Измерение распределения плотности тока электронного пучка электронно-лучевой сварки по его поперечному сечению

Автор: Семенов Ю.И., Алякринский О.Н., Девятайкина Т.А., Косачевв М.Ю.
Журнал: Журнал Сибирского федерального университета. Серия: Техника и технологии @technologies-sfu
Рубрика: Исследования. Проектирование. Опыт эксплуатации
Статья в выпуске: 8 т.16, 2023 года.
Бесплатный доступ
В процессе проведения электронно-лучевой сварки важное практическое значение имеет правильный подбор размера пятна электронного пучка на стыке свариваемых конструкций, расположение фокуса электронного пучка относительно границы «поверхность стыка - вакуум», а также распределение удельной мощности по поперечному сечению пучка. Цель работы - представить метод измерения распределения плотности тока электронного пучка электронно- лучевой сварки по его поперечному сечению, заключающийся в осциллографировании тока электронов, проходящих через узкую измерительную щель металлической пластины в цилиндр Фарадея при быстрой развёртке измеряемого пучка электронов поперёк измерительных щелей. Представленный метод позволит находить положение фокуса сварочного электронного пучка, определять размер профиля электронного пучка в необходимом месте траектории сварочного пучка, а также автоматизировать процесс измерения этих параметров сварочного электронного пучка. При данном методе точность измерения ухудшается из-за того, что от полезного сигнала цилиндра Фарадея вычитается величина тока отражённых из цилиндра Фарадея электронов, а термоэмиссионные электроны от измерительной решётки при работе на высоком уровне измеряемого тока добавляются. Чтобы минимизировать их влияние, использован дополнительный решётчатый экран, электрически связанный с цилиндром Фарадея. Измеряемый сварочный ток создаёт высокую тепловую нагрузку на измерительную решётку, поэтому развёртка пучка по ней производится на максимально быстрой скорости, какую позволяет полоса пропускания системы развертки с минимальной нелинейностью. Измерительная решётка изготовлена из тугоплавкого тантала. Основную часть тепловой нагрузки импульса измеряемого тока вне времени развёртки пучка принимают массивные медные экраны, один из которых имеет форму решётки, щели которых шире, чем щели у измерительной решётки. Данным методом проведено измерение распределения плотности тока источника пучка электронов с энергией 90 кэВ в диапазоне от 1 мА до 80 мА. Предлагаемый способ позволяет проводить измерение распределения плотноститока электронного пучка электронно-лучевой сварки по его поперечному сечению с точностью до ±10 %.
Электронно-лучевая сварка, профиль электронного пучка, измерение профиля электронного пучка, измерительная решётка
Короткий адрес: https://sciup.org/146282754
IDR: 146282754 | УДК: 621.385.832.24
Measurement of the current density distribution of the electron beam welding over its cross section
In the process of electron-beam welding, the correct selection of the size of the electron beam spot at the junction of the structures to be welded, the location of the focus of the electron beam relative to the “junction surface - vacuum” boundary, and the distribution of specific power over the beam cross section are of great practical importance. The purpose of the work is to present a method for measuring the current density distribution of an electron beam of electron beam welding over its cross section, which consists in oscillography of the electron current passing through a narrow measuring slit of a metal plate into a Faraday cup with a fast sweep of the measured electron beam across the measuring slits. The presented method will make it possible to find the position of the focus of the welding electron beam, determine the size of the electron beam profile in the required place of the welding beam trajectory, and also automate the process of measuring these parameters of the welding electron beam. With this method of measurement, the measurement accuracy deteriorates due to the fact that the value of the current of electrons reflected from the Faraday cup is subtracted from the useful signal of the Faraday cup, and thermionic electrons from the measuring grid are added when operating at a high level of the measured current. To minimize their influence, an additional grating shield electrically connected to the Faraday cup was used. The measured welding current creates a high thermal load on the measuring grating, so the beam is scanned along it at the fastest possible speed, which is allowed by the bandwidth of the scanning system with minimal nonlinearity. The grid is made of refractory tantalum. The main part of the thermal load of the measured current pulse outside the beam sweep time is taken by massive copper screens, one of which has the shape of a grating, the slots of which are wider than those of the measuring grating. This method was used to measure the distribution of the current density of a source of an electron beam with an energy of 90 keV in the range from 1 mA to 80 mA. The proposed method allows measuring the current density distribution of the electron beam of electron beam welding over its cross section with an accuracy of ±10 %.
