Исследование жидкоподвижной самотвердеющей смеси для форм стального литья с целью оптимизации её состава

Автор: Зинченко Юрий Алексеевич
Журнал: Advanced Engineering Research (Rostov-on-Don) @vestnik-donstu
Рубрика: Технические науки
Статья в выпуске: 2 (45) т.10, 2010 года.
Бесплатный доступ
Рассмотрена задача оптимизации состава жидкоподвижной самотвердеющей смеси (ЖСС) с регенерированным песком для изготовления форм стального фасонного литья. Приведены результаты исследования основных технологических свойств смеси при изменении её состава. Проведено моделирование основных технологических свойств смеси, и определён её оптимальный состав. Даны рекомендации дозирования материалов и технологии приготовления наливной смеси с регенерированным песком.
Наливные формовочные смеси, огнеупорные наполнители, пенообразователи, технологические свойства, планирование эксперимента, моделирование, оптимизация
Короткий адрес: https://sciup.org/14249351
IDR: 14249351 | УДК: 621.74.01(075)
The investigation of liquid-moving self-firming mixture for steel casting forms in order to optimize its content
The aim of the optimization of the liquid-moving self-firming mixture (LSM) content together with the regenerated sand for making steel shaped casting forms is discussed. The investigation results of the mixture main technological features during the change of its content are given. The design of mixture main technological features has been done and its optimal content has been defined. The recommendations for the materials doses and the technology of the casting mixture preparation with the regenerated sand have been given.
Текст научной статьи Исследование жидкоподвижной самотвердеющей смеси для форм стального литья с целью оптимизации её состава
К основным технологическим показателям качества наливной смеси и изготовленной из неё литейной формы относят [2]:
-
- газопроницаемость - определяющее свойство формы отводить различные газы от поверхности отливки;
-
- удельная прочность (при разрыве, сжатии) - определяющее свойство формы противостоять статическому и динамическому воздействиям металла;
-
- жидкотекучесть - определяющее свойство жидкоподвижной смеси заполнять полости модельной оснастки при изготовлении литейной формы;
-
- живучесть - определяющее свойство жидкоподвижной смеси сохранять жидкоподвижное состояние в определённом интервале времени;
-
- интервал времени до момента начала твердения - определяющее свойство жидкоподвижной смеси обеспечивать требуемый промежуток времени до момента набора прочности;
-
- влажность – свойство (состав) формы перед заливкой её металлом, определяющееся наличием капиллярной воды после завершения цикла отверждения.
Состав и свойства регенерированного песка определяются рядом специфических показателей, которые в основном устанавливаются настройкой регенератора и, безусловно, влияют на свойства смеси. Перед нами была поставлена задача получения регенерированного песка взамен доли свежего (от 50до 70%) без снижения качества литья. Уровень замены свежего песка определяли количеством отходов смеси и количеством регенерата, получаемого из отходов смеси в этом цехе. Технологические настройки комплекса регенерации и уровень качества регенерата определялись экономическими показателями.
Отметим, что для замены свежего песка регенерированным песком необходимы изменения технологических свойств наливной смеси, главным образом, увеличения живучести смеси (увеличение интервала времени сохранения текучести). Это свойство смеси определяется в основном сохранением устойчивости пены пенообразователя, входящего в состав жидкой композиции [1]. Попытки замены используемого пенообразователя (смачиватель НБ) другими (сульфонол НП-1, прогресс, ДС-РАС) существенных результатов не дали.
Дополнительные исследования подтвердили, что на снижение периода устойчивости пены отрицательное влияние оказывают остаточная химическая активность отработанной стержневой смеси и соответственно наследственные свойства регенерата. Исследования химического состава регенерата показали наличие мелкодисперсных включений гашёной извести (0.01- 0,06% СаО) - это твёрдые частицы – остатки небольшой доли отработанной стержневой смеси из карбонатного песка (СаСО 3 ), находящиеся в общей массе отработанной смеси. При пневморегенерации песка остатки удерживаются на поверхности кварцевых зёрен силами электростатического заряда, полученного при трении песчинок кварца, и с трудом удаляются при воздушной сепарации.
