Исследования и испытания безреагентного кондиционирования стоков промышленного узла горно-обогатительного комбината

Автор: Пестряк Ирина Васильевна, Эрдэнэтуяа Очир, Морозов Валерий Валентинович
Журнал: Горные науки и технологии @gornye-nauki-tekhnologii
Статья в выпуске: 12, 2012 года.
Бесплатный доступ
Важной задачей, решаемой при организации систем оборотного водоснабжения на горно-обогатительных предприятиях, является очистка и кондиционирование оборотных вод до уровня, обеспечивающего сохранение технологических показателей обогащения, достигаемого при использовании природной воды. При этом необходимо использовать стоки сложного химического состава. Для определения условий эффективного извлечения ионов меди и других компонентов из сточных вод путем их осаждения был проведен термодинамический анализ химических процессов взаимодействия ионов меди с другими компонентами жидкой фазы сточных и оборотных вод. Показано, что условием поддержания концентраций ионов меди в фильтратах на технологически приемлемом уровне является поддержание рН фильтрата в интервале от 5,6 до 7,3. Для предприятия Эрдэнэт была рекомендована технология совместного кондиционирования фильтрационных вод со стоками городских очистных сооружений и золоотвала ТЭЦ. Проведенные испытания подтвердили эффективность выбранного режима и схемы водооборота, предусматривающей применение технологии безреагентного кондиционирования оборотных вод. Результаты испытаний показали возможность повышения извлечения меди и молибдена в товарный концентрат на 0,35 и 0,5%. Одновременно достигнуто повышение качества медного концентрата на 0,4% и молибденового концентрата на 0,5%.
Стоки, оборотные воды, термодинамический анализ, безреагентное кондиционирование, ионы меди, флотация
Короткий адрес: https://sciup.org/140215451
IDR: 140215451 | УДК: 622.793.5
Текст научной статьи Исследования и испытания безреагентного кондиционирования стоков промышленного узла горно-обогатительного комбината
Применяемые в настоящее время горно-обогатительными предприятиями технологии добычи, обогащения и переработки руд предполагают максимальное использование оборотного водоснабжения, что существенно снижает загрязнение окружающей среды. Источником загрязнения при ведении горных работ являются, в первую очередь, накопленные вскрышные и переработанные породы в отвалах и хвостохранилищах, а также продукты окисления минералов тяжелых металлов: меди, свинца, цинка и железа.
Важной задачей, решаемой при организации систем оборотного водоснабжения на горно-обогатительных предприятиях, является очистка и кондиционирование оборотных вод до уровня, обеспечивающего сохранение технологических показателей обогащения, достигаемого при использовании природной воды [1]. Часть этой задачи состоит в максимальном использовании стоков сложного химического состава, образующихся в результате атмосферного окисления отвалов и складированных хвостов [2].
Одновременно должна решаться задача очистки и вовлечения вводооборот стоков других потребителей водных ресурсов, находящихся в промышленной зоне горно-обогатительного комбината, в том числе хозяйственно-бытовых стоков. Частичным решением такой проблемы может являться, например, направление в хвостохранилище как фильтратов, так и хозяйственно-бытовых стоков. Однако такая схема водооборота вызывает снижение и качества товарных концентратов, и извлечения ценных компонентов на 1,5-2%.
Наиболее простым и эффективным способом кондиционирования и повышения технологических свойств оборотных вод может быть применение метода химического связывания ионов тяжелых металлов в нерастворимые соединения. Такой способ позволяет не только существенно снизить концентрации вредных веществ, но и извлекать содержащиеся в сточных водах ценные компоненты.
Для достижения поставленной цели необходимо установление механизма и выбора наилучших условий для процессов химического осаждения соединений тяжелых металлов и других веществ в стоках и фильтратах хвостохранилищ обогатительных фабрик.
Работа проводилась на КОО «Предприятие Эрдэнэт» с вовлечением в водооборот фильтратов хвостохранилища, хозяйственно-бытовых стоков и стоков шламоотвала ТЭЦ.
Ранее проведенными исследованиями российских изарубежных ученых [3,4] было показано, что при флотации полиметаллических руд концентрация ионов меди, находящихся в равновесии с продуктами окисления сульфидных медных минералов, в 10 -100 раз превышает необходимую для флотации сфалерита и в 2 - 4 раза – необходимую для флотации пирита. При этом наблюдается относительно невысокое извлечение в коллективный концентрат сульфидных минералов железа -25-38% и цинка - 36-45%.