Текст научной статьи Измерение распределения плотности тока электронного пучка электронно-лучевой сварки по его поперечному сечению
Введение. В процессе проведения электронно-лучевой сварки важное значение имеет правильный подбор размера пятна электронного пучка на стыке свариваемых конструкций, расположение фокуса электронного пучка относительно границы «поверхность стыка – вакуум», а также распределение удельной мощности по поперечному сечению пучка.
Измерение распределения плотности тока электронного пучка электронно-лучевой сварки по его поперечному сечению вносит существенную ясность в определение этих параметров.
Цель работы – представить метод измерения распределения плотности тока электронного пучка электронно-лучевой сварки по его поперечному сечению, заключающийся в осцилло-графировании тока электронов, проходящих через узкую измерительную щель металлической пластины в цилиндр Фарадея при быстрой развёртке измеряемого пучка электронов поперёк измерительных щелей.
Проведены испытания метода при энергии 90 кэВ в диапазоне от1 мА до 80 мА с точностью до ±10 %.
Описание метода. Метод измерения распределения плотности тока электронного пучка электронно-лучевой сварки по его поперечному сечению заключается в осциллографирова-нии тока электронов, проходящих через узкую измерительную щель металлической пластины в цилиндр Фарадея при быстрой развёртке измеряемого пучка электронов поперёк измерительных щелей.
Глубина проплавления сварочного шва при определённых допущениях описывается как [1]:
_ UI / 1 \ 1
dv \cpTs + Hs) г + г 2 . р10-вЯ f 1 + 1 A где h – глубина проплавления, м; U – ускоряющее напряжение электронной пушки, B; I – ток пучка, А; d – диаметр фокусного пятна на детали, м; v – скорость сварки, м/с; c – удельная теплоёмкость, Дж/(кг·К); ρ – плотность, кг/м3; TS – разность температур плавления и температуры окружающей среды, K; λ – теплопроводность, Вт/(м·К); а – температуропроводность, м2 /с; HS – энтальпия плавления, Дж/м3.
Из выражения (1) следует, что для увеличения пределов величины измеряемого тока с минимальным повреждением поверхности измерительной решётки необходимо:
-
• иметь максимально быструю скорость развёртки измеряемого пучка;
-
• изготовить измерительную решётку из тугоплавкого материала с высокой энтальпией плавления (в нашем случае из тантала);
-
• изготовить защитную решётку и защитный экран из материала с высокими теплоёмкостью и температуропроводностью (в нашем случае из меди).
В работе [2] для измерения распределения плотности тока электронного пучка использована в качестве датчика тонкая вольфрамовая проволока, с которой фиксировался ток электронов, когда сканируют, электронным пучком поперёк её оси. Недостатки:
-
• при пересечении проволоки угол падения электронов на датчик изменяется от 0° до 90°, что вызывает переменное количество отражённых электронов, уменьшающих ток датчика;
-
• малый объём проволоки пропорциональный квадрату её диаметра и диаметру поперечного сечения электронного пучка нагревается под пучком при малых уровнях тока пучка до температуры, достаточной для термоэмиссии электронов с поверхности датчика, ток которых вычитается от полезного сигнала датчика, ограничивая величину измеряемого тока пучка.
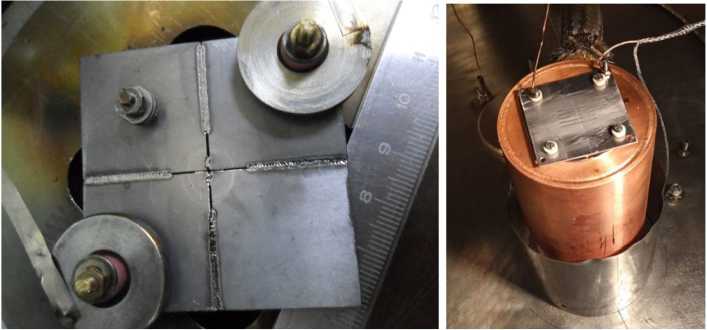
В [3] путем круговой развертки пучка поперек щели шириной 0,5 мм измерительной пластины толщиной 0,8 мм из тантала (рис. 1а) измерялся размер пучка на полувысоте профиля пучка в двух взаимоперпендикулярных плоскостях, проходящих через ось пучка. Такой датчик измерителя помещается на цилиндр Фарадея, и измеряется ток заряда, прошедшего через щели датчика. В этом случае влияние боковых стенок измерительной щели минимально. Недостатки:
-
• сложно обеспечить точное совпадение точки пересечения измерительных щелей с центром траектории развёртки пучка;
-
• сложно обеспечить точное измерение диаметра трека круговой развёртки пучка по измерительной пластине.
