Изнашивание деталей дорожно-строительных машин при фреттинг-коррозии

Автор: Мухаметшина Румия Мугаллимовна
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 1-2 т.19, 2017 года.
Бесплатный доступ
В статье рассмотрены особенности изнашивания малоподвижных соединений дорожно-строительных машин. Проанализированы причины возникновения фреттинг-коррозии в узлах машин, и определены его основные закономерности. Обсужден механизм фреттинг-изнашивания, предложена модель развития фреттинг-коррозии на контактирующих поверхностях сопряженных деталей. Сформулированы способы защиты от фреттинг-коррозии.
Дорожно-строительная машина, фреттинг-коррозия, изнашивание, микротрещина
Короткий адрес: https://sciup.org/148205035
IDR: 148205035 | УДК: 621.
Wear of road building machines details by fretting corrosion
In paper the features of wear the inactive connections of road-building machines are considered. The causes of fretting corrosion in machine knots are analyzed, and its main regularities are defined. The fretting-wear mechanism is discussed, the model of development the fretting corrosion on the contacting surfaces of the interfaced details is offered. Ways of protection against fretting corrosion are formulated.
Текст научной статьи Изнашивание деталей дорожно-строительных машин при фреттинг-коррозии
условий окружающей среды, эксплуатационных факторов, вследствие деформации деталей под нагрузкой, возникают относительные микроперемещения сопрягаемых поверхностей деталей машин. При тесном контакте поверхностей деталей, находящихся под достаточно большой нагрузкой и подвергающихся очень слабому относительному перемещению в зоне контакта сопряженных деталей развивается фреттинг-коррозия.
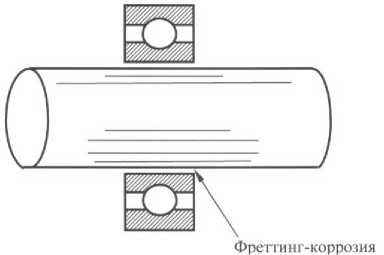
Рис. 1. Фреттинг-коррозия при плотной посадке в условиях вибрации
Процесс разрушения плотно контактирующих поверхностей деталей машин из-за фреттинг-коррозии возможен и в процессе технического обслуживания, и ремонта в результате вибрации, возбуждаемой работающими механизмами, а также при транспортировании или хранении из-за микро-сейсмических воздействий [5-7]. Для обеспечения скольжения одной поверхности относительно другой достаточны микроперемещения с амплитудой 0,025 мкм. Малейшие скольжения, вызываемые вибрациями высокой частоты, различия в упругой деформации поверхностей деталей, рабочих органов дорожно-строительных машин могут быть достаточной причиной для возникновения в этих условиях фреттинг-коррозии.
Механизм процесса разрушения поверхностей сопряженных деталей машин при фреттинг-коррозии является сложным и неоднозначным. В настоящее время нет единой удовлетворительной теории относительно кинетики развития повреждений в условиях фреттинг-коррозии. Контакт рабочих поверхностей деталей является дискретным, определяемый шероховатостью поверхностей, и первоначальное контактирование деталей происходит в отдельных точках поверхности (рис. 2). В результате циклических микроперемещений контактирующих поверхностей образуются микрозадиры в пределах одной или нескольких площадок фактического контакта. В дальнейшем увеличивается плотность площадок фактического контакта, происходит интенсивное окисление продуктов изнашивания. Оторвавшиеся мельчайшие частицы поверхности материала, обладая очень большой энергией, окисляются при взаимодействии с кислородом воздуха и адсорбированными молекулами воды. Продукты износа стальных деталей при фреттинг-коррозии состоят из оксидов, гидроксидов железа и других продуктов окисления, образующихся в результате следующих процессов:
3Fe + 2O2 = Fe 3O4
4Fe+3O +3SO =Fe (SO )
2Fe+3O +6HO=4Fe(OH)
3Fe + 4H2O^ Fe3O4+4H2 T
Fe O + Fe=4FeO
При вибрации оксидные пленки в зоне фактического контакта разрушаются, образуются небольшие каверны, заполненные оксидными пленками, которые постепенно увеличиваются в размерах и сливаются в одну большую каверну. В ней повышается давление окисленных частиц металла, образуются трещины. Некоторые трещины сливаются, и происходит откалывание отдельных объемов металла. Вследствие малой амплитуды перемещения соприкасающихся поверхностей повреждения сосредоточиваются на небольших площадках действительного контакта. Разрушение заключается в образовании на соприкасающихся поверхностях мелких язв и продуктов коррозии в виде налета, пятен и порошка.
При фреттинг-коррозии, в отличие от других видов изнашивания, продукты изнашивая не могут выйти из зоны контакта рабочих поверхностей, в результате возникает высокое давление и увеличивается их абразивное действие на основной металл.
