Износостойкость деталей пар трения в авиационной и космической технике

Автор: Лесневский Л.Н., Николаев И.А.
Журнал: Космическая техника и технологии @ktt-energia
Рубрика: Прочность и тепловые режимы летательных аппаратов
Статья в выпуске: 2 (45), 2024 года.
Бесплатный доступ
В настоящей статье рассмотрен метод микродугового оксидирования алюминиевого сплава АМг6. Покрытия, получаемые этим методом, по износостойкости и ресурсу намного превышают покрытия, получаемые анодированием. Для проведения экспериментов по получению и анализу формируемых покрытий использовались установка микродугового оксидирования, обеспечивающая получение покрытий за счёт подачи высокого (до 1000 В) асимметричного переменного напряжения между деталью и ванной, заполненной электролитом; оптический конфокальный микроскоп Olympus LEXT OLS 5000 для определения объёмного износа и визуальной оценки зоны износа и специально разработанная машина трения, позволяющая моделировать условия всех видов скольжения от частичного до возвратно-поступательного. В предварительных экспериментах было определено влияние состояния поверхности покрытия на коэффициент трения, а затем путём построения и анализа зависимостей сил трения от амплитуды смещения при различных приложенных нормальных нагрузках были получены карты фреттинга, позволившие разработать рекомендации по оценке износа в различных условиях скольжения.
Микродуговое оксидирование, машина трения, объёмный износ, коэффициент трения, карты фреттинга, авиационная и космическая техника
Короткий адрес: https://sciup.org/143183281
IDR: 143183281 | УДК: 669.716.9:629.7
Wear resistance of friction couple parts in aviation and space technology
The article discusses the technique of microarc oxidation (MAO) of aluminum alloy AMg6. Coatings obtained by this technique have a much higher wear resistance and service life as compared to coatings obtained by anode treatment. To perform experiments on preparation and analysis of the formed coatings, the authors used an MAO setup, which enables to produce coatings by supplying a high (up to 1000 V) asymmetric alternating voltage between the part and the bath filled with electrolyte, an optical confocal microscope Olympus LEXT OLS 5000 to determine volumetric wear and visually assess wear zones, and a specially designed friction machine enabling to simulate all types of sliding conditions from partial to reciprocating sliding. Pilot experiments determined the impact of the coating surface state on the friction coefficient, and then, by constructing and analyzing the dependences of friction forces on shift amplitude under various applied normal loads, fretting maps were obtained, which made it possible to elaborate recommendations for assessing wear under various sliding conditions.
Текст научной статьи Износостойкость деталей пар трения в авиационной и космической технике
В производстве изделий авиационной и космической техники широко используются сплавы цветных металлов, в т. ч. алюминиевые сплавы. Так, в авиационной промышленности они используются при изготовлении разнообразных гидроагрегатов: силовых, топливных, масляных, подверженных контактно-вибрационным нагрузкам, которые в условиях скольжения вызывают фреттинг. В изготовлении деталей и сборочных единиц космических аппаратов, их систем и энергоустановок, алюминиевые сплавы уже давно доказали свою работоспособность в условиях действующих факторов космического пространства: высокого вакуума, перепадов температур, невесомости, излучения и др. [1–3]. Среди основных элементов сборочных единиц и систем одно из важных мест занимают системы обеспечения теплового режима и жизнеобеспечения. В их составе рабочие поверхности деталей электромеханических и пневмогидравлических систем работают, в основном, в условиях возвратно-поступательного скольжения при различных частотах и нагрузках. В этих узлах используются алюминиевые сплавы АМг3, АМг6, Д16, АК4-1, АЛ9 и др.
Традиционно используемое анодирование алюминиевых сплавов, несмотря на достаточную твёрдость и стойкость к термическим и коррозионным нагрузкам, не всегда может обеспечить получаемому защитному слою требуемые трибологические характеристики, в т. ч. в условиях возвратно-поступательного движения и фреттинга. Поэтому в настоящей работе был использован метод микродугового оксидирования (МДО), который, как известно [4], позволяет формировать покрытия, по своим характеристикам превосходящие покрытия, получаемые при анодировании. МДО-покрытия представляют собой керамику сложного состава. Нижние слои такого покрытия, прилегающие к ме-таллу-подложке, состоят преимущественно из его оксидных и гидроксидных соединений. Во время наращивания покрытия в его состав поступают как элементы составляющих электролита, так и элементы легирования алюминиевых сплавов, образуя оксиды и гидроксиды сложного состава. Так формируются квазикерамические покрытия, демонстрирующие износостойкость, сравнимую с композитами на основе карбида вольфрама и корундами [5], и предотвращающие схватывание алюминиевых сплавов [6].
