Изготовление фольги из сплавов свинца и олова в условиях ЮУрГУ и ООО НПО «Р.О.С.Антикор»

Автор: Пелленен А.П., Пашкеев К.Ю., Мясоедов В.А., Сарафанов А.Е., Китав П.С.
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Рубрика: Обработка металлов давлением. Технологии и машины обработки давлением
Статья в выпуске: 1 т.24, 2024 года.
Бесплатный доступ
Свинцовая, оловянная и свинцовая фольга, плакированная оловом, используется в различных отраслях техники, медицине и пищевой индустрии. Согласно ГОСТ 18394-2016 толщина фольги находится в диапазоне 0,015-0,21 мм, а ширина фольги - 70-450 мм. Технология изготовления фольги на основе свинца, олова и их сплавов разработана достаточно давно, в 20-30-х гг. прошлого столетия. В СССР и за рубежом в те годы в силу специфических физико-механических свойств прокатываемых металлов использовалась холодная прокатка, реализующая рулонный и карточный методы прокатки. Применение в то время рулонного или карточного метода прокатки обусловливалось прежде всего наличием соответствующего оборудования. Прокатка фольги осуществлялась как на реверсивных, так и на нереверсивных двухвалковых прокатных станах, имеющих диаметры рабочих валков 230-700 мм. Анализ состояния технологии и применяемого оборудования для прокатки фольги из свинца, олова и свинцовой фольги, плакированной оловом, в настоящее время мало отличается от технологий, используемых в СССР. По нашему мнению, это объясняется малотоннажностью заказов, малым выходом годного (60-70 % от ленточной заготовки толщиной 0,9 мм), низкой рентабельностью и незаинтересованностью производителей в совершенствовании технологии. По имеющимся сведениям, время исполнения заказов на некоторых предприятиях доходит до 6 месяцев. Эти недостатки в удовлетворении спроса на малотоннажные партии отмечались в Распоряжении Правительства РФ № 4260-Р от 28 декабря 2022 г. В настоящей работе представлен опыт изготовления малотоннажных партий на основе свинца и олова в условиях ООО НПО «Р.О.С.Антикор» и ЮУрГУ. Проведенная исследовательская работа по разработке технологии и ее отработке для условий упомянутых организаций позволила разработать технологический регламент изготовления фольги и технические условия на свинцовую, оловянную и свинцовую фольгу, плакированную оловом.
Фольга оловянная, свинцовая и свинцовая фольга, плакированная оловом, малотоннажные партии, толщина фольги 0, 03-0, 3 мм, технологии изготовления
Короткий адрес: https://sciup.org/147243230
IDR: 147243230 | УДК: 621.771 | DOI: 10.14529/met240107
Production of foil from lead and tin alloys in the conditions of SUSU and RPA “R.O.S.Anticor“ LLC
Lead, tin and lead foil clad with tin are used in various branches of technology, medicine and the food industry. According to GOST 18394-2016, the thickness of the foil is in the range of 0.015-0.21 mm, and the width of the foil is 70-450 mm. The technology for manufacturing foil based on lead, tin and their alloys was developed quite a long time ago, in the 20s-30s of the last century. In the USSR and abroad in those years, due to the specific physical and mechanical properties of the rolled metals, cold rolling was used, implementing the roll and card rolling methods. The use of the roll or card rolling method at that time was determined, first of all, by the availability of appropriate equipment. Foil rolling was carried out on both reversible and non-reversible twin-roll rolling mills with work roll diameters of 230-700 mm. An analysis of the state of the technology and the equipment used for rolling foil made of lead, tin and lead foil clad with tin currently differs little from the technologies used in the USSR. In our opinion, this is explained by the small-tonnage orders, low yield (60-70 % of a strip billet 0.9 mm thick), low profitability and the disinterest of manufacturers in improving the technology. According to available information, the lead time for orders at some enterprises reaches up to 6 months. These shortcomings in meeting the demand for small-tonnage batches were noted in the Order of the Government of the Russian Federation No. 4260-R dated December 28, 2022. This paper presents the experience of manufacturing small-scale batches based on lead and tin in the conditions of RPA “R.O.S.Antiсor” LLC and SUSU. The research work carried out to develop the technology and test it for the conditions of the mentioned organizations made it possible to develop technological regulations for the production of foil and technical specifications for lead, tin and lead foil clad with tin.
