Исследования сплошности электроискровых покрытий из аморфных и нанокристаллических сплавов

Автор: Кузнецов И.С.
Журнал: Агротехника и энергообеспечение @agrotech-orel
Статья в выпуске: 1 (1), 2014 года.
Бесплатный доступ
В работе представлены исследования сплошности электроискровых покрытий, полученных сборными электродами из аморфных и нанокристаллических сплавов. Получены графические зависимости сплошности от удельного времени обработки.
Электроискровая обработка, электроискровое покрытие, аморфный сплав, нанокристаллический сплав, сплошность
Короткий адрес: https://sciup.org/14769984
IDR: 14769984 | УДК: 621.9.048
Текст научной статьи Исследования сплошности электроискровых покрытий из аморфных и нанокристаллических сплавов
Введение.
Перспективным способом формирования упрочняющих покрытий на рабочих поверхностях деталей машин, в значительной мере лишённым многих недостатков и получившим в последнее время широкое распространение, является электроискровая обработка (ЭИО). Одним из путей увеличения производительности ЭИО и повышения износостойкости электроискровых покрытий (ЭИП) является создание в них нанокристаллической и аморфной структур. Получение таких ЭИП возможно при использовании соответствующих электродных материалов. В настоящее время большое количество таких материалов производится в виде лент толщиной 50 мкм, получаемых быстрой закалкой из жидкого состояния. Данный способ изготовления аморфных сплавов (АС) и нанокристаллических сплавов (НКС) дает возможность получать в них свойства, которые по многим показателям превосходят традиционные сплавы. Применение АС и НКС в качестве электродных материалов позволит повысить производительность процесса ЭИО, износостойкость упрочняемых рабочих поверхностей деталей и, в частности, ресурс упрочненных ЭИО пальцев жаток зерноуборочных комбайнов. При этом не произойдет увеличения энергозатратности.
В научной литературе исследований по сплошности ЭИП из АС и НКС практически отсутствуют, поэтому в данной работе была поставлена задача изучить сплошность ЭИП.
Методика исследований.
Для исследований были изготовлены специальные образцы в виде прямоугольных пластин 30×40×3 мм из стали марки 65Г ГОСТ 14959. Поверхности образцов на которые наносились ЭИП, предварительно шлифовали до достижения R a ≤0,32мкм (ГОСТ 2789, ГОСТ 27964). Образцы промывались в ацетоне и просушивались на воздухе. После этого на них наносились ЭИП сборными электродами [1] из АС марок 84КХСР, 2НСР, 82Н7ХСР и НКС марки 5БДСР с соблюдением следующих режимов: W и =0,08...0,16 Дж; I=12,5...17,5 А; U=53...73 В; f=100 Гц; tуд=0...tк.р .. Их сравнивали с наиболее применяемыми при упрочнении деталей ЭИП из сплава ВК6-ОМ.
Для данных исследований использовали цифровую лупу Highpaq MS-K007 (рисунок 1). Образцы с ЭИП предварительно промывали в ацетоне и просушивали на воздухе при комнатной температуре.

Рисунок 1 – Общий вид лупы Highpaq MS-K007: 1 – лупа;
2 – держатель; 3 – образец с ЭИП
Оценку сплошности осуществляли по методике, представленной в работе [2]. Оценка сплошности ( Собр , %)
проводилась по отношению суммарной площади покрытия к общей площади обработки:
F изм
,
Собр = общ
где УРШМ - площадь участка поверхности с ЭИП, мм ;
Р общ — общая площадь обработки, мм2 .
Результаты исследований и их обсуждение.
Результаты данных исследований показали, что сплошность ЭИП зависит от удельного времени обработки, энергии импульсов и свойств материала электрода. Наибольшее влияние на этот показатель оказывает удельное время ЭИО. На рисунке 2 представлены фотографии одного из исследуемых ЭИП, полученного при различном удельном времени обработки. Из фотографий видно, что при удельном времени tуд=3 мин/см2 образуется ЭИП сплошностью Собр . <75%, а при увеличении времени до tyd=5 мин/см2 этот показатель составляет Собр . <100%.
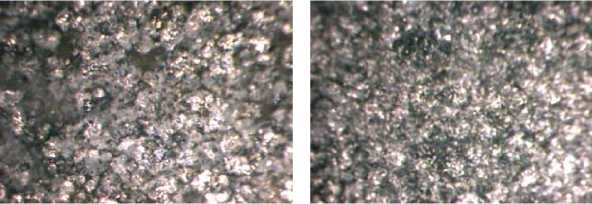
а
б
Рисунок 2 -Сплошность ЭИП из сплава 84КХСР (х25):
а - покрытие не сплошное (Собр . <75%, tyd=3 мин/см2 );
б - покрытие сплошное (Собр . <100%, tyd=5 мин/см2 )
В связи с тем, что сплошность является одним из показателей, характеризующих качество ЭИП, и используется для определения рационального времени ЭИО, нами определено изменение сплошности ЭИП от удельного времени обработки (рисунок 3). ЭИО образцов осуществлялась на режиме: Wи=0,16 Дж, 1=17,5 А, U=73 В, f=100 Гц .
При нанесении ЭИП импульсами малых энергий при достижении порога хрупкого разрушения не было выявлено заметного снижения сплошности. Анализируя полученные зависимости можно утверждать, что применение АС и НКС в качестве электродных материалов для ЭИО позволит получать на
поверхности деталей ЭИП сплошностью 95…98% . Применение АС марки 82Н7ХСР позволит значительно расширить диапазон рационального удельного времени ЭИО.
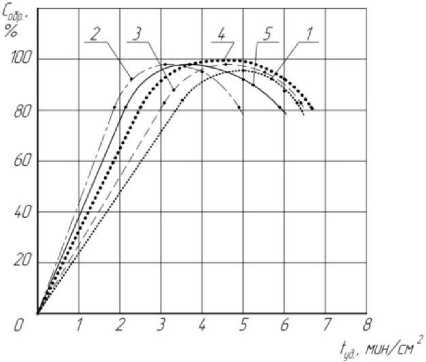
Рисунок 3 –Изменение сплошности Собр ЭИП от удельного времени обработки tуд подложки из стали 65Г электродами из сплавов:
1 – 84КХСР, 2-5БДСР, 3 – 2НСР, 4 – 82Н7ХСР, 5 – ВК6-ОМ
Вывод.
Предлагаемые электродные материалы позволяют получать ЭИП сплошностью 95...98%.
Список литературы Исследования сплошности электроискровых покрытий из аморфных и нанокристаллических сплавов
- Пат. 2416499 Российская Федерация, МПК В 23 Н 1/04, В 82 В 1/00. Электрод для электроискровой обработки/Кузнецов И.С., Хромов В.Н.; заявитель и патентообладатель ФГБОУ ВПО «Орл. гос. аграр. ун-т». -№ 2009138810/020; заявл. 20.10.2009; опубл. 20.04.2011, Бюл. № 11. -4с.
- Бурумкулов, Ф.Х. Геометрические параметры и физико-механические свойства поверхностей, образованных при электроискровой обработке материалов в газовой среде: руководящий документ РД 10.003 -2009/Ф.Х. Бурумкулов, П.В. Сенин, С.А. Величко. -Саранск: Изд-во Мордов. ун-та, 2009. -44 с.