В качестве исходного материала для формирования и исследования таких покрытий был выбран алюминиевый сплав АМг6, наиболее широко используемый в элементах аэрокосмической промышленности.
Оборудованиедля проведения экспериментов
Для формирования покрытий методом МДО была разработана установка, показанная на рис. 1.
Многочисленными исследованиями установлено [7–9], что по всем основным характеристикам МДО-покры-тия на алюминиевых сплавах превосходят анодные покрытия. Особенно важным с точки зрения износостойкости представляется очень высокая твёрдость МДО-покрытий, что объясняется формированием в покрытии кристаллической высокотвёрдой структуры α-Al2O3 (корунд). Метод МДО имеет определённые достоинства как перед традиционным анодированием, так и перед другими хорошо освоенными в промышленности методами [10], а именно:
-
• дешёвое технологическое оборудование для МДО (электролитическая ванна с недорогим электролитом, сравнительно недорогой источник питания);
-
• очень высокая адгезия МДО-покрытий (на 70–80% покрытие прорастает внутрь защищаемой поверхности), получаемая без дополнительных мер по подготовке обрабатываемой поверхности;
-
• возможность получения износостойких покрытий толщиной порядка нескольких десятков микрон, что играет значительную роль в обеспечении ресурса работы таких покрытий.
Оценка износостойкости и построение петель, представляющих собой петлеобразное изменение силы трения в зависимости от относительного смещения, проводились на разработанной, изготовленной и собранной машине трения, представленной на рис. 2.
Эта машина трения позволяет моделировать условия возвратно-поступательного и фреттинг-изнашивания и состоит из электромагнитного вибратора 1 , который обеспечивает возвратно-поступательные перемещения одного из образцов; системы нагружения в виде уравновешиваемого балансом 6 рычага 5 , передающего в место контакта нормальную нагрузку, которая регулируется грузами различной массы 3 .
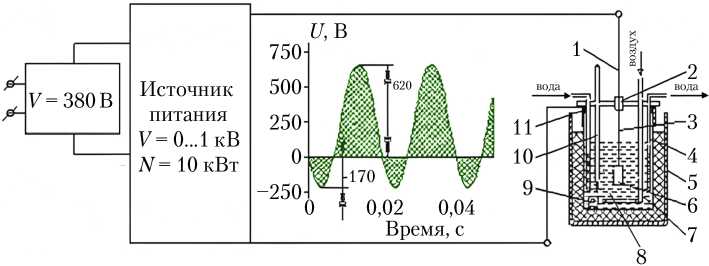
Рис. 1. Схема установки микродугового оксидирования: 1 — шина; 2 — крепление подвески; 3 — подвеска образца; 4 — изолятор; 5 — корпус ванны; 6 — образец; 7 — ванна; 8 — электролит; 9 — барботер; 10 — градусник; 11 — уплотнения (рисунок создан авторами)

Рис. 2. Машина трения для исследования фреттинг-износа: 1 — электромагнитный вибратор; 2 — пьезоэлектрический датчик силы; 3 — груз нормальной нагрузки;
4 — лазерный датчик перемещения; 5 — уравновешенный балансом рычаг; 6 — балансный груз; ПК — персональный компьютер (рисунок создан авторами)
Система регистрации и контроля параметров эксперимента включает в себя:
-
• усилитель синусоидального сигнала ( MMF VEBMETRA );
-
• лазерный датчик перемещения 4 Keyence LC2420 (диапазон измерения смещения ±250 мкм, цена деления 0,01 мкм) с контроллером Keyence LC2400A ;
-
• пьезоэлектрический датчик силы 2 PCB Piezotronics 208B (диапазон измеряемой нагрузки ±200 Н) с контроллером сигнала PCB Piezotronics 482A22;
-
• контроллер управления параметрами NI myRIO с разработанным программным обеспечением, подтверждённым свидетельством о государственной регистрации программ для ЭВМ.
