Исследования гибридной технологии бесконтактного акустического контроля

Автор: Герюков Аскер Шамилевич, Богданов Валерий Васильевич, Назаров Сергей Владимирович
Журнал: Сибирский аэрокосмический журнал @vestnik-sibsau
Рубрика: Авиационная и ракетно-космическая техника
Статья в выпуске: 3 (29), 2010 года.
Бесплатный доступ
Приведены результаты экспериментального исследования по бесконтактно-акустическому контролю изделий. Предложен прогрессивный способ возбуждения ультразвуковых колебаний в материалах. Описаны конструктивные особенности электромагнитно-акустического преобразователя для радиационно-акустического контроля.
Бесконтактная генерация, электронный пучок, ультразвуковые колебания, регистрация сигналов
Короткий адрес: https://sciup.org/148176219
IDR: 148176219 | УДК: 621.798.1-034
Researches of hybrid technology
The work suggests results of an experimental research under the noncontacting-acoustic control of products. The progressive way of excitation of ultrasonic fluctuations in materials is offered. Design features of the electromagnetic-acoustic converter for the radiation-acoustic control are described
Текст обзорной статьи Исследования гибридной технологии бесконтактного акустического контроля
Обеспечение высокого и стабильного качества изделий специального машиностроения, в том числе аэрокосмической техники, является в настоящее время одной из основных технологических проблем, на решение которой направлены усилия многих научно-исследовательских и конструкторско-технологических организаций.
Одним из главных факторов, влияющих на качество изделий, являются дефекты внутреннего строения. Большая часть возникающих отказов при испытаниях и эксплуатации изделий связана именно с проявлением ранее не обнаруженных дефектов изготовления. Поэтому неразрушающий контроль (НК) играет важную роль как в процессе производства, так и в процессе технологической отработки изделий. Форма конструкций, наличие большого числа недоступных и труднодо ступных мест для традиционных средств НК, при требовании максимальной чувствительности и высокой разрешающей способности, а также особые условия производства – все это предъявляет жесткие требования к используемым методам и средствам НК и зачастую ограничивает при- менение многих традиционных способов контроля. В связи с этим крайне актуально создание принципиально новых методов и средств НК.
Одним из наиболее распространенных в промышленности методов контроля является дефектоскопия с помощью акустических волн. Необходимость создания акустического контакта в подавляющем большинстве ультразвуковых (УЗ) приборов делает практически невозможным проведение НК в условиях вакуума или контролируемой среды, при значительных уровнях радиации и высоких температурах, что характерно, в первую очередь, для лучевых технологий.
Все это обусловило и стимулирует интенсивное развитие исследований новых бесконтактных способов акустического контроля, основанных на использовании оптоакустического и радиационно-акустического (РА) метода генерации УЗ-колебаний в материалах.
Повышение достоверности неразрушающего контроля связано непосредственно с решением проблемы стабилизации акустического контакта. Это, в свою очередь, обусловило развитие бесконтактных методов ультразвукового контроля. В частности, использование для возбуждения УЗ-колебаний импульсных малогабаритных ускорителей электронов обеспечивает формирование коротких акустических сигналов наносекундной длительности с крутыми фронтами, что чрезвычайно важно для повышения точности измерений. Кроме того, радиационный метод генерации УЗ-колебаний обеспечивает дистанционное возбуждение стабильных акустических импульсов с параметрами, слабо зависящими от качества обработки поверхности контролируемых изделий, что объясняется ярко выраженным подповерхностным характером формирования ультразвука.
Для проведения экспериментальных исследований по бесконтактной регистрации акустических колебаний, генерируемых импульсными пучками электронов в токопроводящих немагнитных материалах, а также для определения дефектоскопических возможностей РА-метода контроля был спроектирован и изготовлен макет установки РА-контроля.
Основным элементом установки является малогабаритный ускоритель электронов, смонтированный на базе импульсного рентгеновского аппарата МИРА-2Д.