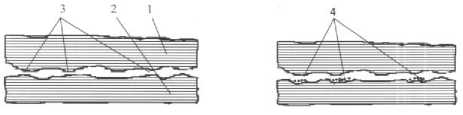
Рис. 2. Механизм образования каверн в зоне трибоконтакта при фреттинг-коррозии:
1 и 2 - контактирующие детали; 3 - точки контакта поверхностей; 4 - зарождающиеся каверны
Внешним проявлением повреждений при фреттинг-коррозии являются натиры поверхностей, налипания металла, раковины, заполненные по-рошкообразиыми продуктами окисления, полосы, канавки локального разрушения, а также поверхностные микротрещины. Основным диагностическим признаком фреттинг-коррозии является наличие на сопряженных поверхностях трения продуктов коррозии в виде окрашенных пятен, в которых сосредоточены продукты окисления.
Модель развития фреттинг-коррозии в сопряженных соединениях узлов машин может быть представлена в виде следующих основных этапов (рис. 3). Вследствие циклических колебательных относительных перемещений рабочих поверхностей происходят пластические деформации микровыступов, разрушение выступов и защитных пленок, повышение контактной температуры. Образовавшиеся первичные продукты разрушения быстро окисляются кислородом воздуха. В дальнейшем в зоне трибоконтакта под действием влаги, кислорода воздуха и других реакционных частиц формируется коррозионно-активная среда, интенсифицирующая процесс разрушения сопряженных поверхностей деталей машин. Контактирующие поверхности деталей, подвергаясь коррозионным воздействиям и циклическим деформациям разупрочняются и начинают интенсивно разрушаться. Таким образом, при фреттинг-коррозии происходит локализованное разрушение сопряженных деталей машин, что снижает их ресурс и безопасную эксплуатацию.
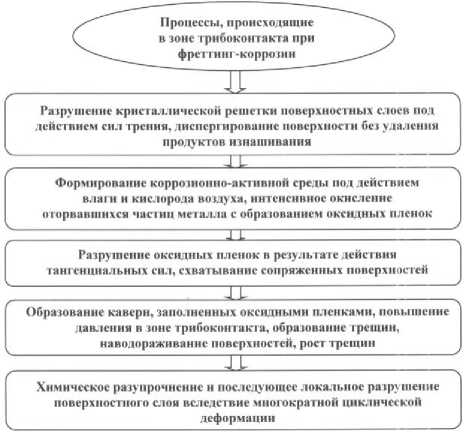
Процессы, происходящие в зоне трибоконтакта при фреттинг-коррозии
Формирование коррозионно-активной среды под действием влаги и кислорода воздуха, интенсивное окисление оторвавшихся частиц металла с образованием оксидных пленок
----------------------------)
Разрушение кристаллической решетки поверхностных слоев пол действием сил трения, диспергирование поверхности без удаления продуктов изнашивания
11 — ______
Химическое разупрочнение и последующее локальное разрушение поверхностного слоя вследствие многократной циклической деформации
Образование каверн, заполненных оксидными пленками, повышение давления в зоне т рибоконтакта, образование трещин, наводораживание поверхностей, рост трещин
Разрушение оксидных пленок в результате действия тангенциальных сил, схватывание сопряженных поверхностей
Рис. 3. Модель развития фреттинг-коррозии в зоне трибоконтакта
Анализируя закономерности механизма фреттинг-коррозии необходимо отметить, что процесс изнашивания сопряженных поверхностей деталей машин сопровождается взаимосвязанными процессами механического разрушения и абразивного износа и физико-химического взаимодействия материалов в зоне контактного сопряжения деталей. Напряженное состояние, возникающее в реальных контактах сопряженных деталей, является сложным, в котором действуют одновременно составляющие от нормальных напряжений сжатия и от сил трения, приводящие к возникновению знакопеременных касательных напряжений. Снижение потенциала работоспособности узлов трения в условиях фреттинг-коррозии связано с накоплением необратимых повреждений как механической, так и физико-химической природы.
Интенсивность разрушения поверхностей при фреттинг-коррозии зависит от амплитуды и частоты колебаний при относительных перемещениях, величины давления в зоне контакта, числа циклов нагружения, физико-химических и механических свойств поверхностных слоев и природы их материала, состава и свойств окружающей среды. Наиболее значимым фактором, определяющим интенсивность разрушений в условиях фреттинг-коррозии, является величина коэффициента проскальзывания в зоне контакта, который определяется по формуле:
f
1 ар
1-А ,
где А - амплитуда перемещений при давлении в зоне контакта Р = 0; А р - амплитуда при Р > 0.
Для возникновения фреттинг-коррозии достаточно колебательных перемещений поверхностей с амплитудой скольжения A = 8 • IO-7 мм.
Существенное влияние на процесс изнашивания при фреттинг-коррозии оказывает наводо-роживание поверхностей деталей [8]. Водород, выделяемый в зоне трибоконтакта в условиях высоких температур водой, другими материалами просачивается в микротрещины поверхностей и соединяясь в молекулы распирает стенки микротрещин, способствуя их росту.
