Износ и разрушение поверхностного слоя обрезиненных валов кожевеных машин

Автор: Дарда Игорь Владимирович, Кочетков Алексей Сергеевич, Сумзина Лариса Владимировна
Журнал: Сервис в России и за рубежом @service-rusjournal
Рубрика: Техническое обслуживание оборудования
Статья в выпуске: 4 (51), 2014 года.
Бесплатный доступ
Изнашивание валов кожевенных машин в процессе их эксплуатации представляет собой процесс разрушения их поверхности в зоне рабочего контакта вследствие действия ряда факторов. В их основе лежат механические, физико-химические и другие явления, сопровождающие процесс обработки кожевенных материалов с относительно высокой степенью влажности и наличием агрессивных сред. Наибольший теоретический и практический интерес при этом представляет усталостный износ, вызывающий отказы машин и необходимость проведения ремонтно-восстановительных работ. Проведена экспериментальная оценка толщины поверхностного слоя обрезиненного вала вокруг частицы наполнителя и ее зависимости от эффективного объема. Показано, что факторами усиления эксплуатационных свойств резин от внесения наполнителей являются: размеры частиц наполнителя, их удельная поверхность и активность, структурированность, характер и сила взаимодействия с каучуковой матрицей
Вал, высокоэластичный материал, деформация, износ, кожевенные машины, микротрещины, напряжение, слой резины, разрушение
Короткий адрес: https://sciup.org/14057807
IDR: 14057807 | УДК: 62-252.6 | DOI: 10.12737/4848
Amortization and destruction of the surface layer of rubberized shafts in leather-working machines
In the course of rubber bowl amortization, the surface wears outs in the contact zone due to a number of factors, the most significant of which are related to the mechanical, physical and / or chemical, and other aspects of the leather working process, and are coupled with high humidity and corrosion environment. From a theoretical and practical perspectives, it is the fatigue wear, which causes hardware fault and makes repair and restoration inevitable. The authors carry out an experimental evaluation of the surface thickness
Текст научной статьи Износ и разрушение поверхностного слоя обрезиненных валов кожевеных машин
Изнашивание в процессе эксплуатации кожевенных машин, так называемых прижимных, обрезиненных валов, представляет собой процесс разрушения их поверхности в зоне рабочего контакта вследствие действия ряда факторов. В их основе лежат механические, физико-химические и другие явления, сопровождающие процесс обработки кожевенных материалов с относительно высокой степенью влажности [1; 4]. Наибольший теоретический и практический интерес при этом представляет усталостный износ, стр. 19 из 233 характеризующийся постепенным накоплением элементарных разрушений, приводящих к дальнейшему возникновению и развитию микротрещин [3].
Инициирование и рост микротрещин в зоне наибольших растяжений, как правило, за единичными выступами твердой поверхности взаимодействующего контртела, обычно ножевого вала, с позиций термофлуктуационной теории прочности высокоэластичных материалов представляет определенные трудности. Так, молекулярная неупорядоченность резинового слоя в какой-то мере перекрывает эффект флуктуаций [5], что можно отнести к особенностям наполненных эластомеров, в которых структурная неоднородность выражена более отчетливо. Поэтому с точки зрения анализа процесса интерес представляет установление зон наибольшей вероятности возникновения очагов перенапряжений и зарождения микротрещин.
Анализ эксплуатационных свойств резин
В случае рассмотрения наполненных эластомеров за структурные неоднородности приняты различного рода надмолекулярные образования [6], а к таким неоднородностям относят и флуктуации, включающие твердые частицы наполнителя. Резины входят в кластер композитов с резко дифференцированными модулями упругости наполнителя и каучуковой матрицы, когда деформируются, в основном, каучуковые зоны. Формирование пространственной сетки приповерхностного слоя резины протекает как химическое связывание каучуковой фазы и физическое адсорбционное связывание при формировании сетчатой структуры слоя.