Методика эксперимента и анализ результатов
На первом этапе исследований были проведены сравнительные испытания по определению влияния МДО обрабатываемости алюминиевого сплава АМг6 на его трибологические характеристики, принимая во внимание склонность такого типа сплавов к заеданию (схватыванию) даже при небольших нагрузках [6].
МДО-покрытие было сформировано с использованием источника питания переменного тока в гальваническом режиме при плотности тока j = 10 А/дм2 в течение 180 мин при средней температуре электролита 25 ° C в силикатнощелочном электролите, состоящем из едкого калия концентрации С KOH = 1 г/л и стекла натриевого СNa2SiO3 = 6 г/л. Суммарная толщина покрытия составила 50 мкм.
Исследование изнашивания было проведено при следующих параметрах испытаний: смещение D = 2,5…60,0 мкм; нормальная нагрузка в контакте Fn = 5…50 Н; частота смещения f = 20 Гц; количество циклов N ц = 104. Все эксперименты проводились в следующих лабораторных условиях: при температуре окружающей среды 23 ° С и влажности 30%. В качестве модельного контакта использовалась схема «сфера (Al2O3) / плоскость (сплав АМг6 с покрытием и без)».
Перед исследованием сформированного МДО-покрытия на различных режимах фреттинга было исследовано трение подложки из АМг6 для различных пар трения, как это показано в таблице.
Пары трения первого этапа исследования
|
Номер пары трения |
Подложка |
Покрытие |
Контртело |
|
1 |
АМг6 |
Нет |
Al2O3 |
|
2 |
АМг6 |
МДО (шлифованное) |
Al2O3 |
|
3 |
АМг6 |
МДО («шуба») |
Al2O3 |
Изменение полученных коэффициентов трения в зависимости от количества циклов трения при нагрузке 50 Н, смещении 40 мкм и частоте 20 Гц показано на рис. 3.
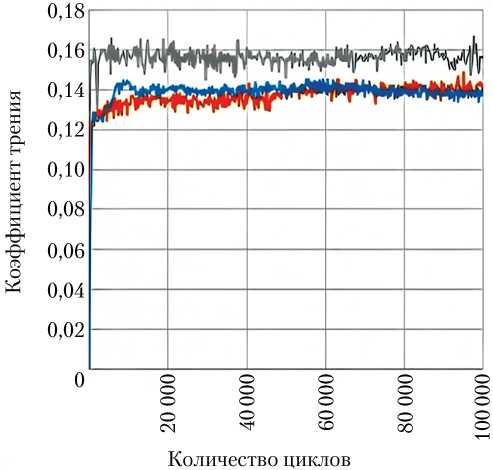
Рис. 3. Зависимость коэффициента трения сплава АМг-6 с покрытием и без от количества циклов: ш — чистый материал; ^н — МДО («шуба»); ш — МДО шлифованное (рисунок создан авторами)
На этом графике показаны зависимости, связанные с различными состояниями поверхности из сплава АМг6 без покрытия, с МДО-покрытием без удаления технологического слоя («шубы») и с МДО-покрытием после удаления «шубы» шлифованием. Во всех случаях коэффициенты трения резко увеличиваются на первых циклах изнашивания. Изменение значения коэффициента трения в паре АМг6 / Al2O3 связано с изменением морфологии износа и степени окисления [11], т. е. механизм износа пары АМг6 / Al2O3 связан с разрушением защитной оксидной плёнки и переходом к износу чистого металла. В двух других случаях формирование покрытия методом МДО практически сразу приводит к уменьшению коэффициентов трения с 0,16 до 0,13. Несколько пониженный коэффициент трения керамического покрытия с «шубой», по сравнению со шлифованным покрытием, связан с тем, что разрушающаяся «шуба», представляющая собой верхний технологический слой МДО-покрытия, является источником «третьего тела», которое снижает коэффициент трения до тех пор, пока оно не будет удалено из зоны трения, что и происходит при количестве циклов 5· 104.
