Исследования взаимодействия поверхности металла с агрессивной средой в зависимости от технологии обработки

Автор: Тимохова Оксана Михайловна, Бурмистрова Ольга Николаевна
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 1-2 т.18, 2016 года.
Бесплатный доступ
В статье предложена комплексная технология обработки и восстановления деталей машин, которая состоит из химико-термической обработки с последующим нанесением газотермического покрытия. В результате данной комплексной обработки сталь имеет в своём составе редкоземельные металлы, что в свою очередь, позволяет повысить коррозионную стойкость в 1,5-2 раза.
Коррозия, износостойкость, сталь, химико-термическая обработка
Короткий адрес: https://sciup.org/148204389
IDR: 148204389 | УДК: 621.785.616:620.193
Researches of interaction of metal surface with corrosive medium depending on processing technology
In article the complex technology of processing and restoration the machine details which consists of chemical heat treatment with the subsequent coating a gas-thermal covering is offered. As a result of this complex processing steel incorporates rare-earth metals that in turn, allows to increase the corrosion resistance by 1,5-2 times.
Текст научной статьи Исследования взаимодействия поверхности металла с агрессивной средой в зависимости от технологии обработки
стали, где в качестве химического реагента используется карбюризатор, содержащий углерод, легирующие элементы. Технологический режим ХТО заключается в цементации при температуре 900-1080°С, закалке – при температуре 850°С, последующем низком отпуске. Охлаждение легированных сталей после закалки в различных технических маслах, а также водных растворах щелочей позволяет избежать остаточных внутренних напряжений и трещин. В исследовании масло было заменено водным раствором по массе, (%): моносуль-фидного натрия (NaHS) – 2-5, боргидрида натрия (NaBH 4 ) – 0,4-0,74.
После этого образцы из легированной стали и образцы из стали 20Х без микролегирования прошли цементацию по стандартной схеме, они были исследованы на износо- и коррозионную стойкость. Исследования проведены на специально сконструированной установке, позволяющей поддерживать агрессивную естественную внешнюю среду с включениями продуктов износа. Кварцевый песок (фракции ≈ 70 мкм) был выбран в качестве абразивной массы, который был подвержен обработке в качестве создания агрессивной среды 3%-ным раствором уксусной кислоты, газоконденсатной смеси, морской и пресной воды. По окончании каждого эксперимента определялась степень наводораживания методом анодного растворения.
В результате эксперимента было выяснено, что после 4 часов трения содержание водорода в поверхностном слое увеличилась в 2,8 раза у образцов, прошедших обычную цементацию и закалку в масле, у роликов с микролегированием увеличили содержание водорода всего на 0,8%. Увеличение скорости изнашивания вызвано разупрочнением стали вследствие чрезмерной накачки водорода и охрупчивания поверхности трения. Следует отметить, что с увеличением давления p ( p = 0,05-0,20 МПа) абразивной массы на образец время до наступления охрупчивания поверхности образца возрастает. Это объясняется тем, что водород, растворяясь в металле, диффундирует в зону повышенных температур и максимальных пластических деформаций. С повышением давления глубина пластических деформаций увеличивается, плотность дислокаций в металле возрастает, что увеличивает интенсивность наводораживания. Очевидно, при давлении p = 0,05 МПа удельное содержание водорода в стали достигает критической величины уже в течение 20 мин. эксперимента, и поэтому минимальная величина скорости изнашивания нами не была зарегистрирована.
С целью подтверждения влияния наводоражи-вания на скорость изнашивания было проведено исследование стали о сухую, не обработанную электролитом абразивную массу при давлении p = 0,02 МПа. Из анализа полученных данных видно, что увеличения удельного содержания водорода в стали не происходит, а скорость изнашивания в этом случае является постоянной величиной. Исследования, проведённые для других сред, показали аналогичные результаты.