Известно [2], что окисел кальция является активным пеногасителем, количество которого в регенерированном песке нестабильно и зависит от доли отходов таких отработанных стержневых смесей. Использование стержней из карбонатных смесей определяется номенклатурой фасонного литья. Несмотря на это, отказаться от использования карбонатной смеси в технологии, принятой в цехе, было нежелательным.
Постановка задачи. Целью данной работы является оптимизация состава смеси с помощью метода математического моделирования. Проведённая работа позволила улучшить ряд экономических показателей литейного цеха и защитить окружающую среду от значительной части промышленных отходов.
Содержание и результаты исследований. Для определения оптимального состава и условий технологии изготовления форм с установленным содержанием регенерированного песка, обеспечивающим высокое качество отливок, применяли метод математического моделирования с помощью планирования эксперимента [3,4]. В качестве управляемых факторов выбраны следующие показатели:
-
Х 1 –плотность жидкой композиции ρ , т/м3;
-
Х 2 – содержание отвердителя связующего (феррохромового шлака), %;
-
Х 3 - содержание жидкой композиции в составе смеси, %.
Для решения поставленной задачи был составлен и реализован план полного факторного эксперимента (ПФЭ), позволяющий получить математическую модель второго порядка. Методики определения технологических свойств и показателей жидкоподвижной смеси существенно не отличались от методик, описанных в литературе и принятых в цехе. Для более детального исследования текучести и живучести смеси использовали также специальные методики исследования свойств смеси и оснастку [5, 6].
-
Уровни факторов и вид искомой модели представлены в табл.1, а матрица планирования эксперимента и величины откликов – в табл.2. Результаты эксперимента и значения коэффициентов моделей представлены в табл.3.
Таблица 1
|
Фактор |
Наименование |
Ед. изм. |
Уровень-1 |
Уровень+1 |
|
1 |
2 |
3 |
4 |
5 |
|
Х 1 |
Плотность жидкой композиции |
т/м3 |
1,32 |
1,34 |
|
Х 2 |
Содержание отвердителя в твёрдой фазе смеси |
% |
2,0 |
4,0 |
|
Х 3 |
Содержание жидкой композиции в общей массе смеси |
% |
14 |
16 |
|
Отклик |
Название |
Ед. из. |
||
|
Y 1 |
Газопроницаемость |
усл.ед |
||
|
Y 2 |
Прочность (при разрыве) |
кгс/см2 |
||
|
Y 3 |
Прочность (при сжатии) |
кгс/см2 |
||
|
Y 4 |
Текучесть |
мм. |
||
|
Y 5 |
Живучесть |
мин. |
||
|
Y 6 |
Интервал до момента начала твердения |
мин. |
||
|
Y 7 |