В [4] путём линейной развёртки с постоянной скоростью электронного пучка поперёк щелей измерительной решётки измерялся диаметр пучка на полувысоте профиля пучка. Измерительная решётка изготовлена из танталовой пластины толщиной 0,8 мм и состоит из пяти параллельных сквозных щелей шириной 0,6 мм каждая с равномерным шагом между собой. Такой датчик-решётка помещается на цилиндр Фарадея (рис. 1б), и измеряется ток заряда, прошедшего через щели датчика. Для уменьшения количества вторичных электронов, отражённых из цилиндра Фарадея и термоэмиссионных электронов с измерительной решётки, по-
а б
Рис. 1. Измерительная решётка на цилиндре Фарадея (а) [2] и (б) [3]
Fig. 1. Measuring grating on a Faraday cup (a) [2] and (b) [3]
– 925 – падающих в цилиндр Фарадея, под измерительной решёткой располагается металлическая решётка с такими же размерами, как у измерительной решётки, но с увеличенной шириной щелей и электрически соединённая с цилиндром Фарадея.
Недостатки:
-
• почти вся энергия измеряемого пучка выделяется на измерительной решётке, ограничивая верхний предел значения измеряемого тока;
-
• большое количество измерительных щелей уменьшает ширину полос между щелями, вызывая их преждевременный нагрев и деформацию.
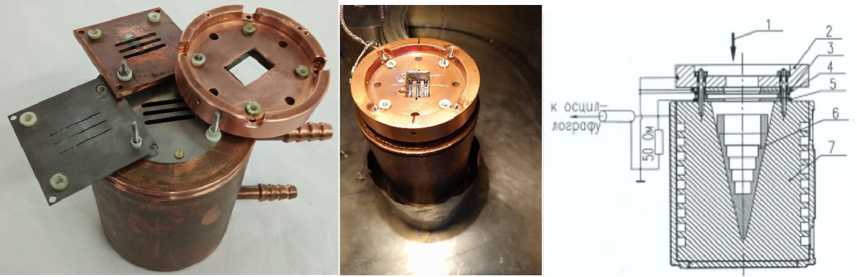
С учётом предыдущего опыта щелевой датчик для измерения распределения плотности тока для более высоких уровней тока был доработан (рис. 2а, 2б, 2в). Над измерительной решеткой расположили защитный медный экран 3 (рис. 2в) таких же размеров, как у измерительной решётки, но с увеличенной шириной щелей 3 мм и толщиной 4 мм, которая принимает на себя основную тепловую нагрузку от импульса тока источника электронного пучка в период от начала импульса тока источника до начала развёртки пучка и после прекращения развёртки пучка до окончания импульса тока источника (рис. 4). Для измерения максимально высоких величин тока источника на датчик измерителя ставится второй более массивный дополнительный медный экран (2).
Для уменьшения количества вторичных электронов, отражённых из цилиндра Фарадея, под измерительной решёткой располагается металлическая решётка 5 с такими же размерами, как у измерительной решётки, но с увеличенной шириной щелей и электрически соединённая с цилиндром Фарадея. Измерительная решётка 1 (рис. 3) имеет три параллельные равноотстоящие друг от друга щели 2, 4, 5 (рис. 3):
-
• проходящая через плоскость симметрии 4 – измерительная;
а
б
в
Рис. 2. Фото деталей датчика измерителя (а), датчик измерителя в сборе (б) и схема измерения (в). 1 – измеряемый электронный пучок, 2 – дополнительный защитный медный экран, 3 – защитный медный экран, 4 – измерительная решётка, 5 – экран для уменьшения количества вторичных электронов из цилиндра Фарадея и термоэмиссионных электронов с измерительной решётки, попадающих в цилиндр Фарадея, 6 – графитовая вставка, 7 – водоохлаждаемый цилиндр Фарадея
Fig. 2. Photo of meter sensor parts (a), meter sensor assembly (b) and measurement scheme (c). 1 – measured electron beam, 2 – additional protective copper screen, 3 – protective copper screen, 4 – measuring grid, 5 – screen to reduce the number of secondary electrons from the Faraday cup and thermionic electrons from the measuring grid falling into the Faraday cup, 6 – graphite insert, 7 – water-cooled Faraday cup
а б в
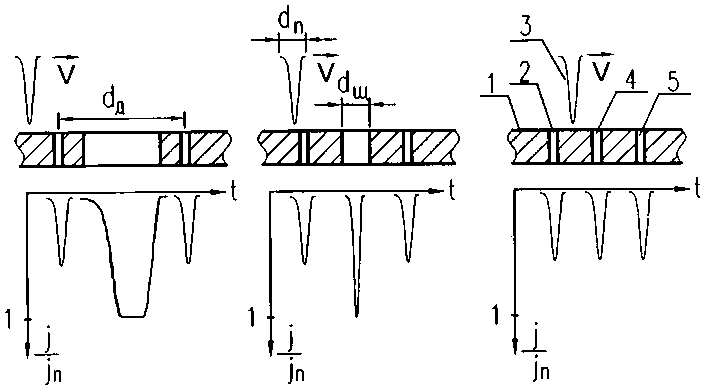
Рис. 3. Графики зависимости тока цилиндра Фарадея в относительных величинах от времени для различных соотношений ширины измерительной щели и диаметра профиля пучка по его основанию
Fig. 3. Graphs of the dependence of the current of the Faraday cup in relative values on time for various ratios of the width of the measuring slit and the diameter of the beam profile at its base

Рис. 4. Временная диаграмма измерения (жёлтый трек – сигнал с цилиндра Фарадея, зелёный трек – импульс модуляции тока источника, малиновый – импульс модуляции тока сканирующей линзы)
Fig. 4. Timing diagram of the measurement. The yellow track is the signal from the Faraday cup, the green track is the source current modulation pulse, the crimson track is the scanning lens current modulation pulse
-
• две боковые 2 и 5 – для определения линейной скорости развёртки пучка по осциллограмме.