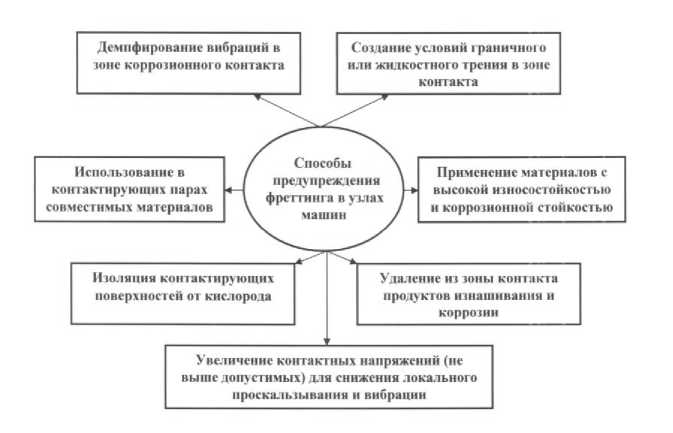
Рис. 4. Методы предупреждения фреттинг-коррозии в узлах машин
Надежность ДСМ, работающих в условиях высоких динамических нагрузок, во многом обусловлена процессами, происходящими в зоне контакта сопряженных деталей. Выявление закономерностей изнашивания сопряженных деталей позволяет сформулировать основные способы предупреждения фреттинг-коррозии в узлах машин (рис. 4). Эффективным способом предотвращения изнашивания при фреттинг-коррозии является подбор пар коррозионно-стойких материалов контактирующих деталей. Так, использование тефлона и резины в соединении вал-втулка позволяет почти полностью устранить фреттинг-коррозию. Тефлоновую пленку напыляют на вал, а затем деталь подвергают термообработке, и перед сборкой покрывают пластичным смазочным материалом. Часто используют в качестве прокладки между контактирующими поверхностями резину, что позволяет предотвратить изнашивание при фреттинг-коррозии [9].
Износостойкость материалов определяется на стадии проектирования при подборе конструкционных материалов. Исследования процессов фреттинг-изнашивания в парах трения алюминий-сталь и цинк-сталь свидетельствуют о сильном разрушении закаленной хромистой стали при трении об алюминий. Напротив, цинк с большей, чем у алюминия твердостью, повреждается значительно меньше [10]. При подборе материалов трибосопряжений необходимо руководствоваться не только физико-химическими свойствами исходных материалов, а важно прогнозировать в процессе проектирования узлов трения природу образующихся продуктов окисления, прочность их сцепления с основным материалом, твердость оксидов и размеров их частиц в продуктах изнашивания.
При современном конструировании машин большое внимание уделяется наиболее благоприятному, с точки зрения долговечности, взаимодействию деталей и рациональному расположению сил, действующих на детали машин. Конструкция узлов трения должна обеспечивать ремонт быстроизна-шивающихся деталей и быструю замену их в процессе эксплуатации.
Список литературы Изнашивание деталей дорожно-строительных машин при фреттинг-коррозии
- Когаев, В.П. Прочность и износостойкость деталей машин/В.П. Когаев, Ю.Н. Дроздов. -М.: Высшая школа, 1991. 321 с.
- Уотерхауз, Р.Б. Фреттинг-коррозия. -Л.: Машиностроение, 1976. 271 с.
- Густов, Ю.И. Исследование конструкционно-технологических и эксплуатационных показателей строительной техники//Известия КГАСУ. 2014. № 4 (30). С. 470-475.
- Мухаметшина, Р.М. Отказы дорожно-строительных машин по параметрам коррозии//Известия КГАСУ. 2013. № 4 (26). С. 403-408.
- Галего, Н.Л. Фреттинг-коррозия металлов/Н.Л. Галего, А.Я. Алябьев, В.В. Шевеля -Киев: Техника, 1974. 272 с.
- Петухов, А.Н. О механизме фреттинга и фреттинг-усталости в малоподвижных соединениях деталей машин. конверсия в машиностроении//Conversion in maсhine building of Russia. 2002. №4. С. 42-47.
- Петухов, А.Н. Методические особенности изучения процесса фреттинг-коррозии в связи с усталостью металлов//Заводская лаборатория. 1974. №10. С. 1246-1250.
- Мухаметшина, Р.М. Водородное изнашивание деталей дорожно-строительных машин//Известия КГАСУ. 2015. № 4 (34). С. 334-338.
- Гаркунов, Д.Н. Виды трения и износа. Эксплуатационные повреждения деталей машин/Д.Н. Гаркунов, П.И. Корник. -М.: Изд. МСХА, 2003. 205 с.
- Зорин, В.А. Технология машиностроения, производство и ремонт подъемно-транспортных, строительных и дорожных машин. -М.: Академия, 2010. 576 с.