Влажность |
% |
||
|
Модель |
Y i =В 0 +В 1 х 1 +В 2 х 2 +В 3 х 3 +В 12 х 1 х 2 +В 13 х 1Х3 +В 23 х 2 х 3 +В 11 х 1 2+В 22 х 2 2+В 33 х 3 2; |
|||
|
Тип плана |
Полный факторный эксперимент (варьирование факторов на двух уровнях) |
|||
|
Количество повторных опытов |
Три |
|||
Таблица 2
|
№ п./п. |
Х 1 |
Х 2 |
Х 3 |
Х 1 |
Х 2 |
Х 3 |
Ý 1ср. |
Ý 2ср. |
Ý 3ср. |
Ý 4ср. |
Ý 5ср. |
Ý 6ср. |
Ý 7ср. |
Прим. (визуально) |
|
1 |
+ |
+ |
+ |
1,34 |
4,0 |
16,0 |
65,3 |
0,75 |
2,21 |
94,6 |
9,2 |
16,3 |
5,9 |
|
|
2 |
- |
+ |
+ |
1,32 |
2,0 |
16,0 |
97,3 |
0,23 |
1,97 |
93,3 |
11,3 |
20,6 |
5,1 |
|
|
3 |
+ |
- |
+ |
1,34 |
4,0 |
16,0 |
91,6 |
0,47 |
1,72 |
107,2 |
14,3 |
22,3 |
6,3 |
|
|
4 |
- |
- |
+ |
1.32 |
2,0 |
16,0 |
50,3 |
0,57 |
1,43 |
92,3 |
9,3 |
19,2 |
5,1 |
|
|
5 |
+ |
+ |
- |
1,34 |
4,0 |
14,0 |
28,3 |
0,14 |
1,10 |
50,2 |
4,3 |
5,2 |
4,0 |
смесь не течёт! |
|
6 |
- |
+ |
- |
1,32 |
4,0 |
14,0 |
50,2 |
0,26 |
1,17 |
64,6 |
6,3 |
12,3 |
4,7 |
смесь не течёт! |
|
7 |
+ |
- |
- |
1,34 |
2,0 |
14,0 |
78,3 |
0,29 |
1,26 |
110,3 |
9,3 |
23,3 |
6,0 |
|
|
8 |
- |
- |
- |
1,32 |
2,0 |
14,0 |
99,6 |
0,45 |
1,43 |
106,3 |
9,3 |
21,3 |
6,1 |
Таблица 3
|
Коэффициенты Для отклика «Y 1 » |
В 0 |
В 1 |
В 2 |
В 3 |
В 12 |
В 13 |
В 23 |
В 11 |
В 22 |
В 33 |
|
|
Оценка значим. |
Доверит. интервал ΔΒį=6,16 |
67,8 |
-4,25 |
-9,83 |
6,08 |
-9,17 |
6.5 |
15,0 |
-4,25 |
-9,83 |
6,08 |
|
Значим |
Незнач. |
Значим |
Незнач. |
Значим |
Значим |
Значим . |
Незнач. |
Значим |
Незнач. |
||
|
Модель |
Y 1 =67,8-9,83Х 2 -9,17Х 1 Х 2 +6,5Х 1 Х 3 +15Х 2 Х 3 -9,83Х 2 2 |
||||||||||
|
Коэффициенты для отклика «Y 2 » |
В 0 |
В 1 |
В 2 |
В 3 |
В 12 |
В 13 |
В 23 |
В 11 |
В 22 |
В 33 |
|
|
Оценка значим. |
Доверит. интервал ΔΒ į =0,24 |
0,4 |
0,02 |
-0,04 |
0,11 |
0,08 |
0,09 |
0,04 |
0,02 |
0,04 |
0,11 |
|
Значим |
Незнач. |
Незнач. |
Незнач |
Незнач |
Незнач |
Незнач |
Незнач |
Незнач |
Незнач |
||
|
Модель |
Модель Y 2 - незначима! |
||||||||||
|
Коэффициенты для отклика «Y 4 » |
В 0 |
В 1 |
В 2 |
В 3 |
В 12 |
В 13 |
В 23 |
В 11 |
В 22 |
В 33 |
|
|
Оценка значим. |
Доверит. интервал ΔΒ į =2,1 |
89,8 |
0,6 |
-14,2 |
7,0 |
-10,3 |
9,82 |
17,5 |
0,6 |
-14,2 |
7,0 |
|
Значим |
Незнач |
Значим |
Значим |
Значим |
Значим |
Значим |
Незнач |
Значим |
Значим. |
||
|
Модель |
Y 4 =89,8+0,6Х 1 -14,2Х 2 +7,0Х 3 -10,3Х 1 Х 2 +9,82Х 1 Х 3 +17,5Х 2 Х 3 -14.2Х 22 +7,0Х 32 |
||||||||||
|
Коэффициенты для отклика «Y 3» |
В 0 |
В 1 |
В 2 |
В 3 |
В 12 |
В 13 |
В 23 |
В 11 |