Текст научной статьи Изготовление фольги из сплавов свинца и олова в условиях ЮУрГУ и ООО НПО «Р.О.С.Антикор»
Original article
PRODUCTION OF FOIL FROM LEAD AND TIN ALLOYSIN THE CONDITIONS OF SUSU AND RPA “R.O.S.Anticor“ LLC
Свинцовая, оловянная и свинцовая фольга, плакированная оловом, используется в различных отраслях техники, медицине и пищевой индустрии. Согласно ГОСТ 18394–2016 [1] толщина фольги находится в диапазоне 0,015– 0,21 мм, а ширина фольги – 70–450 мм. В ряде случаев используют и фольгу толщиной 0,007 мм, как правило, для электронной промышленности.
Технология изготовления фольги на основе свинца, олова и их сплавов разработана достаточно давно, в 20–30-х гг. прошлого столетия [2–4]. В СССР и за рубежом в те годы в силу специфических физико-механических свойств прокатываемых металлов, а именно низкой температуры рекристаллизации (ниже комнатной) и низких прочностных свойств (предел прочности σв = 15…30 МПа) [5], использовалась холодная прокатка, реализующая рулонный и карточный методы прокатки. При этом термообработка (отжиг) в технологии не использовался.
Применение в то время рулонного или карточного метода прокатки обусловливалось прежде всего наличием соответствующего оборудования. Прокатка фольги осуществлялась как на реверсивных, так и на нереверсивных двухвалковых прокатных станах, имеющих диаметры рабочих валков 230–700 мм.
В СССР оловянную фольгу до толщины 0,01 мм, а также фольгу на основе свинца до толщины 0,02 мм получали карточным методом. При достижении толщины 1,0 мм лист перегибался пополам и пакет прокатывался так, что каждый лист его получал толщину 0,5 мм. Затем пакет снова перегибался, и прокатка велась в 4, 8, 16 и т. д. до 64 слоев [2]. Для предупреждения листов от сваривания друг с другом применяли смазку, большей частью являющуюся раствором мыла. Практически такая технология использовалась до 50-х гг. прошлого века. Выход годного из-за проколов, непланшетности, больших отходов при порезке для получения требуемых размеров фольги составлял около 20 %.
В этот период за рубежом уже использовалась реверсивная рулонная прокатка с намоткой фольги шириной до 650 мм на моталки [4]. Рабочие валки диаметром 260 мм и длиной бочки 750 мм и фрикционные моталки с возможностью регулирования натяжений фольги приводились от одного двигателя.
К началу 1960-х гг. в СССР [6, 7] фольгу из свинца и олова стали получать в основном рулонным способом на специализированных фольгопрокатных двухвалковых станах с диаметром рабочих валков 230 и 350 мм и длиной бочки до 600 мм. При этом требуемые натяжения фольги на моталках обеспечивались электродвигателями с применением систем автоматического регулирования натяжений.
Анализ состояния технологии и применяемого оборудования для прокатки фольги из свинца, олова и свинцовой фольги, плакированной оловом, в настоящее время мало отличается от технологий, используемых в
СССР. По нашему мнению, это объясняется малотоннажностью заказов, малым выходом годного (60–70 % от ленточной заготовки толщиной 0,9 мм), низкой рентабельностью и незаинтересованностью производителей в совершенствовании технологии. По имеющимся сведениям, время исполнения заказов на некоторых предприятиях доходит до 6 месяцев. Эти недостатки в удовлетворении спроса на малотоннажные партии отмечались в Распоряжении Правительства РФ № 4260-Р от 28 декабря 2022 г. [8].
В настоящей работе представлен опыт изготовления малотоннажных партий на основе свинца и олова в условиях ООО НПО «Р.О.С.Антикор» и ЮУрГУ. Проведенная исследовательская работа по разработке технологии и ее отработке для условий упомянутых организаций позволила разработать технические условия на свинцовую, оловянную и свинцовую фольгу, плакированную оловом [9]. Поскольку свинец и олово имеют достаточно близкие механические свойства [5], то режимы деформаций при прокатке этих сплавов практически одинаковы. Некоторые технологические особенности имеет свинцовая фольга, плакированная оловом.