Для определения коррозионной стойкости образцы из стали 20Х, предварительно зачищенные на наждачном круге, обезжиренные ацетоном, взвешивали и подвешивали в сосуде (рис. 1) на нейлоновой нити таким образом, чтобы часть образцов была полностью погружена в среду смазочного масла, а другая находилась в газовой фазе на расстоянии 10-15 см от смазочного масла. После герметизации сосуд закрывали и перемешивали. Продолжительность опытов составляла 15 суток. Для создания условий периодического смачивания поверхности стали агрессивным электролитом ячейки дважды в сутки интенсивно встряхивали. Продукты коррозии удаляли травлением образцов в 2%-ном растворе НС1 в ацетоне в течение 5 мин. Взвешивание образцов проводили на аналитических весах ВЛР-200г с точностью 10~4 г.
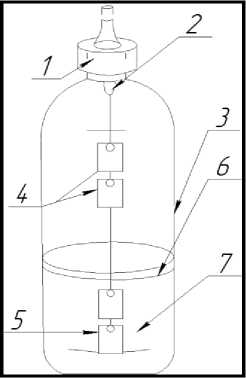
Рис. 1. - Ячейка для коррозионных испытаний:
1 – крышка с ниппельным клапаном; 2 – кронштейн для крепления образцов; 3 – ячейка; 4 – образцы сталь 20Х, ХТО; 5 – образцы 20Х, ХТО с микролегированием; 6 – уйат-спирит; 7 – среда смазочного масла
S = 0.53409002 r = 0.94055339
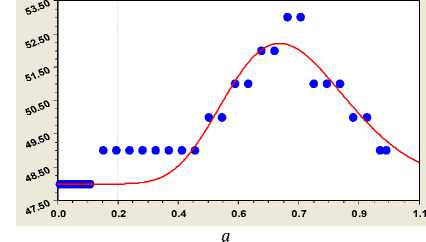
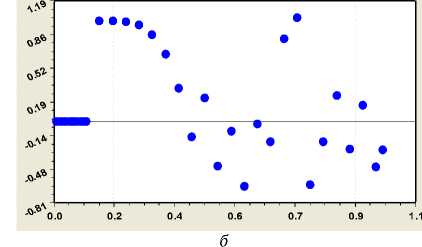
Рис. 2. Исследование твёрдости покрытия от состава охлаждающей среды:
а – график зависимости; б – остатки модели; S – дисперсия; r – коэффициент корреляции; по вертикали – НRС э , по горизонтали NaBH 4
В каждой серии опытов определяли скорость коррозии в агрессивной среде. Исследуемые образцы при ХТО охлаждались при разной концентрации боро-гидрита натрия в жидкости. Данные приведены в табл. 1. В программной среде Curve Expert получена модель закономерности влияния борогидрита натрия в охлаждающей жидкости на физико-механические свойства детали. График зависимости представлен на рис. 2.
Таблица 1. Исследование состава охлаждающей среды
|
Охлаждающая среда |
Состав |
Твёрдость, HRC э |
Скорость коррозии, г/м2 ч |
Интенсивность изнашивания образцов, мг/100 ч |
|
1 |
2 |
3 |
4 |
5 |
|
Масло |
Классич. |
49 |
48,0272 |
40,1 |
|
Вода |
0,01NaBH 4 |
48 |
4,9751 |
39,8 |
|
0,02NaBH 4 |
48 |
4,8991 |
39,3 |
|
|
0,03NaBH 4 |
48 |
4,8765 |
39,4 |
|
|
0,04NaBH 4 |
48 |
4,6754 |
38,8 |
|
|
0,05NaBH 4 |
48 |
4,6766 |
38,4 |
|
|
0,06NaBH 4 |
48 |
4,7532 |
38,3 |
|
|
0,07NaBH 4 |
48 |
4,7543 |
37,4 |
|
|
0,08NaBH 4 |
48 |
4,6896 |
37,8 |
|
|
0,09NaBH 4 |
48 |
4,6461 |
36,2 |
|
|
0,10NaBH 4 |
48 |
4,7564 |
36,5 |
|
|
0,14NaBH 4 |
49 |
4,7456 |
35,8 |
|
|
0,18NaBH 4 |
49 |
4,6545 |
34,6 |
|
|
0,22NaBH 4 |
49 |
4,6132 |
32,4 |
|
|