Факторами усиления эксплуатационных свойств резин от внесения наполнителей являются: размеры частиц наполнителя, их удельная поверхность и активность, структурированность, характер и сила взаимодействия с каучуковой матрицей. В состав вводимых в исходную массу саж помимо углерода, входят, водород (0,4–0,9%), сера (0,05–0,8%), кислород (0,1–4,3%), минеральные вещества (0–0,2%). Таким образом, на поверхности частиц наполнителя имеются активные химические группы: гидроксильные, карбонильные и хинонные [7]. По сути сажа – это полифункциональный акцептор радикалов, при присоединении активных групп к свободным радикалам появляется химическая связь частицы сажи с макромолекулами каучука.
Общий объем образца резины – V o можно представить как сумму:
V o = V н + V э + V с , (1)
где V н – объем наполнителя; V э – эффективный объем каучука;
V с – объем каучука поверхностных слоев вокруг частицы наполнителя:
V с = V о – V э – V н ; где V н = Р н / ρ н . (2)
стр. 20 из 233 При этом Р н = 0,01 Р о – масса наполнителя; Р о = ρ о V о С – масса образца; ρ о – плотность наполненного эластомера; С – процентное содержание наполнителя по массе; р н – плотность наполнителя.
Таким образом V с = (V о – V э ) –ρ о V о С / 100 ρ н .
Толщину поверхностного слоя – dс можно вычислить как dС = Vс / Sс, где Sс – суммарная поверхность частиц наполнителя, которую можно вычислить, зная массу наполнителя Рн и удельную поверхность наполнителя Sуд (величина табличная).
Тогда d с = V с / S уд .Р н = [(V о – V э ) – ρ с V о с / ρ н 100] / S уд .Р н (3).
Экспериментальная оценка толщины поверхностного слоя вокруг частицы наполнителя и ее зависимости от эффективного объема проведена на полиизобутилене, готовили на лабораторных вальцах наполненном техническим углеродом и кремнеземом [8]. Смесь полиизобутилена готовили на лабораторных вальцах и формовали из нее пластины в плоскопараллельной пресс-форме при температуре 200 °С, образцы вырезались в виде полосок.
На рисунке 1 представлены зависимости отношения эффективного объема к общему объему образцов от степени наполнения соответственно для композитов полиизобутилен + технический углерод (кривая 1) и полиизобутилен + кремнезем (кривая 2).
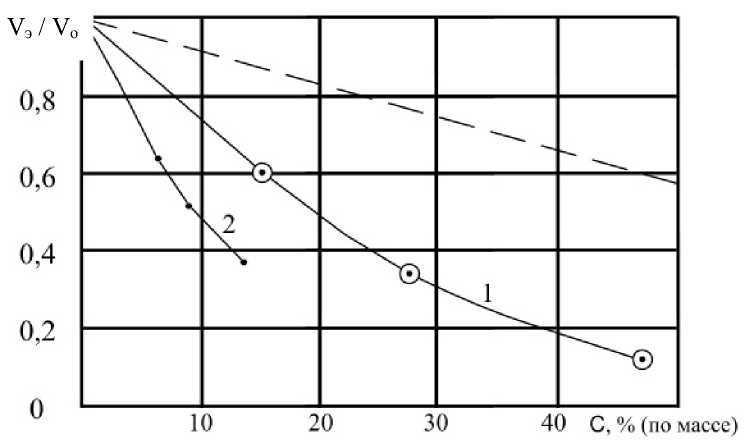
Рис. 1. Зависимость отношения эффективного объёма к общему объёму образцов от степени наполнения соответственно для композитов ПИБ+А-175 (1) и ПИБ+ПМ-75 (2)
Очевидно, что с увеличением содержания в эластомере наполнителя эффективный объем уменьшается, причем последний всегда меньше расчетного стр. 21 из 233 (пунктирная линия), вычисленного путем простого вычитания объема, занимаемого наполнителем, из объема образца.
На рисунке 2 представлены графики значений толщины поверхностного слоя от степени наполнение полиизобутилена соответственно техническим углеродом (кривая 1) и кремнеземом (кривая 2), они рассчитаны по формуле (3). В обоих случаях увеличение степени наполнения приводит к соответствующему уменьшению толщины поверхностного слоя на границах частиц наполнителя.