Переход на КОО «Предприятии Эрдэнэт» на частично-замкнутый водооборот- с использованием слива прудка хвостохранилища (около 66% оборотной воды и около 34% свежей воды из р. Селенга), привел к снижению содержания меди коллективном концентрате на 1,6%. Это объясняется увеличением извлечения в него железа и цинка на 3-5%. Дальнейшее замыкание водооборота, достигаемое вовлечением в схему фильтратов хвостохранилища, ведет к существенному снижению качества коллективного концентрата за счет высокого извлечения сульфидов цинка и железа (табл. 1).
Таблица 1.
Показатели коллективной медно-молибденовой флотации при использовании свежей и оборотной воды.
|
№ |
Условия флотации |
Извлечение в колл.концентрат,% |
Содержание в колл.концентрате,% |
||||||
|
Cu |
Fe |
Мо |
Zn |
Cu |
Fe |
Мо |
Zn |
||
|
1. |
На свежей речной воде |
87,7 |
32,5 |
42,5 |
34,3 |
15,3 |
28,6 |
0,22 |
0,34 |
|
2. |
При частичномводообороте (66% оборотной воды) |
87,3 |
35,5 |
41,5 |
40,3 |
13,7 |
30,1 |
0,21 |
0,39 |
|
3. |
При замкнутом водообороте (85% оборотной воды, с использованием фильтратов хвостохранилища и стоков очистных сооружений) |
85,7 |
45,0 |
39,0 |
55,5 |
11,5 |
33,5 |
0,19 |
0,52 |
Результаты опытов по селективной флотации показали, что извлеченные в коллективной флотации минералы цинка и железа концентрируются в медном концентрате, пропорционально снижая его качество.
Флотационные исследования проводили на оборотной воде, в качестве которой использовали слив хвостохранилища ГОКа. Для создания определенной концентрации ионов меди в нее добавляли необходимое количество медного купороса. Оборотную воду подавали в процесс измельчения медно-молибденовой руды и операцию классификации. Схема флотации включала основную, контрольную и две перечистные операции флотации. Промпродукт возвращался в голову процесса. Порядок подачи реагентов соответствовал режиму, принятому на фабрике.
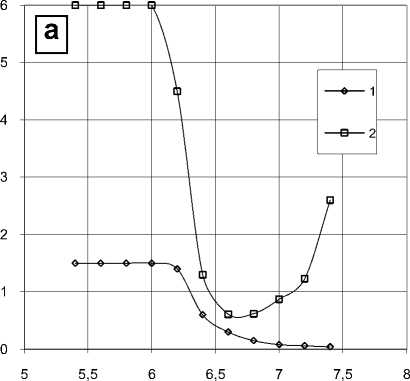
Установлено, что увеличение расхода медного купороса вызывает повышение флотируемости минералов цинка и железа. При увеличении исходной концентрации ионов меди в оборотной воде свыше 0,4 мг/л наблюдается рост в коллективном концентрате содержания цинка, а при исходной концентрации меди свыше 1,6 мг/л – рост содержания пиритного железа (рис. 1а).
Еще одной причиной снижения показателей флотации является извлечение в коллективный концентрат кальцийсодержащих породообразующих минералов при попадании в оборотную воду и затем в пульпу технических жирных кислот [5]. Опыты по коллективной флотации проводилось по вышеприведенной схеме при разном содержании добавляемого в оборотную воду олеата натрия, взятого как наиболее весомого представителя жирных кислот в хозяйственно-бытовых стоках.
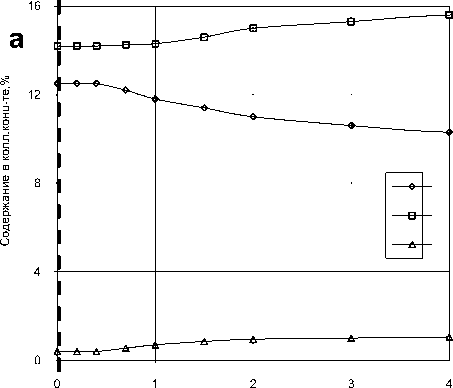
Концентрация Сu2+, мг/л
Рис. 1. Влияние концентрации ионов меди (а) и олеата (б) на показатели коллективной медно-молибденовой флотации: 1 – массовая доля меди; 2 – массовая доля железа; 3 – массовая доля цинка; 4 - массовая доля кальция; 5 – массовая доля магния
Концентрация Ol- мг/л
Результаты флотационных опытов показали, что превышение концентрации олеат-иона более 0,6 мг/л ведет к снижению качества коллективного концентрата за счет повышения извлечения в него породообразующих кальцийсодержащих минералов (рис. 1б).