Ускоритель имеет следующие параметры:
-
– максимальная энергия электронов в спектре – 200 кэВ;
-
– полная энергия, переносимая пучком электронов за импульс – около 200 мДж;
-
– длительность токового импульса – 10 нс;
-
– амплитуда тока пучка – 100 А;
-
– диаметр выводимого в атмосферу пучка – 6 мм.
Регистрация генерируемых акустических сигналов осуществлялась электромагнитно-акустическим преобразователем (ЭМАП) с магнитной системой из одного постоянного магнита размерами 7 x 20 x 30 мм и остаточной индукцией 0,6 Тл. Плоская приемная катушка была выполнена в виде эллипса размерами 12 x 18 мм из провода ПЭВ-0,31. Электрические импульсы с ЭМАП через параллельный диодный ограничитель поступали на блок усиления сигнала, состоящий из предварительного малошумящего усилителя и высокочастотного усилителя
-
УЗ- 29 с коэффициентом усиления 45 Дб, полосой пропускания 20 МГц и динамическим диапазоном 1–200 мВ. Блок усиления кабельной линией, согласованной по входу и выходу, соединялся с блоком визуализации, выполненным на базе широкополосного осциллографа С8-12.
Исследования проводились на образцах из сплава АМг-6, выполненных в виде параллелепипедов с размерами 40 x 40 x 60 мм и пластин толщиной 18 мм. Размеры образцов выбирались исходя из условия устранения влияния боковых граней на результаты измерений. Объемные дефекты имитировались плоскодонными отверстиями, боковым сверлением и прямоугольными пазами различных размеров. Пучок электронов направлялся на бездефектную поверхность образца, ось пучка совмещалась с осью дефекта, поскольку в противном случае характеристики генерируемого акустического излучения будут зависеть от вида и размера искусственного дефекта. Осциллограмма зарегистрированных с помощью ЭМАП акустических сигналов, генерируемых импульсным пучком электронов в бездефектном образце, приведена на рис. 1.
Идентифицируя сигналы по времени пробега акустической волны в образце, можно выделить два типа УЗ-волн – продольные и сдвиговые.
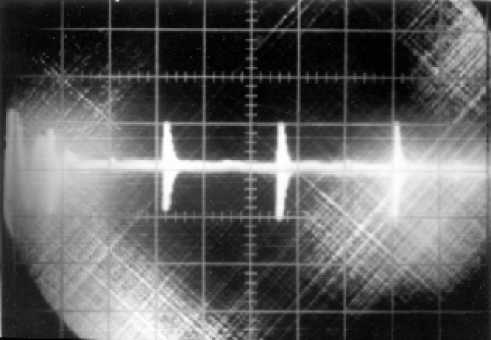
Рис. 1. Осциллограмма электрического отклика ЭМАП при регистрации акустических колебаний, генерируемых пучком электронов в образце из сплава АМг-6
Причем амплитуда продольной волны значительно больше сдвиговой, что объясняется конструкцией ЭМАП, используемого в эксперименте, и различным характером пространственного распределения акустического излучения продольных и поперечных УЗ-колебаний. Кроме того, надо отметить, что второй импульс сдвиговой волны – результат трансформации продольной волны при ее отражении от противоположной поверхности образца. Амплитуды всех трех зарегистрированных импульсов продольной волны практически равны по величине, что объясняется незначительными потерями акустической энергии в алюминиевых образцах. Следует обратить внимание на то, что сигналы от продольных и сдвиговых волн находятся в противофазе. Этот факт подтверждает ранее сделанный вывод о том, что первичной является продольная волна, а сдвиговая – это результат ее трансформации.
Осциллограммы, иллюстрирующие возможности бесконтактного радиационно-акустического контроля в эхосквозном варианте, представлены на рис. 2. Призматические образцы содержали дефекты в виде прямоугольных пазов различной глубины, причем их ширина оставалась неизменной - 3 мм. Из сопоставления характера зарегистрированных УЗ-сигналов с осциллограммой отклика ЭМАП при контроле бездефектного образца видно, что наличие дефекта в изделии приводит к возникновению дополнительных промежуточных акустических сигналов, причем их положение на временной оси зависит от глубины залегания дефекта. Наличие двойного сигнала от дефекта, по всей видимости, объясняется характером отражения акустической волны от паза с плоским дном [1; 2].