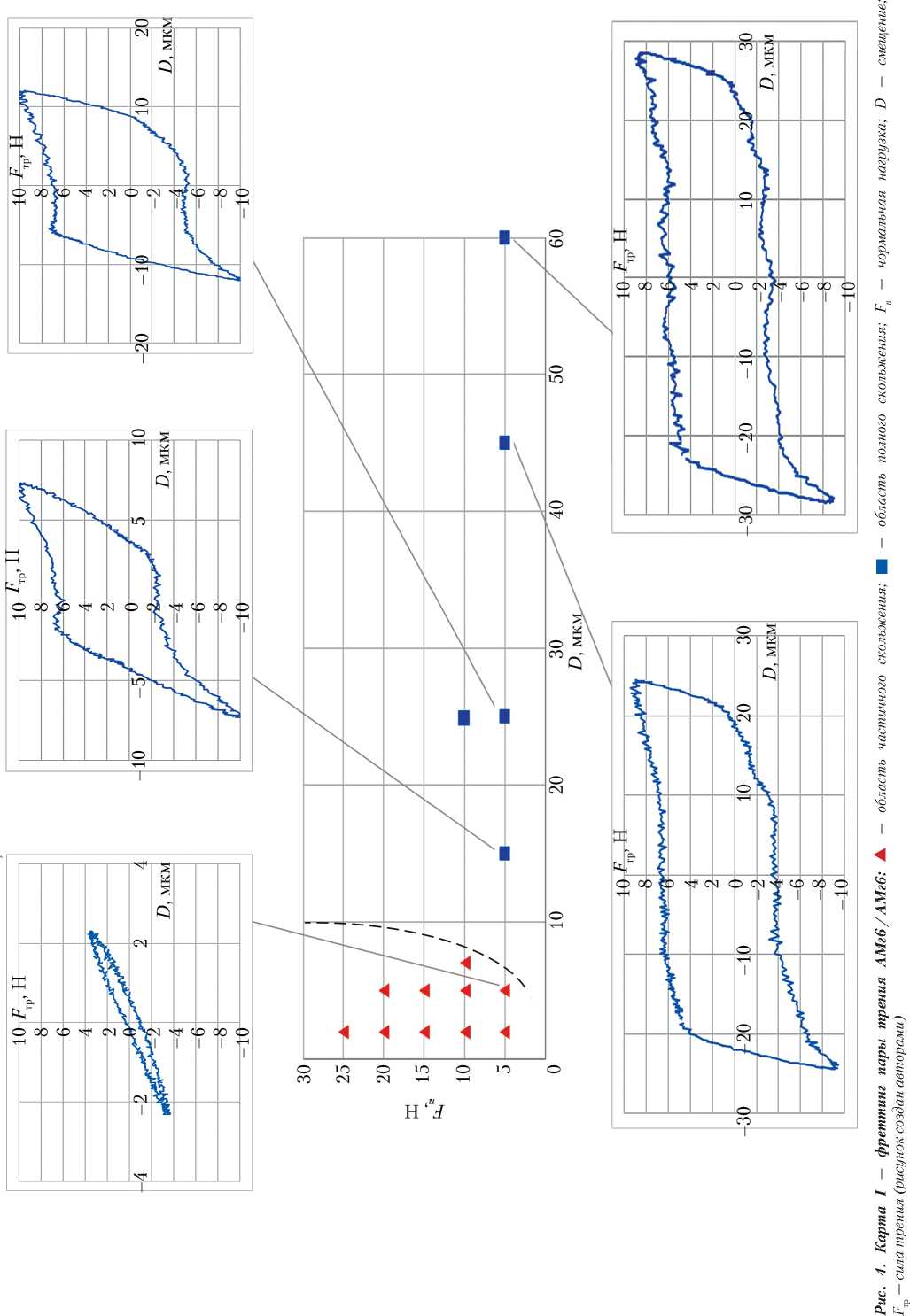
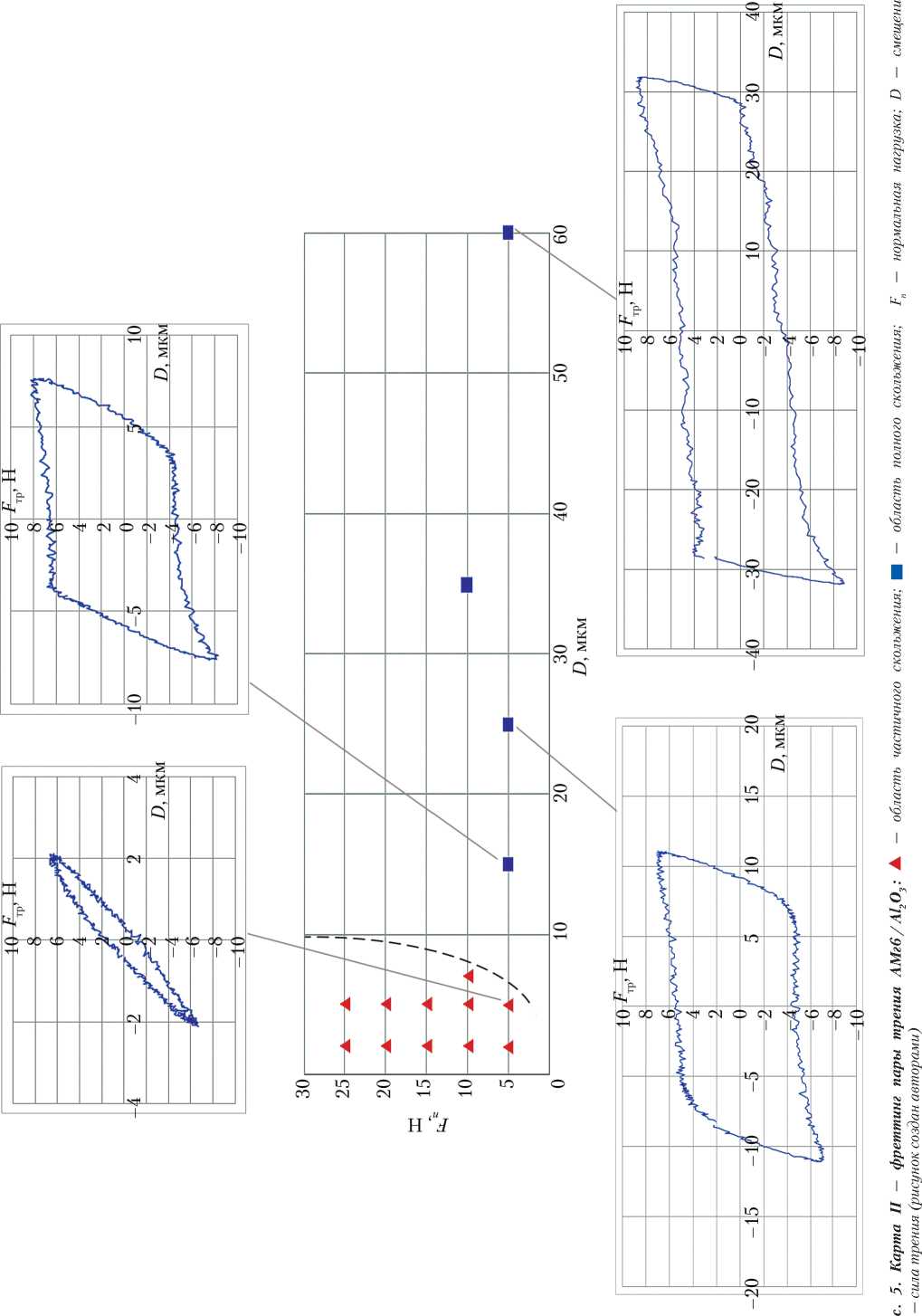
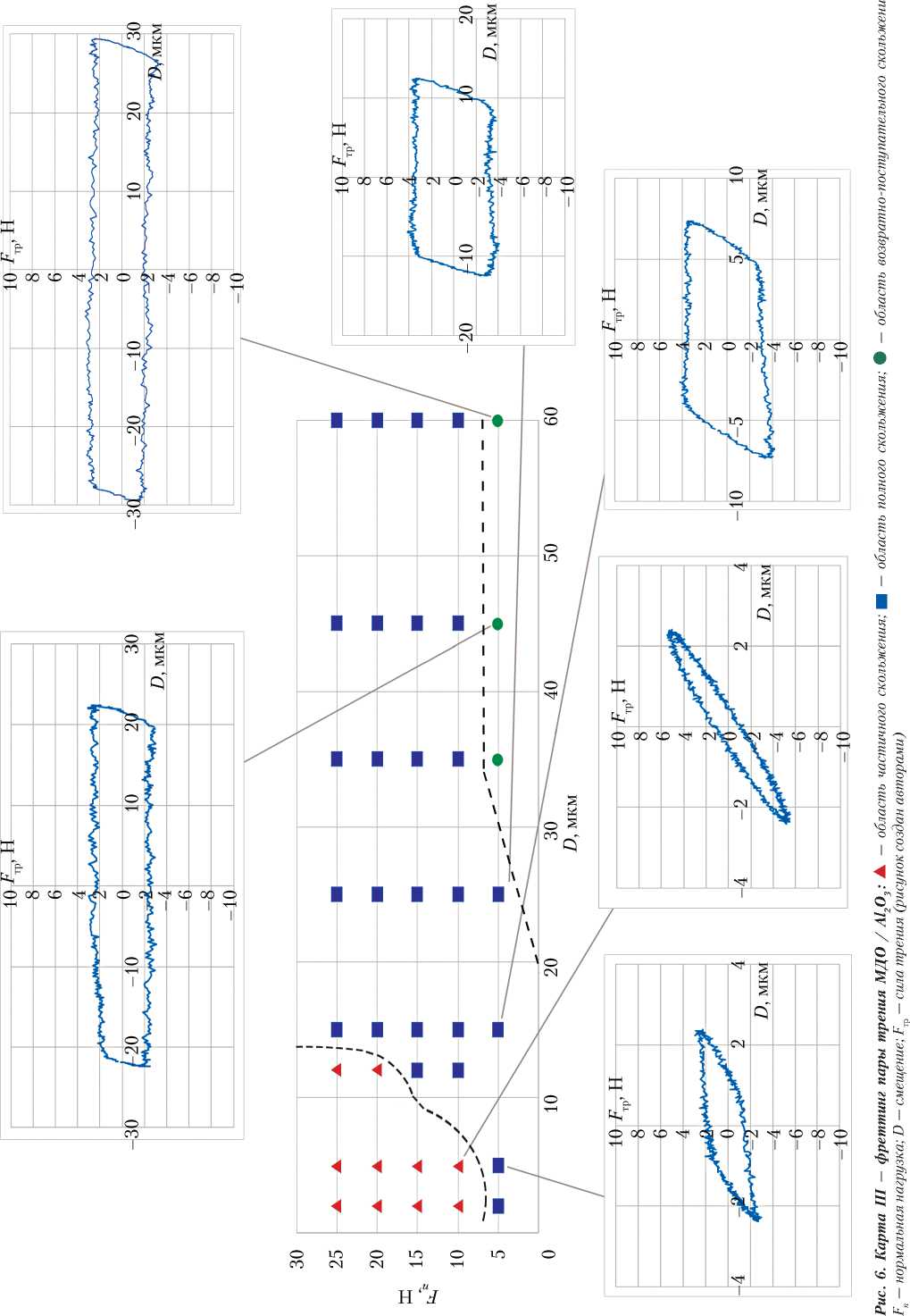
Поведение пар трения в заданных условиях контакта и режимах нагружения, например механизмы износа, зарождение трещин и т. п., можно описать с помощью построения и анализа карт фреттинга. Наибольшее распространение получили такие карты в условиях фреттинг-изнаши-вания [12], построение которых осуществляется в координатах «нормальная нагрузка – величина смещения». Три таких карты, построенные для пар трения АМг6 / АМг6; АМг6 / Al2O3 и МДО / Al2O3, представлены на рис. 4, 5 и 6 соответственно.
Пара трения АМг6 / АМг6 представляет собой вариант штатной пары трения, которая встречается в различных узлах агрегатов двигателей, энергоустановок и космических аппаратов. Пара трения АМг6 / Al2O3 была выбрана для исследования возможности улучшения трибологических характеристик пары трения АМг6 / АМг6 путём замены одного из элементов на керамику, а пара трения МДО / Al2O3 была выбрана как наиболее износостойкая. Покрытие, полученное методом МДО, шлифовалось, поскольку внешний пористый слой в процессе трения разрушается, и образуется большое количество абразивных частиц, появление которых в агрегатах и магистралях пневмогидравлических и электромеханических систем по условиям эксплуатации недопустимо.