В 22 |
В 33 |
|
|
Оценка значим. |
Доверит. интервал ΔΒ į =0,2 |
1,53 |
0,03 |
0,07 |
0,29 |
0,09 |
0,22 |
0,18 |
0,03 |
0,07 |
0,29 |
|
Значим. |
Незнач. |
Незнач. |
Значим |
Незнач. |
Значим. |
Незнач. |
Незнач. |
Незнач. |
Значим |
||
|
Модель |
Y 3 =1,53+0,29Х 3 +0,22Х 1 Х 3 +0,29Х 32 |
||||||||||
|
Коэффициенты для отклика «Y 5 » |
В 0 |
В 1 |
В 2 |
В 3 |
В 12 |
В 13 |
В 23 |
В 11 |
В 22 |
В 33 |
|
|
Оценка значим. |
Доверит. интервал ΔΒ į =2,2 |
3,71 |
0,16 |
-1,41 |
1,76 |
2,91 |
0,66 |
0,59 |
0,16 |
-1,41 |
1,76 |
|
Значим |
Незнач. |
Незнач. |
Незнач. |
Значим |
Незнач. |
Незнач. |
Незнач. |
Незнач. |
Незнач |
||
|
Модель |
Y 5 =3,71+2,91Х 1 Х 2 |
||||||||||
|
Коэффициенты для отклика «Y 6 » |
В 0 |
В 1 |
В 2 |
В 3 |
В 12 |
В 13 |
В 23 |
В 11 |
В 22 |
В 33 |
|
|
Оценка значим |
Доверит. интервал ΔΒ į =2,1 |
16,85 |
-0,83 |
-3,93 |
2,2 |
-2,7 |
0,5 |
2,9 |
-0,83 |
-3,93 |
2,2 |
|
Модель |
Y 6 = 16,85-3,93Х 2 +2,2Х 3 -2,7Х 1 Х 2 +2,9Х 2 Х 3 -3,93Х 22 +2,2Х 32 |
||||||||||
|
Коэффициенты для отклика «Y 7 » |
В 0 |
В 1 |
В 2 |
В 3 |
В 12 |
В 13 |
В 23 |
В 11 |
В 22 |
В 33 |
|
|
Оценка значим. |
Доверит. интервал ΔΒ į =0,2 |
5,4 |
0,15 |
-0,48 |
0,22 |
-0,13 |
0,35 |
0,38 |
0,15 |
-0,48 |
0,22 |
|
Значим |
Незнач. |
Значим |
Значим |
Незнач. |
Значим |
Значим |
Незнач. |
Значим |
Значим |
||
|
Y 7 =5,4-0,48Х 2 +0,2Х 3 +0,35Х 1 Х 3 +0,38Х 2 Х 3 -0,48Х 22 +0,2Х 32 |
|||||||||||
Результаты эксперимента
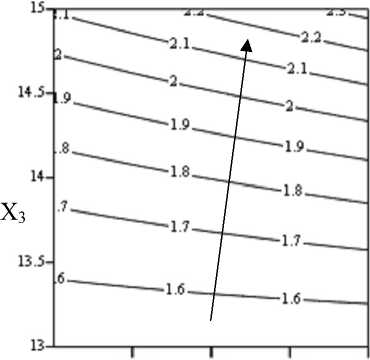
Для получения оптимального состава наливной смеси с определённым соотношением свежего и регенерированного наполнителя, а также других её компонентов, необходимо найти обобщённую целевую функцию и оптимизировать технологию в направлении градиента этой функции. Для нахождения локального или глобального минимума была проведена оценка условных экстремумов каждой из целевых функций, описывающих локальные области факторного пространства. Для этого с помощью программы Mathcad 13 [7] были получены графические представления об условных экстремумах функций в виде линий равного уровня (рис. 1-6). Стрелками на графиках показаны приоритетные направления изменения указанных свойств смеси при поиске экстремума.
Общие данные проведения испытаний
Матрица планирования и результаты экспериментов
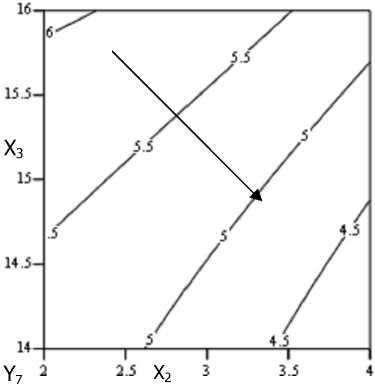
Рис.1 Зависимость влажности смеси (через 4 часа) Υ 7 (%) от содержания феррохромового шлака, Х 2 (%) и количества жидкой композиции Х 3 (%)
X 2 1
Y 5
1.325 1.33 1.335 1.
