руды на калийных предприятиях и поиска оптимального комплекса мер по устранению проблемы. Обозначена проблема большого разброса нерастворимых остатков на калийных предприятиях Верхнекамья. На текущий момент она решается бункерным усреднением, но это работает не всегда эффективно. Было предложено использовать ранее описанный метод осмысленной рассыпки по складу и прицельной выборки в зависимости от состава. Была построена математическая модель загрузки и разгрузки склада, предложены алгоритмы и расчет координат точки сброса и выемки руды в зависимости от содержания в руде нерастворимого остатка и хлористого калия. Этот способ позволяет исключить возможность брака и осуществляет усреднение сырья оптимальным образом. По показателям в имитационной модели прицельная выборка на складе уменьшает процентный разброс нерастворимых остатков в руде. Было решено исследовать процесс выборки на складе для идентификации. Цель исследования заключается в проверке возможности управления выборкой как обычным технологическим объектом с помощью пропорционально-интегрально-дифференцирующего регулятора. Для этого была проведена идентификация объекта управления, а именно: на вход системы был подан единичный скачок воздействия. Материалы и методы. Стандартное воздействие было смоделировано на ранее разработанной имитационной модели склада, где задаются геометрические параметры склада, физические параметры элементов руды, а также параметры движения сопла и скрепера. С ее помощью проводится эксперимент по выборке хлористого калия из руды. Фиксируются результаты выборки руды по начальным установкам, а затем после пятипроцентного скачка. Результаты моделирования представляются в виде нормированного графика для сравнения результатов и определения поведения системы. Результат. Полученный массив значений был перенесен в ранее разработанный калькулятор передаточных функций. По найденным значениям был построен сглаженный нормированный график, который и нужно было идентифицировать. В результате проделанной работы была получена передаточная функция апериодического звена первого порядка с запаздыванием. Заключение. При анализе графиков был сделан вывод о допустимости полученной функции. По полученным массивам значений была рассчитана погрешность, которая составляет 6,5 %. Передаточная функция была идентифицирована, следовательно, выборкой на складе можно управлять с помощью пропорционально-интегрально-дифференцирующего регулятора.
Калийная руда, усреднение руды, гидродинамика сглаженных частиц, моделирование, склад, выборка, передаточная функция, пропорционально-интегрально-дифференцирующий регулятор
Короткий адрес: https://sciup.org/147235265
IDR: 147235265 | УДК: 681.5 | DOI: 10.14529/ctcr210312
Study of the possibility of controlling ore averaging by methods of classical control theory
The importance of the problem of ore averaging at potash enterprises and the search for the optimal set of measures to eliminate the problem are shown. The problem of a large spread of insoluble residues in the potash enterprises of the Verkhnekamsky District is identified. At the moment, it is solved by bunker averaging, but this does not always work effectively. It was suggested to use the previously described method of meaningful distribution in the warehouse and targeted sampling depending on the composition. A mathematical model of loading and unloading of the warehouse was constructed; algorithms and calculation of the coordinates of the point of discharge and extraction of ore were proposed, depending on the content of insoluble residue and potassium chloride in the ore. This method excludes the possibility of manufacturing defects and carries out the averaging of raw materials in an optimal way. According to the indicators in the simulation model, targeted sampling in the warehouse reduces the percentage spread of insoluble residues in the ore. It was decided to investigate the sampling process in the warehouse for identification. Purpose of work is to test the possibility of controlling the sample as a conventional technological object using a proportional-integral-differentiating controller. To do this, the control object was identified, namely: a single impact jump was applied to the system input. Materials and methods. The standard impact was modeled on a previously developed warehouse simulation model, where the geometric parameters of the warehouse, the physical parameters of the ore elements, as well as the parameters of the nozzle and scraper movement are set. With its help, potassium chloride from ore is conducted. The results of the ore sampling are recorded for the initial installations, and then after a five percent jump. The simulation results are presented as a normalized graph for comparing the results and determining the behavior of the system. Result. The resulting array of values was moved to the previously developed transfer function calculator. Based on the values found, a smoothed normalized graph was constructed, which had to be identified. As a result of this work, the transfer function of the first-order aperiodic link with a delay was obtained. Conclusion. When analyzing the graphs, a conclusion about the validity of the obtained function was made. Based on the obtained arrays of values, an error of 6,5% was calculated. The transfer function has been identified, so the sample in the warehouse can be controlled using a proportional-integral-differentiating controller.