Осциллограмма отклика ЭМАП при контроле образца в виде пластины с дефектом диаметром 3 мм и глубиной 10 мм приведена на рис. 3. Видно, что серия первых акустических сигналов теряется в шумах. Однако второй эхосквозной импульс и сигнал от дефекта четко видны, третий переотраженный импульс также дает стабильный сигнал, характеризующий дефект
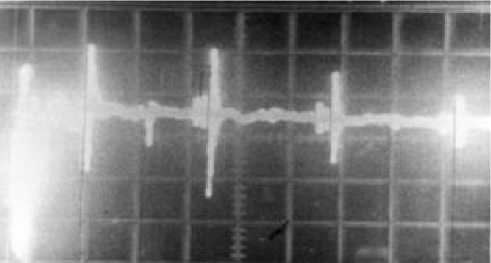
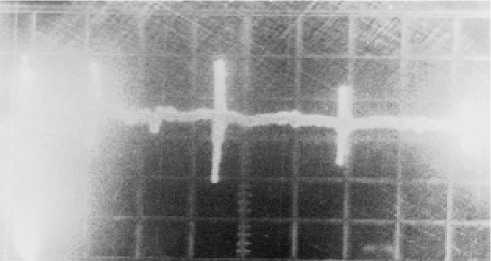
б
Рис. 2. Осциллограммы, полученные при исследовании образцов с искусственными дефектами в виде прямоугольного паза: а - глубиной 5 мм; б - глубиной 15 мм
Анализ технических характеристик используемых в настоящее время бесконтактных приемников УЗ-колебаний с точки зрения требований, предъявляемых к детекторам такого рода, обусловленных как особенностями радиационного источника акустического излучения, так и характером поставленной задачи, показал, что наиболее оптимальным типом бесконтактных УЗ-детекторов являются ЭМАП. Подобное дополнение радиационноакустического метода обеспечивает не только реализацию бесконтактной методики УЗ-контроля токопроводящих немагнитных материалов, но и позволяет существенно расширить функциональные возможности самих ЭМАП.
С целью создания простых и надежных средств бесконтактной регистрации акустических сигналов были проведены экспериментальные исследования по оптимизации конструкции ЭМАП, работающих на продольных и сдвиговых акустических волнах, а также позволяющих регистрировать оба типа волн. Магнитные системы ЭМАП всех типов выполнялись из редкоземельных материалов (РЗМ) на основе интерметаллических соединений кобальта, обладающих высокой коэрцитивной силой и магнитной энергией ( Н св = 0,51-0,7 мА/м; W = 120-200 кДж/м3) [3], что позволило осуществить предельную миниатюризацию преобразователей. Поскольку интерметаллические соединения редкоземельных металлов входят в группу закритич-ных магнитных материалов, то они обладают весьма привлекательными свойствами. Это независимость магнитного момента от формы магнита и способность полностью восстанавливать магнитный поток в процессе магнитного возврата даже в том случае, когда напряженность стороннего размагничивающего поля соизмерима либо превышает коэрцитивную силу. Последнее свойство особенно важно при работе ЭМАП в условиях мощных электромагнитных полей, источником которых являются импульсные ускорители электронов. Кроме того, магниты из РЗМ отличаются высокой термостабильностью (температурный коэффициент индукции для сплавов самарий-кобальт -0,043 %/ ° С, самарий-празеодим-кобальт - 0,056 %/ ° С, са-марий-гадолиний-кобальт - 0,0015 %/ ° С), что немаловажно при реализации контроля непосредственно в технологическом процессе, когда характеристики ЭМАП должны быть неизменными в широком диапазоне температур.
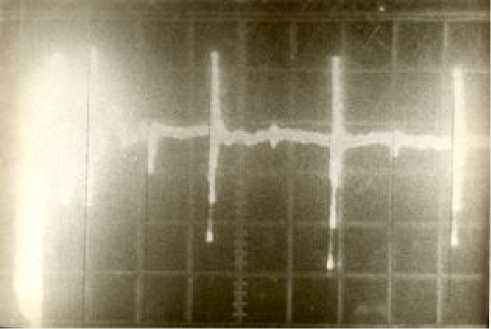
Рис. 3. Осциллограмма, полученная при исследовании образца из сплава АМг-6 в виде пластины с плоскодонным отверстием t = 18 мм
Разработанные ЭМАП на основе РЗ-магнитов отличаются простотой конструкций и надежностю.