Диаметр пучка на полувысоте его профиля опредляется как:
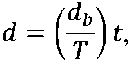
где d – диаметр пучка на полувысоте его профиля, мм; db – расстояние между плоскостями симметрии боковых щелей решётки, мм; T – время прохождения пучком расстояния db из осциллограммы, мс; t – время прохождения пучком ширины профиля пучка на его полувысоте из осциллограммы, мс.
На (рис. 3а, 3б, 3в) представлены графики зависимости тока цилиндра Фарадея (в относительных величинах) от времени для различных соотношений ширины измерительной щели и диаметра профиля пучка по его основанию, когда: (рис. 3а) – ширина измерительной щели d s больше диаметра профиля пучка по его основанию dp; (рис. 3б) – ширина измерительной щели ds равна диаметру профиля пучка по его основанию dp; (рис. 3в) – ширина измерительной щели ds меньше диаметра профиля пучка по его основанию dp.
Здесь V – направление развёртки пучка, jm – ток цилиндра Фарадея, когда ширина измерительной щели ds равна или больше диаметра профиля пучка по его основанию dp, который оценивается как:
jm js jsee Jr jteFc + jtemg , где js, jsee, jr, и jjteFc – соответственно плотности токов источника, вторично эмиссионных электронов, отражённых электронов и термоэмиссионных электронов, вылетающих из цилиндра Фарадея через щели экрана 5 (рис. 2в) в сторону измерительной решётки 4, а jtemg – плотность тока термоэмиссионных электронов, вылетающих с измерительной решётки в сторону цилиндра Фарадея из-за её нагрева при измерении тока источника высокой величины.
Из (рис. 3в) видно, когда ширина измерительной щели ds меньше диаметра профиля пучка по его основанию dp, отношение j / jm меньше единицы. Это позволяет регулированием тока фокусирующей линзы подобрать максимальную величину отношения j / j m , что будет соответствовать положению фокуса пучка в области измерительной решётки, и таким образом по осциллограмме зафиксировать распределение плотности тока и измерить ширину профиля в фокусе электронного пучка на его полувысоте.
Такой способ позволяет автоматизировать процесс наведения фокуса пучка в необходимом месте в процессе электронно-лучевой сварки.

Рис. 5. Осциллограмма сигнала с цилиндра Фарадея, когда ширина измерительной щели больше диаметра профиля пучка по его основанию (жёлтый трек – сигнал с цилиндра Фарадея, малиновый – импульс модуляции тока сканирующей линзы)
Fig. 5. Oscillogram of the signal from the Faraday cup, when the width of the measuring gap greater than the diameter of the beam profile at its base (yellow track is the signal from the Faraday cup, crimson track is the current modulation pulse of the scanning lens)
Обсуждение результатов. Измерение профиля пучка проводится сканированием по щелевому датчику, состоящему из 3 последовательно расположенных щелей. Ширина щели – 0,6 мм. Расстояние между щелями 6 мм, с точностью ±0,1 мм.
Предположив, что профиль пучка имеет нормальное распределение, можно записать ток, прошедший через щели в виде:

где I(t) – ток пучка, прошедший через щели, Ib – полный ток пучка, vscan – скорость сканирования, n – число перемычек между соседними щелями, x0 – положение первой щели и σ – среднеквадратическое отклонение, связанное с размером пучка на полувысоте по формуле:
FWHM = 2o-V2Zn2
Параметры профиля пучка определяются с помощью аппроксимации функции (4) по точкам методом наименьших квадратов. Результат аппроксимации приведен на рис. 6.