Текст научной статьи Исследование возможности управления усреднением руды методами классической теории управления
Калийная промышленность является важнейшей отраслью промышленности в силу широкого спектра применения в народном хозяйстве и даже в медицине. Почти вся российская калийная промышленность сосредоточена в Верхнекамье – а это свыше 30 % мировых запасов KCl [1]. С 2018 года производство хлористого калия начало ООО «Еврохим – Усольский калийный комбинат» в Пермском крае [2]. Одной из главных проблем данного предприятия, негативно сказывающихся на флотационных процессах, стал большой разброс нерастворимых остатков в составе
Автоматизированные системы управления… добываемой руды [3]. Если не усреднять имеющийся разброс, то из-за колебаний содержания нерастворимого остатка в руде продукция будет забракована. Чтобы избежать возможного брака, придется перенастраивать флотационные процессы, а это спровоцирует рост затрат из-за излишнего расхода реагентов. На предприятии проблема решается бункерным усреднением. Суть метода заключается в наличии сборного конвейера, который получает добытую руду различного состава из накапливающих бункеров [4]. Данный метод не вполне эффективен по причине того, что не достигается нужная однородность полезного ископаемого [5].
В работе [4] был предложен метод для усреднения руды, заключающийся в осмысленной рассыпке руды по складу и прицельной выборке. Суть метода в том, что состав руды при заполнении склада известен в каждой точке склада. Это дает возможность выборки материала постоянного состава в заданных точках [6].
Объект данного исследования - склад, заполняемый рудой через транспортную систему, -служит для усреднения и хранения руды. На рис. 1 представлен такой склад, использующий для разгрузки кратцер-краны. В работе предлагается скреперная (точечная) выборка руды для дальнейшей переработки.

Рис. 1. Производственный склад Fig. 1. Production warehouse
Задача данной статьи - проверить, можно ли управлять выборкой как обычным технологическим объектом при помощи ПИД-регулятора. Следовательно, объектом управления является такая выборка. Целью данной статьи ставится возможность идентифицировать выборку, то есть определить передаточную функцию.
Материалы и методы
Для исследования склада была взята SPH -модель, описанная в статье [7]. Метод гидродинамики сглаженных частиц - это бессеточный лагранжевый метод, разрешающая способность которого может быть отрегулирована относительно переменных. Моделирование сводится к разбиению общей массы руды на множество взаимодействующих частиц, которые обмениваются между собой физическими характеристиками [8-10]. В общих чертах моделирование выражается в следующих алгоритмах для загрузки склада [11]:
-
1) ввод информации о физических свойствах компонент;
-
2) генерация частицы в сопле;
-
3) падение частицы;
-
4) поиск соседей;
-
5) расчет сил, действующих на частицы, и для разгрузки склада:
-
1) ввод информации о физических свойствах компонент;
-
2) выемка грейфером;
-
3) поиск соседних частиц;
-
4) расчет сил, действующих на частицы.
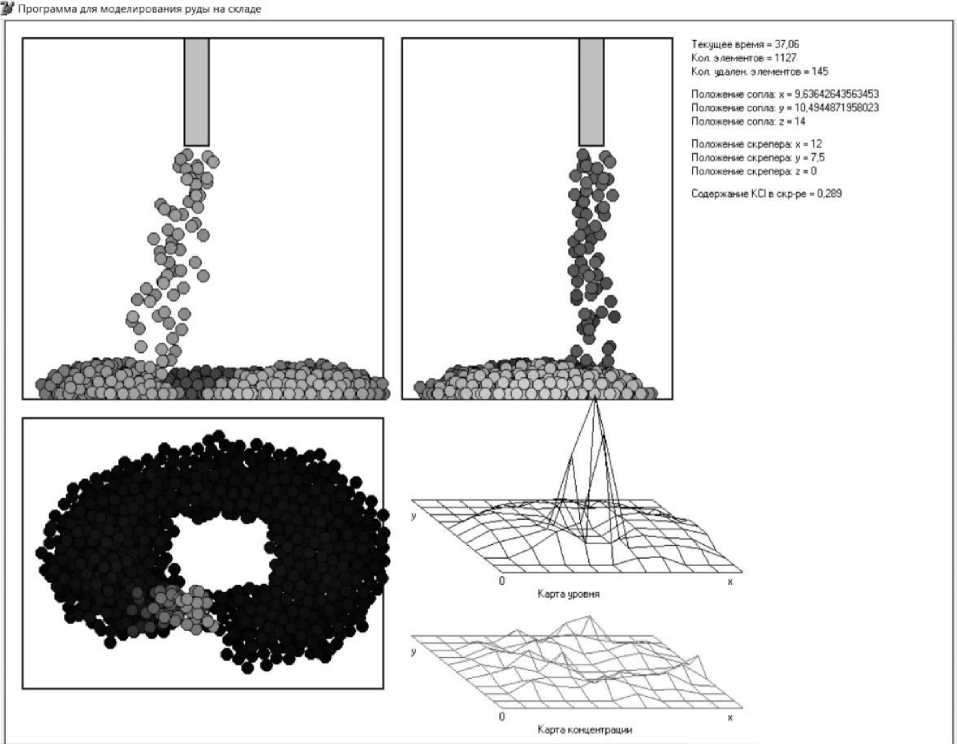
Рис. 2. Реализующее программное обеспечение Fig. 2. Implementing software
Модель реализована с помощью программного обеспечения, предназначенного для управления движением сопла, подающего руду на склад, и скрепера, удаляющего руду со склада (рис. 2) [12].