Проведенные исследования позволяют определить требования к ионному составу оборотной воды в виде предельно допустимых концентраций по ионам меди – 0,4 мг/л и ионам непредельных жирных кислот ряда С17 – С21 – 0,6 мг/л.
Вследствие того, что около 10% воды, поступающей с отвальными продуктами обогащения, фильтруется через массу складированных хвостов и основание, фильтраты (дренажные воды) значительно отличаются по составу от верхних стоков хвостохранилища и содержат ионы тяжелых металлов в концентрациях, значительно превышающих ПДК (табл. 2). Причиной этого являются окислительные процессы, протекающие в находящемся в контакте с воздухом массиве складированных хвостов.
Для определения условий эффективного извлечения ионов меди и других компонентов из сточных вод путем их осаждения был проведен термодинамический анализ химических процессов взаимодействия ионов меди с другими компонентами жидкой фазы сточных и оборотных вод. Расчеты, представленные в виде уравнений реакций межфазных переходов, термодинамических характеристик этих реакций (ΔG0 и lgK), а также соответствующих им соотношений между концентрациями ионномолекулярных компонентов реакций и термодинамически стабильных соединений в координатах Lg[Cu2+] – pH, Lg[HnCO3m-] – pH, представляют собой физико-химическую модель, позволяющую оценить равновесные концентрации компонентов в стоках [6].
Таблица 2
Результаты анализа состава жидкой фазы различных участков хвостохранилища.
|
Параметры |
Зона осветленной воды |
Зона свежих песков |
Зона окисленных песков |
Зона фильтрации |
|
[O 2 ], мг/л |
5,0-6,3 |
4,6-5,6 |
0,4-5,1 |
0,4-0,8 |
|
[НСO 3 -], мг/л |
45-83 |
23-54 |
34-113 |
13-65 |
|
рН |
8,0-8,6 |
9,8 – 10,3 |
7,6-8,5 |
5,4 – 6,9 |
|
[Сu2+], мг/л |
менее 0,1 |
менее 0,1 |
0,1-1,5 |
3,5-6,0 |
|
[Fe3+], мг/л |
менее 0,1 |
менее 0,1 |
менее 0,1 |
0,15-3,6 |
|
[SO 4 2-], мг/л |
850-1150 |
800-1100 |
850-1150 |
900-1250 |
При моделировании учитывались фактически имеющиеся концентрации ионно-молекулярных компонентов в стоках и требования технологического процесса, в котором предполагается использование очищенных вод.
Построенная и представленная на рис. 2 диаграмма рассчитана для следующих граничных условий: [H n CO 3 m-] = [H 2 C0 3 + HCO 3 - + CO 3 2-] = 10-4 моль/л, [HOl +Ol-] = 10-5 моль/л, что соответствует вышеперечисленным
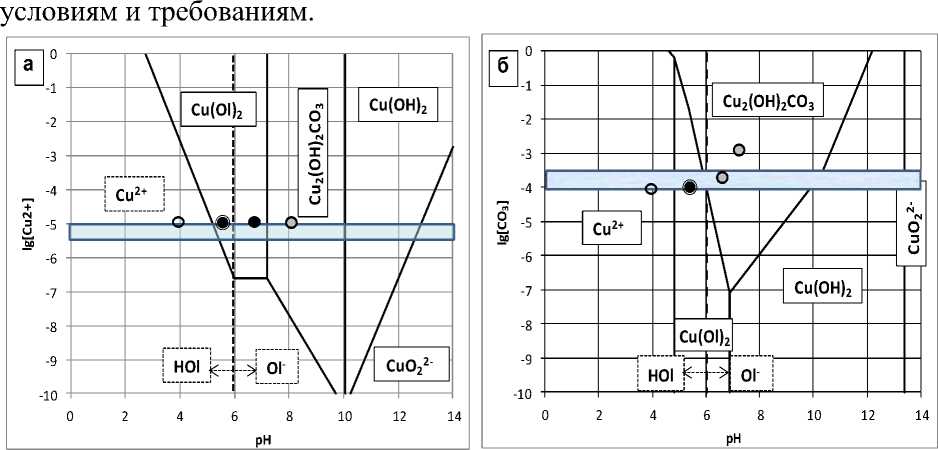
Рис. 2. Диаграммы термодинамической стабильности соединений меди в сточных водах в присутствии жирных кислот и растворенных форм угольной кислоты с результатами спектральной проверки состава образующихся соединений: – олеиновая кислота; - олеат меди и олеиновая кислота; - олеат меди; - гидроксидокарбонат меди; -технологически допустимые концентрации ионов меди и угольной кислоты
На диаграммах приведены результаты проверки состава осадков, образующихся при подщелачивании и карбонатизации исследуемых оборотных вод, проведенной с использованием метода инфракрасной спектроскопии получаемых осадков и тонкодисперсных образований, устойчиво сохраняющихся в жидкой фазе пульпы.