0,26NaBH 4 |
49 |
4,6124 |
30,6 |
|
|
0,30NaBH 4 |
49 |
4,6654 |
29,1 |
|
|
0,34NaBH 4 |
49 |
4,6376 |
29,4 |
|
1 |
2 |
3 |
4 |
5 |
|
0,38NaBH 4 |
49 |
4,6543 |
29,8 |
|
|
0,42NaBH 4 |
49 |
4,6461 |
28,9 |
|
|
0,46NaBH 4 |
50 |
4,5867 |
29,1 |
|
|
0,50NaBH 4 |
50 |
4,5678 |
29,5 |
|
|
0,54NaBH 4 |
51 |
4,5661 |
29,3 |
|
|
0,58NaBH 4 |
51 |
4,5511 |
29,0 |
|
|
0,62NaBH 4 |
52 |
4,5210 |
28,9 |
|
|
0,66NaBH 4 |
52 |
4,4498 |
28,6 |
|
|
0,70NaBH 4 |
53 |
4,4687 |
28,7 |
|
|
0,74NaBH 4 |
53 |
4,4588 |
28,1 |
|
|
0,78NaBH 4 |
51 |
4,4577 |
28,8 |
|
|
0,82NaBH 4 |
51 |
4,5342 |
29,2 |
|
|
0,86NaBH 4 |
51 |
4,5464 |
29,5 |
|
|
0,90NaBH 4 |
50 |
4,5322 |
29,3 |
|
|
0,94NaBH 4 |
50 |
4,6123 |
29,9 |
|
|
0,98NaBH 4 |
49 |
4,6234 |
30,1 |
|
|
1,0 NaBH 4 |
49 |
4,6466 |
30,5 |
|
|
1,1 NaBH 4 |
48 |
4,7654 |
31,9 |
|
|
1,2NaBH 4 |
48 |
4,7686 |
31,7 |
|
|
1,3NaBH 4 |
46 |
4,7732 (отсл. слоя) |
33,8 |
Таким образом, зависимость твердости упрочненного слоя от количества борогидрита натрия в охлаждающей жидкости примет следующий вид:
y = 5,5864 · x13,4185 · exp(–19,8932 · x) + 48.
Аналогичным образом получена математическая модель, отражающая изменение скорости коррозии от количества борогидрита натрия в охлаждающей жидкости (рис. 3).
Следовательно, математическая модель изменения скорости коррозии от количества борогидрита натрия будет выглядеть следующим образом:
y = 9,482176exp(0,013641 ⋅ x ) - 5,0622148 ⋅ x 0,023562 .
a
«■'М---------------------------
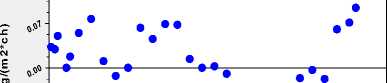

5i ।।।।।।।।>—।—।—।— 0.0 0.3 0.6 0.8 1.1
NaBH4, %
б
Рис. 3. Изменение скорости коррозии от количества борогидрита натрия в охлаждающей жидкости: а – график зависимости; б – остатки модели; S – дисперсия; r – коэффициент корреляции
На рис. 3 видно, что введение уже относительно небольшого количества борогидрита натрия в охлаждающую жидкость (0,4%) замедляет коррозию стали более, чем в 2,5 раза. Увеличение концентрации до 1% значительно усиливает защитные свойства поверхностного слоя. Однако, надо отметить, что при повышении концентрации борогидрита натрия более 1% на поверхности стали наблюдается отслоение упрочнённого слоя. Следовательно, наиболее оптимальной концентрацией борогидрита натрия следует считать концентрацию от 0,4% до 0,74%.
Таким образом, разработанная технология изготовления деталей позволяет путём микролегирования поверхностных слоёв металла, принципиально не изменяя химического состава стали, понижать скорость коррозии металла, т.е. уменьшать степень наво-дораживания.