В соответствии с технологическим регламентом биметаллическую заготовку олово– свинец–олово для последующего изготовления из нее фольги получают на двухвалковом реверсивном стане ООО НПО «Р.О.С.Антикор» (рис. 1), имеющем следующую техническую характеристику:
диаметр рабочих валков – 710 мм;
длина бочки валков – 1400 мм;
скорость прокатки – 1 м/с;

Рис. 1. Стан двухвалковый 710 х 1400 мм ООО НПО «Р.О.С.Антикор»
Fig. 1. Twin-roll mill 710 х 1400 mm RPA “R.O.S.Anticor” LLC
максимальное усилие прокатки – 6 МН;
максимальный крутящий момент – 1,5 МН·м;
длина рольгангов – 12 м;
стан оснащен гильотинными ножницами с шириной реза 1400 мм, установленными в конце рольганга.
Предварительно из литого свинцового сляба марки С3 по ГОСТ 3778–98 с присадкой сурьмы Су2 по ГОСТ 1089–82 в количестве 1,9–3,1 % и олова О2 по ГОСТ 860–75 [10–12] в количестве 1,0–3,0 %, имеющего исходные размеры 100 х 700 х 1100 мм, получают за пять пропусков свинцовые пластины толщиной 20 мм, шириной 650 мм и длиной 500 мм. Обрезка прокатанной заготовки осуществляется на гильотинных ножницах стана. Оловянные полосы размерами 0,6 х 500 х 1400 мм получают из литой заготовки толщиной 30 мм, шириной 600 мм и длиной 550 мм.
Такое соотношение толщин свинцовой пластины и оловянной полосы обусловлено требованиями ГОСТ 18394–2016 и ТУ 1835007-61252951-2016 [1, 9]. Согласно техническим требованиям суммарная толщина обоих плакирующих слоев должна составлять от 5 до 8 % суммарной толщины биметаллической фольги. В исходном пакете суммарная толщина слоев олова (1,2 мм) составляет 5,55 % от общей толщины пакета (21,2 мм). Однако при плакировании и последующей прокатке наблюдается значительная неравномерность деформации слоев. Степень деформации свинца практически в 1,3 раза выше, чем оловянной полосы. При этом суммарная толщина плакирующих слоев олова доходит до 7–7,5 % от толщины фольги 0,05 мм.
Перед плакированием (сваркой) свинцовой пластины и оловянной полосы их обезжиривают и зачищают металлическими проволочными щетками диаметром 300 мм. Диаметр проволок, изготовленных из стали У8, составляет 0,5 мм. Свинцовую пластину зачищают с двух сторон, а оловянную – с одной стороны. При подготовке исходных компонентов к плакированию предъявляются соответствующие требования к качеству поверхности. Незначительные раковины, царапины, вдавливания на поверхности при последующем плакировании и прокатке приводят к местной неравномерности деформации и разрывам плакирующего слоя.
После подготовки поверхностей свинцовая пластина оборачивается оловянной поло- сой. При этом не зачищенная сторона оловянной полосы находится снаружи.
Следует отметить, что в практике производства слоистых металлических композиций плакирующий слой используют по ширине на 10–20 мм больше ширины основного слоя [13–15]. Этот прием предотвращает попадание смазки между слоями, которая может привести к неприварке слоев. Кроме того, если ширина плакирующего слоя больше ширины основы, в этом случае происходит обрезка кромок плакирующей полосы.
При плакировании свинцовой пластины оловянной полосой, если ее ширина больше ширины основы, не происходит обрезка кромок. Это приводит к разрывам оловянной полосы, а в ряде случаев и свинцовой пластины по кромкам, увеличению расходного коэффициента и невозможности получения качественной продукции. В связи с этим используется оловянная полоса шириной на 50 мм меньше ширины свинцовой пластины. При этом не появляются разрывы по кромкам слоев.
Перед прокаткой исходного биметаллического пакета производят обезжиривание валков растворителем уайт-спиритом для обеспечения стабильного захвата металла валками. Первые 2–3 прохода выполняют реверсивно при небольших обжатиях, практически по 1–2 мм с тем, чтобы плакирующая оловянная полоса ровно и без складок прилегала к свинцовой пластине. После достижения суммарной толщины пакета 13–14 мм для обеспечения сварки слоев осуществляют прокатку в один проход с деформацией не менее 55–60 % до толщины 6 мм, а затем прокатку биметаллической полосы до толщины 4 мм за один проход. При этом длина полосы составляет 2,7 м. При прокатке после толщины 14 мм используется смазка, содержащая 50 % керосина и 50 % индустриального масла И-20.