Анализ результатов расчетов и проверки состава осадков показывает, что при наличии в стоках ионов и соединений олеиновой кислоты суммарной концентрацией более чем 10-6 моль/л (0,3 мг/л) происходит их взаимодействие с ионами меди, сопровождающееся образованием нормального олеата меди. Реакция протекает в слабокислой и нейтральной средах. При снижении концентрации ионов меди и олеиновой кислоты образования олеата меди не происходит. При увеличении рН до слабощелочной олеат меди переходит в гидроксокарбонат меди.
Равновесие олеата меди и гидроксокарбоната меди в стоках иллюстрируется диаграммой на рис.3б, при построении которой в качестве исходных условий были выбраны: равновесная концентрация ионов меди 10-4 моль/л (6 мг/л), концентрация олеат-ионов – 10-6 моль/л (0,3 мг/л). Такие концентрации отражают состав сточных вод при исходном смешивании фильтратов хвостохранилища и очищенных хозбытовых стоков.
Анализ диаграммы показывает, что при одновременном воздействии ионов и соединений олеиновой кислоты и карбонат-ионов различной концентрации форма осаждения меди меняется. При малых концентрациях карбонат-ионов происходит преимущественное образование олеата меди. Реакция устойчиво протекает в слабокислой и нейтральной средах.
При повышении щелочности среды олеат меди переходит в гидроксид меди, а при одновременном повышении концентрации карбонатов – в гидроксокарбонат меди. Смещение рН в кислую область является также нежелательным процессом, поскольку приводит к растворению олеата меди с переходом в раствор катионов меди и молекул олеиновой кислоты, отрицательно влияющим на показатели флотационного обогащения.
Использование результатов моделирования, представленных в виде диаграмм в координатах lg[Cu2+] – pH и lg[Н n CО 3 m-] – pH (рис. 3), показывает, что условием поддержания концентраций ионов меди в фильтратах на технологически приемлемом уровне (10-5 моль/л или 0,6 мг/л) является поддержание рН фильтрата в интервале от 5,6 до 7,3. Эти же условия обеспечивают поддержание концентраций ионов меди на экологически безопасном уровне.
Разработанная физико-химическая модель может быть использована для выбора условий наиболее полного осаждения олеат-ионов. Анализ диаграмм на рис.3 показывает, что областью приоритетного образования олеата меди является граница перехода меди из ионной формы в форму гидроксокарбоната, описываемого реакцией
2Cu2++НCO 3 -+ 2H 2 О = Cu 2 (OH) 2 CO 3 + 3H+ (pH > 6,36) (1)
Следовательно, соотношение между ионно-молекулярными компонентами при этом переходе выражаются уравнением
2lg [Cu2+] +lg [НCO 3 -] + 3pH = - lgK 1 (2)
Преобразовав уравнение 2 и, подставив в него требуемую концентрацию ионов меди (0,6 мг/л или 10-5 моль/л) и среднюю концентрацию бикарбонат ионов для рассматриваемых условий, можно рассчитать необходимое значение рН среды:
рН = lgK 1 /3 - 2lg [Cu2+]/3 - lg[НCO 3 -]/3 = 6,48. (3)
Поддержание расчетного значения рН фильтрата является необходимым условием для наиболее полного осаждения олеат-ионов в олеат меди при любой их концентрации.
Однако, при высокой исходной концентрации ионов меди, существенно превышающей мольную концентрацию олеат-ионов, полное связывание последних не будет условием полного связывания самих ионов меди в нерастворимые соединения. В таких условиях целесообразно вести процесс осаждения в условиях одновременного протекания реакции 1 и реакции
Cu2++2Ol-= Cu(Ol) 2 , (4)
описываемых суммарным уравнением
2Cu(Ol) 2 +НCO 3 -+ 2H 2 О = Cu 2 (OH) 2 CO 3 +4Ol- + 3H+ (5) и соответствующим соотношением между концентрациями ионов:
lg[НCO 3 -] - 4lg[Ol-] + 3pH = - lgK 5 (6)
Преобразовав уравнение 6 и подставив в него требуемую концентрацию олеат-ионов (0,1 мг/л или 3*10-6 моль/л) и среднюю концентрацию бикарбонат ионов для рассматриваемых условий, можно рассчитать необходимое значение рН среды:
pH = - lgK 5 /3 + lg[НCO 3 -]/3 + 4lg[Ol-]/3 = 7,24 (7)
Таким образом, проведенный термодинамический анализ позволил разработать физико-химическую модель, описывающую протекание химических процессов в сточных водах и позволяющую определять оптимальные условия проведения процессов кондиционирования сточных вод, в частности рН среды.