Для реализации процесса контроля в условиях одностороннего доступа к изделию разработаны детекторы, являющиеся составной частью цилиндрического лучеп-ровода пучка электронов. При этом ЭМАП выполнен в виде кольца, охватывающего коллиматор. В одном варианте в кожухе из ферромагнитного материла установлены два магнита, выполненные в виде концентрических колец, разделенных диэлектрической прокладкой. Под полюсами магнитов размещены концентрические катушки, изменяя способ включения которых можно фор- мировать оптимальную диаграмму направленности при- ема.
Во втором варианте (рис. 4) детектор представляет собой систему, обеспечивающую расположение в одной плоскости измерительных обмоток ЭМАП и торцевой поверхности лучепровода 2 ускорителя электронов, независимо от изменений геометрических размеров используемых постоянных магнитов 5 . Это обеспечивается установкой магнитных систем на стальное основание 1 , имеющее возможность соосного вращения относительно корпуса 7 и коллиматора 3 посредством резьбового соединения. Корпус закреплен, в свою очередь, на ускорителе электронов. Конструкция детектора предусматривает установку и подключение диодного ограничителя и предварительного усилителя на плате 6 , использование нескольких преобразователей с различной геометрией магнитов и различным включением катушек относительно друг друга. Стальное кольцо 4 экранирует магнитную систему ЭМАП, выполненную из призматических магнитов.
На практике основное значение при определении границ чувстви-тельности ЭМАП имеет отношение сигнал/ помеха, и эффективность того или иного способа повы- шения чувствительности детектора следует оценивать прежде всего по этому параметру [4].
Предложен способ контроля с использованием ЭМАП, позволяющий существенно снизить влияние зазора между преобразователем и изделием на качество контроля [5]:
К = А 0 с Аg
.
Этот способ реализуется следующим образом. Пред- варительно ЭМАП размещают на соседних участках образца с дефектом предельно допустимых размеров. При этом зазор h между поверхностями образца и ЭМАП устанавливают минимальным. Далее регистрируют эхо-сигналы каждого из преобразователей и определяют их разность Vg0. Затем детекторы размещают с минимальным зазором h на поверхности образца без дефектов, принимают эхосигналы преобразователей и определяют их разность V0. Затем ЭМАП размещают на поверхности контролируемого изделия с дефектом, регистрируют эхо-сигналы V1 и V1 соответствующих ЭМАП и квалифицируют выявленный дефект по величине ΔV:
Δ V = (1 - V g 0 ) V 1 - V 2 . (2)
V 0
При ΔV > 0 дефект признается допустимым, а при ΔV ≤ 0 – недопустимым. При этом изменение зазора h, например за счет загрязнения поверхности контролируемого изделия, мало влияет на величину ΔV.
Проведенные исследования позволяют сделать вывод о том, что возможна разработка метода бесконтактного акустического контроля и аппаратурных средств его реализации на основе генерации УЗ-колебаний в металлах импульсными пучками электронов наносекундной длительности.
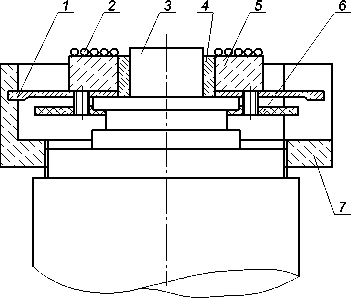
Рис. 4. Конструкция детектора акустических колебаний на основе ЭМАП для реализации бесконтактного УЗ-контроля при одностороннем доступе к изделию: 1 – стальное основание; 2 – катушки индуктивности; 3 – коллиматор;
4 – экранирующее стальное кольцо; 5 – магнитная система;
6 – плата для установки диодного ограничителя и предварительного усилителя; 7 – корпус детектора