Следующим этапом исследований являлся вопрос изучения влияния фосфора и серы на процесс наводораживания. Как отмечалось раньше, отрицательное влияние серы на механические свойства металла, его коррозионную стойкость изучены и постоянно исследуются, то влияние фосфора на коррозионные процессы исследованы недостаточно. Фосфор, растворяясь в феррите при комнатных температурах, при низких температурах выделяется из феррита и образует при этом химическое соединение Fe 3 Р. Микротрещины, образованные при эксплуатации металла за счёт разрушения химического соединения, играют при наводораживании стали такую же роль, как сера и дислокации. Это подтверждается экспериментом, который был проведён на образцах из стали 20Х. На рис. 4 представлена микроструктура образца стали 20Х, который был предварительно помещён в камеру при температуре –40°С, а затем был помещён в агрессивную среду, где подвергся наводораживанию при одновременном механическом воздействии. Образовавшаяся трещина носит следы коррозионного процесса, образуется по границам зёрен феррита, где и располагаются химические соединения Fe 3 Р. На фотографии видно, что трещина образуется на границе зерна и при выходе на поверхность значительно расширяется.
Иную картину наблюдаем у образа, который изготовлен из той же марки стали и также помещён в холодильную камеру, но не подвергался воздействию агрессивной среды (рис. 5).
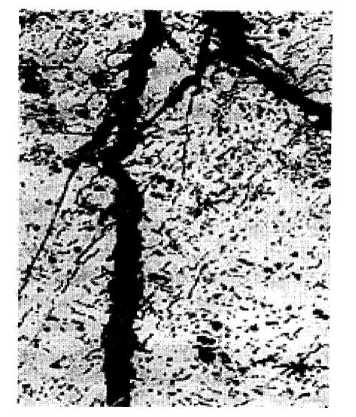
Рис. 4. Образование микротрещины при низких температурах (сталь 20Х) х 780
Иную картину наблюдаем у образа, который изготовлен из той же марки стали и также помещён в холодильную камеру, но не подвергался воздействию агрессивной среды (рис. 5). На рис. 5 представлена микроструктура образца сталь 20Х, который был предварительно помещён в камеру при температуре –40°С, а затем подвергнут знакопеременным циклическим наг-рузкам при комнатной температуре в обычной атмосфере. Видно, что трещина образуется вокруг зёрен, но не распространяется вдоль границ. Как видно, повышенное содержание фосфора в стали также способствует процессу наводораживания, так как фосфор вызывает образование микротрещин, которые служат коллекторами для атомов водорода. Кроме того, фосфиды, как и сульфиды, являются активаторами процесса абсорбции водорода и изменяют термодинамический потенциал металла. Исследуемые образцы после наводораживания и выдержке в агрессивной среде исследовали на коррозионную стойкость, используя гравиметрический метод испытаний. Результаты исследования приведены в табл. 2.
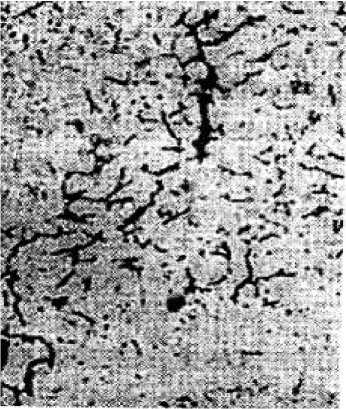
Рис. 5. Образование микротрещины при низких температурах в стали 20Х без воздействия агрессивной среды. ×780
Таблица 2. Результаты исследований коррозионной стойкости образцов после наводораживания
|
Наименование опыта, сталь 20Х |
Масса |
Разница |
Время экспозиции, ч |
Потеря массы 10-3, г/м2 ч |
Скорость коррозии, 10-3 мм/год |
|
|
до, г |
после, г |
|||||
|
до наводораживания |
21,2343 |
21,2313 |
0,0030 |
18 |
91,5308 |
91,5430 |
|
22,0542 |
22,0492 |
0,0050 |
26 |
91,6059 |
102,2508 |
|
|
после наводораживания |
21,7053 |
22,6948 |
0,0105 |
18 |
184,5915 |
204,8625 |
|
22,6542 |
22,5492 |
0,0108 |
26 |
113,2159 |
182,2508 |
|
По результатам эксперимента можно сделать вывод, что образцы из стали 20Х после наводоражива-ния и испытаний в агрессивной среде имеют более высокую коррозионную стойкость, по сравнению с образцами, предварительно охлаждёнными до минусовых температур, наводороженными и испытанными в агрессивной среде.