Для проверки результатов расчетов была использована лабораторная установка, моделирующая процессы взаимодействия компонентов жидкой и твердой фаз в сточных водах. Установка обеспечивала поддержание заданной температуры и необходимого режима контакта растворов с углекислотой воздуха. Состав жидкой фазы подбирался в соответствии со значениями параметров, характерными для промышленных стоков ГОКа. Продолжительность осаждения изменялась в интервале от 10 до 240 мин.
В исходный раствор, который содержал заданное количество растворимой соли меди, добавляли заданное количество раствора гидроокиси натрия, необходимое для создания определенной щелочности. При необходимости поддерживался контакт раствора с воздухом для обеспечения равновесных концентраций растворенной углекислоты и бикарбонатных ионов - до 43,3 мг/л.
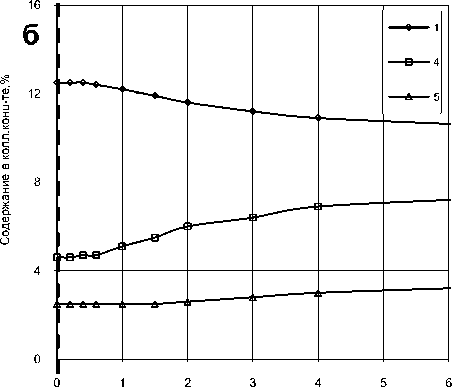
Полученные зависимости осаждения соединений меди от щелочности (кислотности) раствора при продолжительности взаимодействия 240 мин (рис. 3), демонстрируют, что оборотные воды характеризуются переменными значениями ионно-молекулярного состава, обусловленными протекающими процессами образования нерастворимых соединений.
pH среды
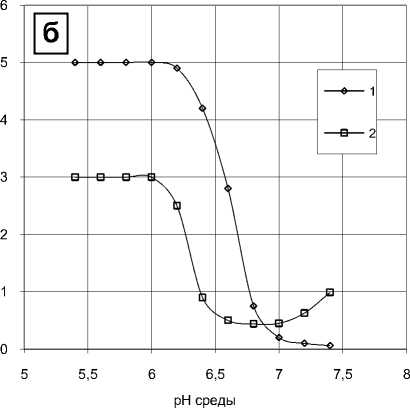
Рис. 3. Зависимости изменения концентраций ионов меди (1) и олеиновой кислоты (2) при варьировании рН сточных вод с преобладанием жирных кислот (а) и ионов меди (б)
Анализ данных зависимостей показывает, что с повышением рН концентрация ионов меди закономерно снижается, в то время как зависимость концентрации олеат-ионов от рН носит более сложный характер и имеет минимум в области рН от 6,5 до 6,8, что соответствует результатам термодинамического моделирования.
Результаты экспериментов подтвердили правильность выполненных расчетов и показали возможность снижения концентрации ионов меди в стоках до содержания - <0,5 мг/л, а олеат-ионов – < 1 мг/л. Также было показано, что при повышении соотношения мольных концентраций меди и жирных кислот - от 1:1 до 5:1, целесообразно повышать рН осаждения с 6,48 до 7,24 при помощи щелочного реагента, в качестве которого могут быть использованы стоки золоотвалаэнергоцеха.
Для определения влияния модельного (смешенного) состава оборотной воды на показатели процесса флотации были проведены лабораторные испытания, которые осуществлялись по схеме замкнутого опыта, повторяющего схему флотации на 1-й секции обогатительной фабрики ГОКа (рис. 4.).