Таким образом, прокатка биметаллической полосы олово – свинец – олово с толщины 21,2 мм до толщины 4 мм в условиях ООО НПО «Р.О.С.Антикор» осуществляется по режиму 21,2 → 19 → 17 → 14 → 6 → 4 мм. После достижения толщины полосы 4 мм для получения фольги толщиной 0,03–0,2 мм в рулоне полосы режутся на ширину 140 мм и передаются в ЮУрГУ для последующей обработки.
Для получения фольги в условиях ООО НПО «Р.О.С.Антикор» толщиной 0,1 мм в виде карточек размерами 450 х 500 мм полосы прокатываются по режиму 4,0 → 2,7 → 1,6 → → 0,65 → 0,4 мм. Затем полоса складывается вдвое и далее деформируется до толщины 0,2 мм за 2 прохода, т. е. 0,8 → 0,4 → 0,2 мм. Для предотвращения возможного сваривания слоев полосы при прокатке они смазываются ламповым маслом (ТУ 0253-06-529-4011842008, смесь жидких парафинов).
Прокатанные полосы складываются в пакеты из слоев, и производится резка на требуемые размеры по шаблону. Затем карточки раздираются и в толщине 0,1 мм, после контроля ОТК, отгружаются заказчикам.
В условиях ООО НПО «Р.О.С.Антикор» свинцовые и оловянные полосы до толщины 4 мм прокатываются практически по тем же режимам деформации, что и свинцовые полосы, плакированные оловом. При этом в толщине 4 мм полосы разрезаются на гильотинных ножницах на ширину 140 мм и длину 2–3 м. Полученные заготовки, как и биметаллические полосы олово – свинец – олово, далее прокатываются в условиях ЮУрГУ на универсальном стане холодной прокатки ХПЛ-200 (рис. 2).
Техническая характеристика стана ХПЛ-200 следующая.
В двухвалковом варианте:
диаметр рабочих валков – 180 мм;
длина бочки валков – 200 мм.
В четырехвалковом варианте: диаметр рабочих валков – 60 мм; длина бочки валков – 200 мм.
Максимальная исходная толщина полосы – 10 мм;
минимальная толщина фольги – 0,03 мм;
скорость прокатки – до 1 м/с;
максимальное усилие прокатки – 400 кН;
максимальный крутящий момент – 500 кН·м;
диапазон натяжений ленты (фольги) – 0,06–5 кН;
охлаждение валков – эмульсионное.
На схеме стана ХПЛ-200 (см. рис. 2) фрикционные моталки приводятся во вращение с помощью ременной передачи от основных моталок 2 и 8 через дисковые фрикционы, которые в процессе прокатки позволяют регулировать натяжения фольги при значительном изменении диаметра рулона на барабане моталки. На основных моталках натяжения ленты поддерживаются системой автоматического регулирования с помощью лазерных датчиков, фиксирующих изменение диаметра рулона на моталках.
Поставляемые с ООО НПО «Р.О.С.Анти-кор» свинцовые и оловянные полосы в толщине 4 мм по 3–4 штуки свариваются в рулон весом 40–60 кг. Сварка полос производится встык с использованием роботизированного комплекса лазерной наплавки FL-Clad-R4. Комплекс оснащен пятиосевым промышленным роботом KUKA R-120 грузоподъемностью до 120 кг (рис. 3), волоконным иттербиевым лазером LS-4 (IPG Photonics) мощностью 4 кВт, головой оптической для сварки FLW D50L (IPG Photonics) [16].