Программа принимает от пользователя данные о геометрических параметрах склада, данные о содержании нерастворимого остатка и хлористого калия в руде и задание алгоритма движения сопла и скрепера. В процессе работы формируются карты уровня руды и позиция сопла и скрепера в текущий момент.
Результат
Для управления выборкой необходимо произвести идентификацию по каналу «содержимое KCl на входе – содержимое KCl на выходе», подавая стандартное воздействие – единичный 5%-ный скачок на входе [13–16].
Первоначально было задано 20%-ное содержание KCl как исходный параметр при моделировании процесса. Было зафиксировано процентное содержание KCl в руде в течение 300 с. Затем был дан на вход 5%-ный скачок содержания KCl – 24 %. Аналогично были записаны данные по содержанию хлористого калия в течение еще 300 с. Вся выборка производилась из середины склада без смещения скрепера. На основе полученных данных сначала был построен нормированный график в MS Excel (рис. 3).
Автоматизированные системы управления…
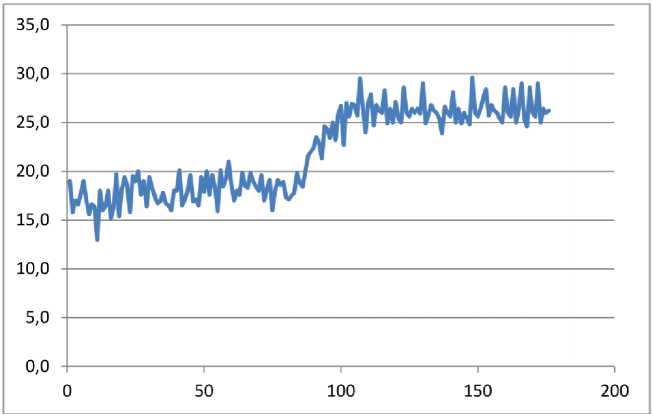
Рис. 3. Тренд содержания KCl в руде (%), использованный в эксперименте Fig. 3. Trend of KCl content in ore (%) used in the experiment
После этого массив точек по показаниям нашего моделирования был передан в специальную программу «Многокритериальное исследование систем управления», разработанную на кафедре автоматизации [15]. Средствами программы произведено математическое сглаживание методом пяти точек для отброса точек, среднеквадратичное отклонение которых было велико. Сглаженный массив был пронормирован в интервале от 0 до 1 (рис. 4). Используя модуль идентификации, получили передаточную функцию объекта, которая описывает апериодическое звено с запаздыванием, имеющую вид
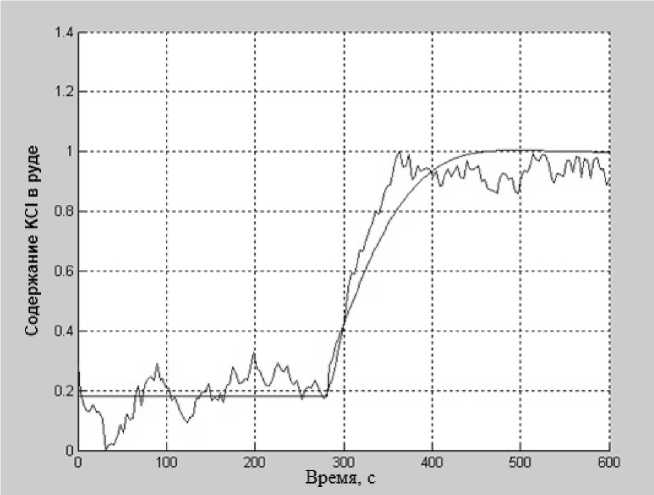
Рис. 4. Нормированный график и график, полученный по передаточной функции Fig. 4. Normalized graph and graph obtained from the transfer function
Выводы
При сравнении графиков можно убедиться, что полученная передаточная функция адекватно описывает рассматриваемый процесс. Полученная максимальная погрешность не превышает 6,5 %, следовательно, идентификация представленной характеристики возможна – цель работы достигнута. Управление объектами с такой передаточной функцией легко осуществляется с помощью ПИД закона регулирования. Отсюда можно сделать вывод, что ПИД-управление применимо к управлению выборкой руды из усреднительного склада.