X 1
Рис.2. Зависимость живучести смеси Υ 5 (мин.) от плотности жидкой композиции Х 1 (т/м3) и количества отвердителя – феррохромового шлака Х 2 (%)
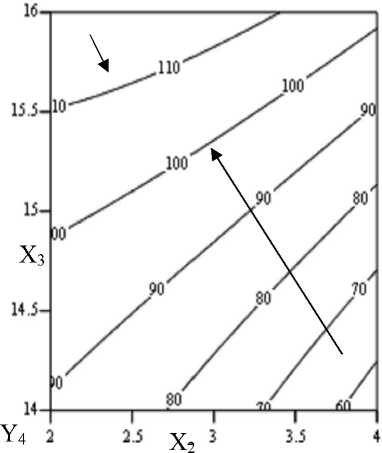
Рис.3. Зависимость текучести смеси Υ 4 (мм) от содержания феррохромового шлака Х 2 и жидкой композиции Х 3 (%)
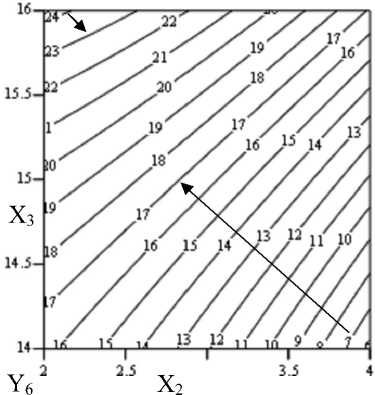
Рис.4. Зависимость интервала времени до момента начала твердения смеси Υ 6 (мин.) от содержания феррохромового шлака Х 2 и жидкой композиции Х 3 (%)
15.5-Г°
15-
14.5-
14--
Y1 2
3 X2 3.5
V 1.325 1.3 "V 1.335 1.34
Y 3 X 1
Рис.5. Зависимость газопроницаемости смеси (через 4 часа) Рис.6 Зависимость прочности смеси при сжатии (через 4 Υ 1 (усл. ед.) от содержания феррохромового шлака Х 2 (%) часа) Υ 3 (кгс/см2) от плотности жидкой композиции Х 1 и жидкой композиции Х 3 (%) (г/см3) и ее содержания Х 3 (%)
Анализируя графики (см. рис.1-6), видим, что приоритетные направления изменения ряда целевых функций иногда диаметрально противоположны. Например, влажность смеси Υ 7 в сравнении с газопроницаемостью Υ 1 , текучесть смеси Υ 4 в сравнении с влажностью Υ 7 . Это свидетельствует о том, что обобщённая функция качества смеси, учитывающая все её свойства, вряд ли может быть успешно составлена. Очевидно, что для поиска условного оптимума целесообразно использовать численные методы. По составленной программе вариационного исчисления, в установленных границах переменных факторов, были найдены искомые значения переменных. Определенный расчётным путём состав позволяет получить наливную смесь с необходимыми или наилучшими свойствами.
Реализация исследований на производстве. По расчётным значениям переменных факторов вначале были проведены лабораторные исследования, а затем и производственные. Для этого потребовалось изменить наладку дозаторов смесеприготовительного оборудования, приготовить первые экспериментальные смеси, из которых изготавливали опытные литейные формы.
Первые опытные отливки подвергали тщательному контролю качества на всех этапах, включая механическую обработку и изготовление изделий из них. Технологические процессы приготовления смеси, изготовления форм не меняли, однако проводили некоторые корректировки расчётного состава. Так как объёмы производственного и лабораторного смесителя резко отличались, необходимо было учитывать и масштабный фактор. Конечные результаты исследований удовлетворяли требованиям технологии производства.
Следующим этапом производственных исследований было определение диапазонов состава компонентов смеси, определяемых изменяющимися условиями производства (температура воздуха и наполнителя, активность отвердителя, относительная влажность воздуха, атмосферное давление и пр.). Для обеспечения необходимых технологических свойств смеси и форм (текучесть, прочность, влажность, газопроницаемость и др.) состав смеси корректировали даже с использованием свежего песка. Поэтому эксперименты проводили в разное время года и по результатам обработки накопленных статистических данных установили необходимый состав смеси (табл. 4).