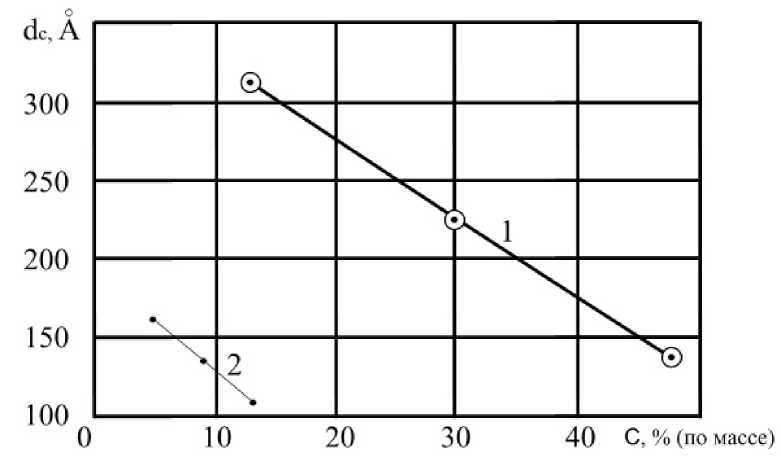
Рис. 2. Изменение толщины поверхностного слоя в зависимости от степени наполнения ПИБ соответственно ПМ-75 (1) и А-175 (2)
Существование поверхностного слоя на границе частиц наполнителя ставит под сомнение упрощенную схему возникновения микротрещин на границе каучук-наполнитель за счет первичного акта образования вакуолей. Деформируемость поверхностного слоя по толщине неодинакова.
Можно рассмотреть различную способность макромолекул к ориентации внутри слоя под действием растягивающих усилий. При этом макромолекулы внешней (диффузной) границы ориентируются практически так же, как макромолекулы каучуковой матрицы, тогда как макромолекулы внутренней границы слоя «каучук – наполнитель» практически дезоориентированы.
Упорядоченность, или более плотная упаковка макромолекул на внутренней границе слоя в структуре материала и их ориентация на внешней границе гипотетически одинаково приводят к упрочнению каучука. Можно считать, что наиболее вероятным местом разрушения резины является некоторый микрообъем внутри поверхностного слоя. Это же определяет наиболее вероятные области диссипации энергии при динамическом знакопеременном нагружении наполненных эластомеров с позиций объяснения релаксационных процессов.
Таким образом, при рассмотрении процесса разрушения поверхностных слоев резинового покрытия длинномерного вала кожевенной машины неоднородность наполненных эластомеров необходимо учитывать при изучении механизма зарождения микротрещин как начального этапа износа резин при трении по металлическим повверхностям.
Список литературы Износ и разрушение поверхностного слоя обрезиненных валов кожевеных машин
- Иванов В.А., Рашкин В.В. Тенденции и перспективы развития оборудования кожевенных производств//Электротехнические и информационные комплексы и системы. Т. 8. 2012. № 1. С. 47-52.
- Иванов В.А., Шагунов Д.В., Байкин С.Д. Модернизация оборудования сервиса как способ расширения его технологических возможностей//Электротехнические и информационные комплексы и системы Том 8, 2012. № 2. С. 2-8.
- Потураев В.Н. Дырда В.И. Резиновые изделия машин. М.: Машиностроение, 1977. 216 с.
- Рашкин В.В., Иванов В.А. Тенденции и перспективы развития оборудования кожевенных производств//Электротехнические и информационные комплексы и системы. Том 8. 2012. № 1. С. 40-46
- Kammer H.W. Unified theory of rubber and tier friction. Eng. res. bulletin B-94. The Pennsylvaniy State University, July 1966. P. 6-7.
- Kammer H.W. Theory of rubber and tier friction. Eng. res. bulletin B-94. The Pennsylvaniy State University, July 1968. P. 8-9.
- Shallamach A. Dependens of rubber friction. Proc. phys. soc. Vol. 65. 1964. P. 667-681.