Список литературы Исследование возможности управления усреднением руды методами классической теории управления
- Верхнекамское месторождение. - https://www.aziko.ru/ural-sights-marshruty/articles_items/ verkhnekamskoe-mestorozhdenie-120.
- Усольский калийный комбинат - для будущих поколений //Промышленная безопасность. -2013. - № 5. - С. 52-55.
- Substantiation of averaging the content of mined ores with account of their readiness for mining / T. Kalybekov, K. Rysbekov, D. ^uryzbayeva et al. // Ukrainian School of Mining Engineering - 2020. E3S Web of Conferences, Berdiansk, Ukraine. - 2020. - Vol. 201, id. 01039. DOI: 10.1051/e3sconf/202020101039
- Варламова, С.А. Об усреднении состава руды на промежуточном складе / С.А. Варламова, А.В. Затонский // Современная наука: актуальные проблемы теории и практики. Естественные и технические науки. - 2013. - № 9-10. - С. 12-18.
- Усреднение качества полезных ископаемых (часть 2). - http://industry-portal24.ru/osnovy-gornogo-dela/2618-usrednenie-kachestva-poleznyh-iskopaemyh-chast-2.html.
- DEM simulation of particle flow in a parallel-hopper bell-less charging apparatus for blast furnace / J. Qiu, D. Ju, J. Zhang, Y. Xu //Powder Technology. - 2017. - Vol. 314. - P. 218-231.
- Grigalashvili, A.S. Software in solving ore blending problems / A.S. Grigalashvili //Материалы III Международной научной конференции «Инновационные процессы в исследовательской и образовательной деятельности». - Пермь: Перм. нац. исслед. политехн. ун-т, 2014. - С. 55-57.
- Lind, Steven J. Review of smoothed particle hydrodynamics: towards converged Lagrangian flow modelling / Steven J. Lind, Benedict D. Rogers, Peter K. Stansby //Proc Math Phys Eng Sci. - 2020 Sep. -Vol. 476 (2241): 20190801. DOI: 10.1098/rspa.2019.0801
- Liu, M. Smoothed particle hydrodynamics (SPH): An overview and recent developments / M. Liu, G. Liu // Archives of Computational Methods in Engineering. - 2010. - Vol. 17, no. 1. - P. 25-76.
- Тимохин, М.Ю. Исследование газовых микротечений в переходной области на основе моментныхуравнений: дис. ... канд. техн. наук /М.Ю. Тимохин. -М., 2014. - 115 с.
- Имитационная математическая модель процесса смешивания сыпучих компонентов в смесителе / А.Н. Острикова, Л.Н. Фролова, А.И. Александров, В.В. Посметьев // Вестник Воронежского государственного университета инженерных технологий. - 2019. - Т. 81, № 2. -С. 13-21.
- Затонский, А.В. Преимущества дифференциальной модели сложной экономической системы / А.В. Затонский, Н.А. Сиротина // Образование. Наука. Научные кадры. - 2012. - № 8. -С. 98-102.
- Семенов, А.Д. Идентификация объектов управления / А.Д. Семенов, Д.В. Артамонов, А.В. Брюхачев. - Пенза: Изд-во Пенз. гос. ун-та, 2003. - 211 с.
- Поляков, К.Ю. Основы теории автоматического управления: учеб. пособие / К.Ю. Поляков. - СПб.: Изд-во СПбГМТУ, 2012. - 234 с.
- Бильфельд, Н.В. Имитационное моделирование систем цифрового управления / Н.В. Бильфельд, В.Ф. Беккер. - Пермь: Пермский гос. техн. ун-т, 2002. - 52 с.
- Затонский, А.В. Информационное обеспечение поддержки принятия решений на примере составления расписания занятий образовательной организации / А.В. Затонский, С.А. Варламова // Вестник ЮУрГУ. Серия «Компьютерные технологии, управление, радиоэлектроника». - 2018. -Т. 18, № 3. - С. 88-106. DOI: 10.14529/ctcr180310