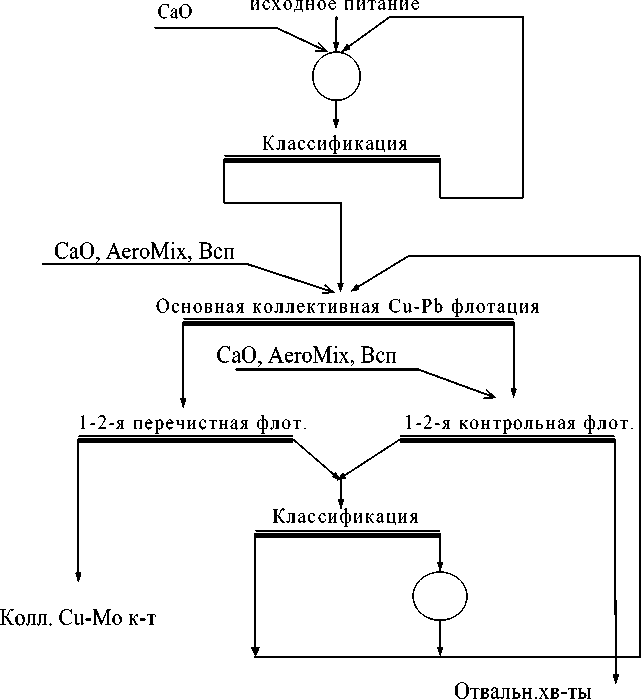
Рис. 4. Схема цикла коллективной медно-молибденовой флотации:
Ионный состав оборотной воды в виде отдельных стоков и модельных растворов приведен в табл. 3. Как видно из табличных данных, смешивание фильтрационных вод хвостохранилища со стоками городских очистных сооружений и стоками золоотвала ТЭЦ в пропорции 1:0,8:0,2,сопровождается снижением количества растворенной меди до 4,8 раз.
Как видно из данных табл. 4, ведение процесса на модельной оборотной воде, полученной как смесь фильтратов хвостохранилища, стоков городских очистных сооружений и стоков золоотвала ТЭЦ позволяет получить один из лучших результатов.
Хотя наилучшие результаты были достигнуты в серии опытов, предполагающих использование технологий сорбции и прямого карбонатного осаждения, для КОО «Предприятие Эрдэнэт» нами была рекомендована технология совместного кондиционирования фильтрационных вод со стоками городских очистных сооружений и золоотвала ТЭЦ.
Таблица 3.
Концентрации ионов в отдельных стоках и в модельной оборотной воде.
|
№ |
Состав раствора |
рН |
Концентрация ионов, мг/л |
||||
|
Ca2+ |
Mg2+ |
Cu2+ |
HCO 3 -+ CO 3 2- |
ЖК |
|||
|
1 |
Фильтрат хвостохранилища |
6,4 |
225,0 |
75,4 |
3,96 |
114,0 |
0,1 |
|
2 |
Стоки золоотвала ТЭЦ |
8,2 |
470,0 |
45,2 |
0,01 |
650,0 |
0,1 |
|
3 |
Стоки городских очистных сооружений |
7,2 |
278,5 |
46,9 |
0,02 |
198,4 |
10,1 |
|
4 |
Смесь фильтрата хвостохранилища и стоков золоотвала ТЭЦ |
7,3 |
250,2 |
69,5 |
0,88 |
410,4 |
0,1 |
|
5 |
Смесь фильтрата хвостохранилища и стоков город.очист. сооруж. (1:0,8) |
6,8 |
238,6 |
57,7 |
0,85 |
149,1 |
1,35 |
|
6 |
Смесь фильтрата хвостохранилища, стоков город.очист. сооруж. и стоков золоотвала ТЭЦ (1:0,8:0,2) |
7,25 |
253,1 |
61,0 |
0,65 |
310,5 |
0,95 |
Таблица 4.
|
№ |
Условия опыта |
Извлечение в концентрат,% |
Содержание в концентрате,% |
||
|
меди |
молиб. |
меди |
молиб. |
||
|
1 |
На сливе прудка хвостохранилища и фильтрате |
84,4 |
35,3 |
21,5 |
49,5 |
|
2 |
С карбонатной доочисткой фильтратов |
84,9 |
36,0 |
21,8 |
49,8 |
|
3 |
С сорбционной доочисткой фильтратов |
85,2 |
36,3 |
21,8 |
49,9 |
|
4 |
С добавлением в фильтраты стоков городских очистных сооружений |
84,8 |
35,7 |
21,1 |
49,0 |
|
5 |
С добавлением в фильтраты стоков шлакоотвала ТЭЦ (1:0,8) |
84,2 |
35,0 |
21,6 |
49,5 |
|
6 |
С добавлением в фильтраты стоков городских очистных сооружений и стоков шлакоотвала ТЭЦ (1:0,8:0,2) |
85,0 |
36,0 |
21,6 |
49,5 |
Результаты флотационных опытов.
Полупромышленные испытания проводились на укрупненной флотационной установке на КОО «Предприятие Эрдэнэт». Процессы измельчения и флотации проводились на модельной оборотной воде заданного состава. При проведении испытаний использовали следующие схемы подготовки оборотных вод (рис. 5).