Сварка полос толщиной 4 мм включает несколько операций: позиционирование пары полос относительно друг друга в горизонтальной плоскости на специализированном столе, сварка с одной стороны, переворот полос, сварка с другой стороны. Сварка осуществляется путем прямого движения лазерного луча по стыку полос со скоростью 10 мм/с. Диаметр луча при этом составляет 4 мм, мощность лазерного излучения – 500 Вт. При таком режиме сварки глубина проплавления с одной стороны составляет 2,5–2,7 мм без значительного растекания свинца или олова
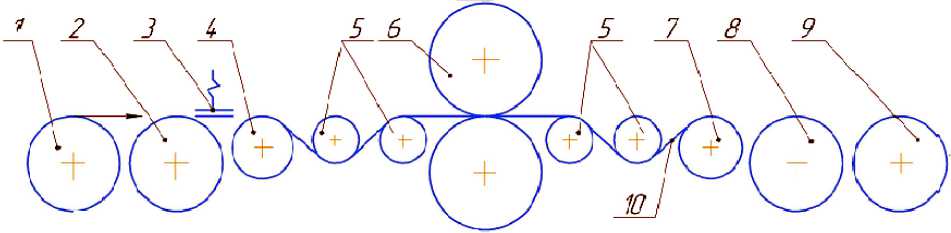
Рис. 2. Схема универсального стана ХПЛ-200: 1 – разматыватель; 2 – моталка; 3 – прижим; 4 – фрикционная моталка, 5 – обводные ролики; 6 – рабочие валки; 7 – фрикционная моталка; 8 – моталка; 9 – концевая моталка; 10 – фольга
Fig. 2. Scheme of the universal mill KhPL-200: 1 – unwinder; 2 – winder; 3 – clamp; 4 – friction winder; 5 – deflector rollers; 6 – work rolls; 7 – friction winder; 8 – winder; 9 – end winder; 10 – foil

Рис. 3. Робот KUKA R-120
Fig. 3. Robot KUKA R-120
из зоны сварки. Таким образом, при сварке с двух сторон происходит проплавление на всю толщину полосы. Толщина сварного шва составляет 5–5,5 мм.
Свинцовые, оловянные и плакированные полосы олово–свинец–олово прокатываются на стане ХПЛ-200 в двухвалковом варианте до толщины 0,3 мм реверсивно по режиму: 4,0 → 2,0 → 1,0 → 0,5 → 0,3 мм. При этом первый проход осуществляется с разматыва-теля, заднее натяжение полос обеспечивается прижимом (см. рис. 2). В первом проходе при прохождении сварного шва через валки для исключения обрывов скорость прокатки полос снижается до 0,1 м/с. Натяжения концов полосы при прокатке обеспечиваются моталками 2 и 8. При этом полоса не охватывает обводные ролики 5 (см. рис. 2).
После достижения толщины полосы 0,3 мм она сматывается на стальную шпулю диаметром 220 мм на концевую моталку. Затем шпуля с полосой вновь устанавливается на разма-тыватель и в первом проходе полоса деформируется до толщины 0,15 мм (это уже согласно ГОСТ 18394–2016 – фольга [1]). При этом передний конец фольги охватывает обводные ролики 5 (см. рис. 2) и заправляется на моталку 7, вращение которой осуществляется через фрикцион, обеспечивающий требуемое натяжение. Заднее натяжение в данном проходе обеспечивается прижимом 3. После схода заднего конца полосы и выхода его из прижима он закрепляется на фрикционной моталке 4, огибая обводные ролики, как показано на схеме рис. 2. В дальнейшем прокатка фольги осуществляется реверсивно с использованием фрикционных моталок 4, 7 (см. рис. 2) по режиму 0,15 → 0,08 → 0,05 → 0,03 мм. Смотка фольги при прокатке производится на установленные на барабаны моталок полихлорвиниловые шпули диаметром 160 мм.
Необходимость использования обводных роликов 5 (см. рис. 2) при прокатке фольги объясняется тем, что при их отсутствии под действием натяжений возникает продольная волнистость, что приводит, как правило, к образованию складок между рабочими валками и моталками и при прокатке образуются гофры или порезы фольги, приводящие к ее обрывам. При использовании обводных роликов фольга на них разглаживается и обеспечивается прокатка без образования складок фольги перед рабочими валками и на моталках.
Резка фольги на требуемую ширину осуществляется на дисковых ножницах с диаметром ножей 80 мм. Между ножами устанавливаются резиновые втулки (рис. 4), изготовленные из мягкой пористой резины [17]. Использование такой резины не приводит к прокалыванию фольги, если на ее поверхности присутствуют твердые частицы. Наличие проколов фольги, как правило, не допускается, или их количество оговаривается заказчиком.
Технологические операции и приведенные режимы обжатий изготовления фольги являются базовыми. При необходимости по

Рис. 4. Дисковые ножи в сборе Fig. 4. Disk knives assembled
требованиям заказчиков режимы деформации корректируются для получения требуемых размеров по толщине и ширине фольги.