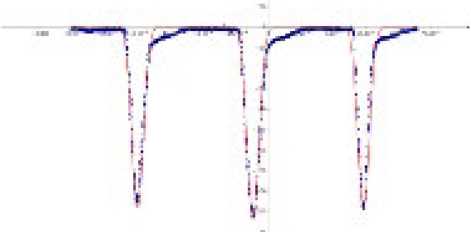
Рис. 6. Измеренные значения тока, прошедшего через щели, и его аппроксимация по формуле (4)
Fig. 6. Measured values of current, passed through slits, and approximation by eq. (4)
Видно, что экспериментальные точки имеют отклонение от кривой аппроксимации. Это связано с шумами и возможными погрешностями при определении ширины щелей. Для определения погрешности проводилась вариация размера пучка в аппроксимирующей функции, так чтобы все точки оказались внутри или снаружи кривой. Погрешность определения размера пучка составила ±10 %.
Проведены тестовые измерения размеров электронного пучка с энергией электронов 90 кэВ в диапазоне токов электронного пучка от 2 мА до 80 мА, при этом погрешность определения размера пучка составляет около ±10 %.
Выводы. Представлено описание метода измерения распределения плотности тока электронного пучка электронно-лучевой сварки по его поперечному сечению. Проведены тестовые измерения размеров электронного пучка с энергией электронов 90 кэВ в диапазоне токов электронного пучка от 2 мА до 80 мА. На результаты измерения влияют вторично эмиссионные – 929 – электроны, отражённые электроны и термоэмиссионные электроны, вылетающие из цилиндра Фарадея через щели экрана цилиндра Фарадея в сторону измерительной решётки, а также термоэмиссионные электроны, вылетающие с измерительной решётки в сторону цилиндра Фарадея из-за её нагрева при измерении тока источника высокой величины. Влияние термоэмиссионных электронов заметно при измерении профиля тока достаточно высокого значения и возрастает с дальнейшим увеличением измеряемого тока.
Для увеличения пределов величины измеряемого тока с минимальным повреждением поверхности измерительной решётки необходимо:
-
• иметь максимально быструю скорость развёртки измеряемого пучка;
-
• изготовить измерительную решётку из тугоплавкого материала с высокой энтальпией плавления (в нашем случае из тантала);
-
• изготовить защитную решётку и защитный экран из материала с высокими теплоёмкостью и температуропроводностью (в нашем случае из меди).
Список литературы Измерение распределения плотности тока электронного пучка электронно-лучевой сварки по его поперечному сечению
- Шиллер З., Гайзиг У., Панцер З. Электронно-лучевая технология, М.: Энергия, 1980, 528.
- Семенов Ю. И., Алякринский О. Н., Болховитянов Д. Ю., Логачев П. В., Медведев А. М., Спесивцев А. Б., Старостенко А. А. Яминов К. Р. Макет 3D-принтера для изготовления металлических структур из тугоплавких металлов с помощью электронно-лучевых аддитивных технологий, Взаимодействие высококонцентрированных потоков энергии с материалами в перспективных технологиях и медицине: Доклады VI Всероссийской конференции, Новосибирск, 24-27 марта 2015 г., Новосибирск: Параллель, 2015, 2, 76-79.
- Алякринский О. Н., Губин К. В., Косачев М. Ю., Купер Э. А., Логачев П. В., Медведев А. М., Овчар В. К., Репков В. В., Семенов Ю. И., Сизов М. М., Старостенко А. А., Федотов М. Г., Цыганов А. С. Прототип источника пучка электронов с лазерным подогревом катода. Научное приборостроение, 2018, 28(4), 8-14. EDN: VKOFKO
- Семенов Ю. И., Болховитянов Д. Ю., Довженко Б. А., Гусев И. А., Девятайкина Т. А., Жариков А. А., Косачев М. Ю., Купер Э. А., Логачев П. В., Прокопец В. В., Протопопов А. Ю., Репков В. В., Сеньков Д. В., Старостенко А. А., Цыганов А. С. Компактный источник электронного пучка для установок электронно-лучевой сварки с расположением электронной пушки и источника высоковольтного напряжения в едином моноблоке. Концепция и стендовые испытания прототипа моноблока. Журнал Сибирского федерального университета. Серия: Техника и технологии, 2022, 15(6), 712-724. EDN: HQMYQS