При использовании схем на рис. 5а и 5б общий дебит технической оборотной воды возрастает на 7,16 млн м3 в год, что составляет 9,5% от текущего дебита. Такой прирост технической воды обеспечит увеличение производительности фабрики с учетом замыкания водооборота на 15%, что соответствует планам интенсификации производства на КОО «Предприятие Эрдэнэт».
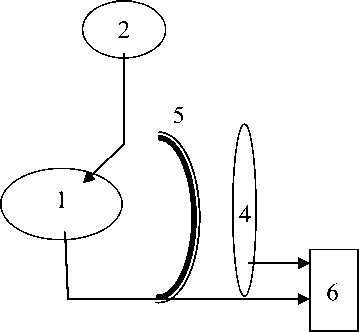
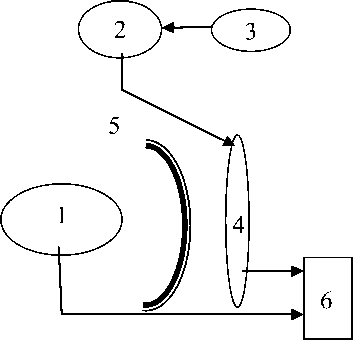
Рис. 5. Схемы кондиционирования модельных оборотных вод: а – с подачей хозяйственно-бытовых стоков в прудок хвостохранилища; б – с отдельным смешиванием фильтрата, хозяйственно-бытовых стоков и стоков шламоотвала ТЭЦ; 1 - прудок хвостохранилища; 2 – прудок очистных сооружений; 3 – шламохранилище ТЭЦ; 4 – фильтрационный канал; 5 дамба; 6 – насосная станция
Проведенные испытания подтвердили эффективность приведенной на рис. 5б схемы водооборота, предусматривающей применение технологии безреагентного кондиционирования оборотных вод (табл. 5). Результаты испытаний показали возможность повышения извлечения меди и молибдена в товарный концентрат на 0,35 и 0,5%. Одновременно достигнуто повышение качества медного концентрата на 0,4% и молибденового концентрата на 0,5%.
Предложенная схема водооборота представлена на рис. 6. Важным преимуществом выбранной схемы и технологии является значительное увеличения ресурса технологических вод при минимальных затратах на кондиционирование.
Таблица 5.
Сравнительные показатели оборотных вод (ОВ) и процесса обогащения при использовании схем водооборота для обогатительной фабрики КОО «Предприятие Эрдэнэт»
|
№ |
Схема водооборота |
Концент-ция в ОВ, мг/л |
Содержание в конц-те, % |
Извлечение в конц-т,% |
|||
|
Cu |
ЖК |
Cu |
Мо |
Cu |
Мо |
||
|
1 |
С подачей хозяйственно-бытовых стоков в прудок хвостохранилища |
0,6 |
1,1 |
20,5 |
49,1 |
85,69 |
39,58 |
|
2 |
Со смешиванием фильтрата, хозбытовых стоков и стоков шламоотвала ТЭЦ |
0,25 |
0,4 |
20,9 |
49,6 |
86,04 |
40,08 |
68,84 млн. м3/год Оборотная
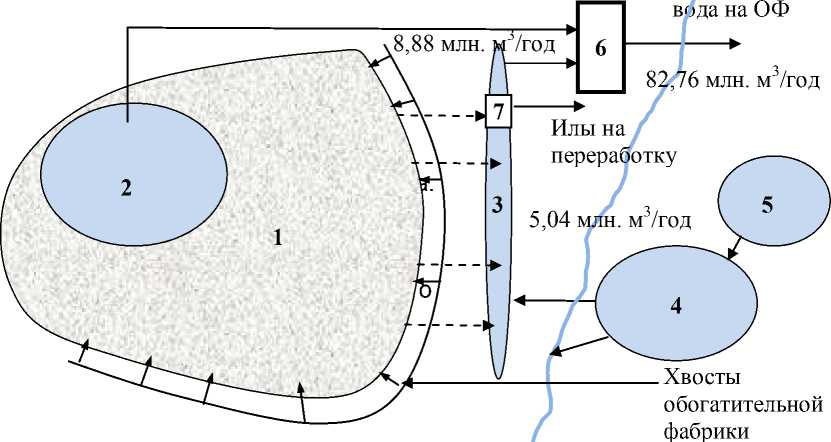
р. Хангал
Рис. 6. Принципиальная схема водооборота для обогатительной фабрики КОО «Предприятие Эрдэнэт»: 1 - хвостохранилище; 2 – пруд; 3 – фильтрационный канал; 4 – городские очистные сооружения; 5 – золоотвал ТЭЦ; 6 – насосная станция; 7 – илосборник.