Для более полного выяснения данной зависимости проведен микроструктурный анализ образования трещин при коррозии исследуемых образцов. Характер образования питтингов у исследуемых образцов после выдержки в агрессивной среде в течение 100 часов имеет некоторые различия. По характеру образования питтингов исследуемые образцы не имеют относительно равные границы питтинга. Иная картина наблюдается в образцах, исследованных при минусовых температурах (питтинги образуют рваную, острую геометрию рисунка), по скорости коррозии можно предположить, что при минусовых температурах в местах выделения из феррита фосфора образуются ловушки для атомарного водорода. Атомарный водород в силу своей активности может вступать в реакцию с сульфидами серы, создавать повышенное парциальное давление, что и приводит к развитию и распространению трещины внутри металла.
Выводы: можно предположить, что на развитие коррозионного растрескивания конструкций, работающих в условиях минусовых температур в агрессивной среде, одним из основных влияющих факторов является наличие фосфора и серы в металле. Наличие неметаллических включений существенно влияет на процессы наводораживания и, как следствие, на коррозионные разрушения, старение материала. Механизм коррозионного старения связан со структурными изменениями металла в процессе его эксплуатации не только с деформационно-пластическим упрочнением, но и с изменением химического состояния металла, вызванного выделением фосфора из феррита и насыщением водорода.
Список литературы Исследования взаимодействия поверхности металла с агрессивной средой в зависимости от технологии обработки
- Тимохова, О.М. Исследование коррозионной стойкости стали после термической обработки//IX междунар. молодёжная науч. конф «Севергеоэкотех-2008»: мат-лы конф. (19-21 марта 2008 г., Ухта): в 3 ч.; ч. 1. -Ухта: УГТУ, 2008. С. 254-256.
- Тимохова, О.М. Исследование наноматериалов при поверхностном упрочнении деталей лесных машин/О.М. Тимохова, Н.Р. Шоль//Система. Методика. Технологии. 2012. №4 (6). С. 29-31.
- Тимохова, О.М. К вопросу водородного охрупчивания стали//Сборник научных трудов по итогам междун. науч.-техн. конф.: Новые материалы и технологии в машиностроении. Вып. 12. Под ред. Е.А. Памфилова. -Брянск: БГИТА, 2010. С. 120-122.
- Тимохова, О.М. Мониторинг коррозионных разрушений конструкций машин и оборудования отрасли/О.М. Тимохова, Н.Р. Шоль, Г.Б. Коптяева//Актуальные проблемы развития лесного комплекса: мат-лы междунар. науч.-техн. конф. -Вологда: ВоГТУ, 2010. С. 225-228.
- Тимохова, О.М. Особенности протекания коррозии при минусовых температурах//IX междунар. молодёжная науч. конф. «Севергеоэкотех-2008»: мат-лы конф. (19-21 марта 2008 г., Ухта): в 3 ч.; ч. 1. -Ухта: УГТУ, 2008. С. 256-258.
- Тимохова, О.М. Перспективы применения газотермического напыления для восстановления деталей машин/О.М. Тимохова, Н.Р. Шоль, Г.Б. Коптяева//Ресурсосберегающие технологии ремонта, восстановления и упрочнения деталей машин, механизмов, оборудования, инструмента и технологической оснастки от нано-до макроуровня: мат-лы 12-й междунар. науч.-практ. конф. в 2-х ч.; ч. 1. -СПб.: Политех. ун-т, 2010. С. 217-220.
- Тимохова, О.М. Повышение коррозионной стойкости технологического оборудования и деталей машин/О.М. Тимохова, Н.Р. Шоль, Г.Б. Коптяева//Научно-технический вестник Поволжья. 2011. №3. С. 141-144.
- Тимохова, О.М. Повышение коррозионной стойкости деталей лесотранспортных машин: Автореф… дис. канд. техн. наук. -Йошкар-Ола: ПГТУ, 2013. 22 с.