Таблица 4
|
Состав смеси (без указания определённого количества огнеупорного наполнителя) |
Технологические свойства |
|||||
|
Плотность жидкой композиции, ρ г/см3 |
Кол-во отвердителя (феррохромового шлака), % |
Кол-во. жидкой композиции, % |
Прочность (через 4 часа) |
Влажность формы (через 4 часа после её изготовления), W, % |
Интервал времени до момента начала твердения, мин. |
|
|
σ сж. (при сжатии), кг/см2 |
σ раз. (при разрыве), кг/см2 |
|||||
|
1,33-1,34 |
3,5-4,5 |
13-16 |
1,6-2,4 |
0,7-1,1 |
4,2-5,8 |
20-25 |
Оптимальный состав ЖСС и её основные технологические свойства
По завершении исследовательских работ технологу литейного цеха была передана технологическая инструкция приготовления наливной смеси, в которой предлагались основные рекомендации для наладки автоматической передвижной установки приготовления наливной смеси:
-
1) модуль натриевого жидкого стекла для приготовления жидкой композиции необходимо поддерживать в пределах - М=2,65-2,70;
-
2) соотношение свежего и регенерированного песка в смеси желательно сохранять в постоянной пропорции. При необходимости общее содержание регенерата в смеси может достигать 70%. Однако в случае изменения рекомендованного состава огнеупорного наполнителя указанный состав смеси должен быть скорректирован;
-
3) порядок ввода компонентов в смеситель должен быть следующим:
-
- огнеупорный наполнитель (свежий песок и регенерат),
-
- феррохромовый шлак,
-
- жидкая композиция;
-
4) количество жидкой композиции, вводимой в смесь, во всех случаях не должно превышать 16%, желательно, её количество держать на нижнем уровне;
-
5) активность феррохромового шлака необходимо контролировать не реже одного раза в смену;
-
6) количество феррохромового шлака, вводимого в смесь, необходимо контролировать с точностью ± 0,1 %. Изменять содержание шлака в смеси нужно в зависимости от уровня его активности, однако общее количество шлака в смеси не должно превышать 4,5% от массы наполнителя;
-
7) плотность жидкой композиции, вводимой в смесь, должна быть в пределах 1,33-1,34 (г/см3), её изменение должно проводиться только при значительном снижении температуры воздуха в цехе (ниже 100С).
Выводы. Проведённые исследования позволили успешно заменить значительную часть свежего песка регенерированным и снизить необоснованный расход жидкой композиции (расход жидкого стекла и пенообразователя), что привело к улучшению технико-экономических показателей цеха.
По предложенной технологии влажность литейной формы снизилась (через 4 часа после её заполнения смесью), т.е. снизился промежуток времени, необходимый для её сушки перед сборкой и заливкой металлом. Это существенно увеличило производительность формовочного отделения и литейного цеха в целом.
Список литературы Исследование жидкоподвижной самотвердеющей смеси для форм стального литья с целью оптимизации её состава
- Носков Б.А. Разрушение пены в жидкоподвижных смесях./Б.А. Носков, С.Г. Пелых//Технологические свойства жидких самотвердеющих формовочных смесей. -М.: Наука, 1967. -С.60-64.
- Дорошенко С.П. Наливная формовка: моногр./С.П. Дорошенко, К.И. Ващенко. -Киев: Вища школа, 1980. -176 с.
- Глинский Б.А. Моделирование как метод научного исследования./Б.А. Глинский, Б.С. Грязнов, Б.С. Дынин, Е.П. Никитин. -М.: Изд-во МГУ, 1985.
- Должанский Ю.М. Планирование эксперимента при исследовании и оптимизации свойств сплавов./Ю.М. Должанский, Ф.С. Новик, Т.А. Чмелеват. -М.: ОНТИ ВИАМ, 1974.
- Приборы и контроль свойств исходных материалов и наливныъх самотвердеющих смесей/С.П. Дорошенко, К.И. Ващенко, В.П. Авдокушин и др. -М.: НИИМаш., 1971.
- Контроль влажности твёрдых и сыпучих материалов/Е.С. Кричевский, А.Г. Волченко, С.С. Галушкин; под ред. Е.С. Кричевского. -М.: Энергоатомиздат, 1986. -136 с.
- Кирьянов Д.В. Mathcad 13./Д.В. Кирьянов. -СПб: БХВ-Петербург, 2006.-608 с.