Результаты проведенных промышленных испытаний действующей флотационной схемы обогащения медно-молибденовых руд месторождения «Эрдэнэтийн-Овоо» показали, что использование оборотной воды, полученной по расширенной схеме водооборота, включающей фильтраты хвостохранилища, стоки городских очистных сооружений и сливы золоотвала ТЭЦ улучшает технологические показатели. За счет снижения содержания растворенной меди, железа и молибдена в не улавливаемых стоках фильтратов хвостохранилища одновременно снижается сверхнормативный сброс в грунтовые воды нормируемых загрязняющих веществ (табл. 6).
Таким образом, применение разработанного метода во-первых решает как технологическую, так и экологическую задачи общего снижения концентраций ионов меди и технических жирных кислот в оборотных водах; во-вторых обеспечивающего как повышение показателей флотационного обогащения медно-молибденовых руд так и уменьшение сброса вредных веществ в окружающую гидросистему.
Таблица 6.
Концентрации и выбросы нормируемых компонентов в стоках, попадающих в окружающую гидросистему.
|
№ |
Наименование вещества (класс опасности) |
Значения ПДК, мг/л |
Параметры загрязнения |
Уровень снижения конц./ /сброса |
|
|
При раздельн. очистке и кондицион. Конц, мг/л сброс,кг |
При совмещ. очистке и кондиционов. Конц, мг/л сброс,кг |
||||
|
1 |
Железо общее (3 к.о.) |
0,30 (орг.) |
0,52 0,52 |
0,44 0,28 |
на 15% |
|
2 |
Кальций (Са2+) (4 к.о.) |
180,0 (сан.-токс.) |
205 205 |
195 190 |
на 5% |
|
3 |
Медь (Cu2+) (3 к.о.) |
1,00 ( орг.) |
1,55 2,25 |
0,75 0,35 |
в 2,1 раза |
|
3 |
Сульфаты (по SO 4 2-) (4 к.о.) |
3500,0 (токс.) |
780 780 |
765 910 |
на 5 % |
|
4 |
Молибден (Мо2+) (3 к.о.) |
1,00 (орг.) |
0,55 1,55 |
0,47 0,83 |
на 15 % |
|
5 |
Технические жирные кислоты |
1 |
1,6 |
0,5 |
в 2,7 раза |
Условные обозначения: токс. – токсикологический; сан. – санитарный; орг. - органолептический; сан.-токс. - санитарно-токсикологический.
Разработанный технологический режим включен в техническое задание на проект эксплуатации хвостохранилища КОО «Предприятие Эрдэнэт» с ожидаемым экономическим эффектом от снижения потерь ценных компонентов в 650,2 тыс. долларов США в год.
Список литературы Исследования и испытания безреагентного кондиционирования стоков промышленного узла горно-обогатительного комбината
- Морозов В.В. Научные основы очистки сточных и кондиционирования оборотных вод горно-обогатительных комбинатов с утилизацией ценных компонентов//Горный информационно-аналитический бюллетень, 1999. -№ 6. -С.14-16.
- Пестряк И.В., Морозова О.В., Эрдэнэтуяа О. Исследование процессов естественного выщелачивания меди из складированных хвостов обогатительной фабрики//Экология промышленного производства, 2012. -№ 2. -С. 47-51.
- Абрамов А.А. Технология обогащения окисленных и смешанных руд цветных металлов. -М.: Недра, 1986. -302 с.
- Bokányi L. Effect of CuSO4 on surface properties and recycling flotation of copper and lead, Proceedings of XXIII Int.MineralPrőc. Congress. Ed. Önaletal.Promed.Ad.Ageincy, Istambul, 2006, 2147-2151, 2006.
- Авдохин В.М., Морозов В.В., Гановичев А.И. Контроль технологических свойств минералов и оборотных вод в замкнутых циклах обогащения полиметаллических руд/Материалы 20-го международного конгресса по обогащению полезных ископаемых, Аахен, 1997. -ХХ, Aachen.: IMPC, 1997. -V3. -P. 465-473.
- Пестряк И.В., Эрдэнэтуяа О. Физико-химическое моделирование процессов кондиционирования сточных и оборотных вод горно-обогатительного предприятия/Материалы международной конференции «Научные основы и практика переработки руд и техногенного сырья». -Екатеринбург, 2012. -С.155-158.