За период 2022–2023 гг. в условиях ЮУрГУ и ООО НПО «Р.О.С.Антикор» было изготовлено более 15 т свинцовой, оловянной и свинцовой фольги, плакированной оловом, толщиной 0,04–0,3 мм для предприятий электротехнической, химической промышленности и предприятий ВПК. Минимальный вес заказываемой продукции – 5 кг. Время изготовления заказов, как показал опыт, не превышало трех недель.
Заключение
Представлены технологические режимы и опыт изготовления малотоннажных партий фольги из сплавов свинца и олова толщиной 0,04–0,3 мм в условиях ЮУрГУ и НПО «Р.О.С.Антикор». Имеющееся технологическое оборудование в НПО «Р.О.С.Антикор» позволяет, используя карточный метод холодной прокатки, изготавливать фольгу толщиной 0,1 мм и шириной до 600 мм. В ЮУрГУ имеется возможность производить фольгу толщиной 0,04 мм и шириной до 130 мм рулонным методом.
Фольга поставляется в соответствии с ТУ 1835-007-61252951-2016. В период 2022–2023 гг. было изготовлено более 15 т фольги. Причем основное количество фольги (14,5 т) было произведено на оборудовании ЮУрГУ.
Список литературы Изготовление фольги из сплавов свинца и олова в условиях ЮУрГУ и ООО НПО «Р.О.С.Антикор»
- ГОСТ 18394–2016. Фольга свинцовая, плакированная оловом, и оловянная. Технические условия. М.: Стандартинформ, 2017. 7 с.
- Прокатка цветных металлов. В 3 ч. Ч. 1: Производство листов и лент из тяжелых и легких металлов и их сплавов / под ред. П.С. Истомина. М.; Л.; Свердловск: Госметаллургиздат, 1934. 534 с.
- Прокатка цветных металлов. В 3 ч. Ч. 3: 1. Теория прокатки. 2. Расчеты оборудования прокатных цехов. 3. Калибровка прокатных валков / под ред. П.С. Истомина. М.; Л.; Свердловск: Госметаллургиздат, 1933–1934. 488 с.
- Davis E. Metal foil rolling // Metallurgy. Manchester, 1933. P. 141–143.
- Смирягин А.П., Смирягина Н.А., Белова А.В. Промышленные цветные металлы и сплавы. М.: Металлургия, 1974. 488 с.
- Черняк С.Н., Карасевич В.И. Производство фольги. М.: Металлургиздат, 1957. 272 с.
- Черняк С.Н., Карасевич В.И., Коваленко П.А. Производство фольги. М.: Металлургия, 1968. 386 с.
- Распоряжение Правительства РФ от 28 декабря 2022 г. № 4260-Р.
- ТУ 1835-007-61252951-2016. Фольга свинцовая, свинцовая, плакированная оловом, и оловянная. Челябинск: ООО НПО «Р.О.С.Антикор», 2016. 8 с.
- ГОСТ 3778–98. Свинец. Технические условия. М.: ИПК Издательство стандартов, 2003. 11 с.
- ГОСТ 1089–82. Сурьма. Технические условия. М.: ИПК Издательство стандартов, 2002. 6 с.
- ГОСТ 860–75. Олово. Технические условия. М.: Стандартинформ, 2008. 12 с.
- Биметаллы / Л.Н. Дмитров, Е.В. Кузнецов, А.Г. Кобелев и др. Пермь: Перм. кн. изд-во, 1991. 415 с.
- Слоистые металлические композиции / И.Н. Потапов, В.Н. Лебедев, А.Г. Кобелев и др. М.: Металлургия, 1986. 216 с.
- Пелленен А.П., Хабибуллин А.А. Экспериментальное исследование качества обрезки кромки плакирующей ленты при плакировании лент холодной прокаткой // Вестник ЮУрГУ. Серия «Металлургия». 2015. Т. 15, № 4. С. 147–150. DOI: 10.14529/met150420
- Роботизированный комплекс лазерной наплавки IRE-POLUS. URL: https://www.ipgphotonics.com/ru/products/laser-systems/naplavka-termouprochnenie/sistemy-dlya-naplavki/yacheykilazernoy-naplavki.
- ТУ 38 105867-90. Пластина пористая техническая с двумя пленками. М.: ВНИИЭМИ, 1990. 18 с.