Согласно работе [13], в зависимости от условий (режимов) нагружения (приложенная нагрузка, амплитуда смещения) и материалов контактирующих пар трения фреттинг может проявляться в форме образования продуктов износа (фреттинг-износ) или в форме появления и распространения трещин (фреттинг-усталость), а также обе эти формы могут существовать одновременно. Граница между этими формами определяется из характеристик параметров петель гистерезиса, которые играют центральную роль в понимании поведения контактирующих материалов в заданных условиях эксплуатации. На основе обработки петель гистерезиса и анализа полученных карт фреттинга для принятых в настоящем исследовании условий нагружения пары трения АМг6 / АМг6 были выделены два основных режима:
-
• режим частичного скольжения ( F тр< μ Fn , где F тр — сила трения; μ — коэффициент трения; Fn — нормальная нагрузка), характеризующийся грубым повреждением материала поверхности при уменьшении контактной жёсткости, определяемой наклоном петли на карте фреттинга, имеет узкую петлю фреттинга овальной формы и часто значительную силу сдвига при не очень большой площади [9];
-
• режим полного скольжения ( F тр ≥ μ Fn ), при котором контакт будет находиться в режиме скольжения в течение некоторой части циклов фреттинга, характеризуется квазипрямо-угольными петлями часто с сильно меняющейся максимальной тангенциальной силой в конце цикла (наличием так называемых «крючков»).
Характерные и наблюдаемые в нашем случае «крючки» на петлях при полном скольжении (карты I и II) наблюдаются в крайних точках амплитуды смещения. Это явление характерно для пластичных материалов (к которым относится сплав АМг6) и определяется взаимодействием контртела с фронтальными пластичными скоплениями материала на периферии пятна износа. В нашем случае дальнейшее развитие режим полного скольжения получает уже в форме возвратно-поступательного скольжения практически при всех значениях смещения (при нагрузках ≤ 5 Н). Если при частичном скольжении изнашивание происходит только в областях скольжения, то при полном скольжении износ происходит уже по всей поверхности контакта. Таким образом, для принятых условий нагружения составленные карты оценивают условия нагружения и соответствующие им виды изнашивания.
Однако для наиболее характерных режимов фреттинга были проведены испытания (без проведения электронной микроскопии и рентгеновского микроанализа). Полученные результаты позволили расширить представление о фреттинг-изнашивании для заданных условий нагружения. Так, для области упругого взаимодействия (область отсутствия или малых перемещений и больших нагрузок) были проведены испытания по оценке объёма и глубины износа при нормальной нагрузке 25 Н и смещении 2,5 мкм. Полученные результаты для всех трёх карт I–III показали, что для этой области характерны максимальные значения глубины пятен износа.
Для области полного скольжения для тех же пар трения дополнительно были проведены испытания на фреттинг материала и покрытий при нагрузке 5 Н и смещении 25 мкм. Было проведено сравнение пятен износа, а также получены значения коэффициентов трения по числу циклов фреттинга, и проведено визуальное сравнение площадей полученных петель гистерезиса (значений энергии диссипации) для всех трёх карт I–III, которые представлены на рис. 7 и 8 соответственно.
При испытании пары трения в режиме полного скольжения на плоском образце пары АМг6 / АМг6 была получена максимальная глубина износа, равная 17 мкм. Замена контртела в паре трения на оксид алюминия позволила снизить износ, в результате чего максимальная глубина износа составила 2 мкм. По краям пятна наблюдаются сдвинутые «пропахиванием» валики («крюки») материала подложки АМг6. Формирование покрытия методом МДО на образце из АМг6 позволило практически полностью избежать изнашивания в зоне износа и перейти от режима полного скольжения к границе перехода между полным и возвратно-поступательным скольжением. Показательной для этого нагружения является зависимость коэффициента трения от количества циклов. Характерно то, что большие коэффициенты трения и большие величины износа для первых двух пар трения, а также отсутствие измерений в диапазоне нагрузки 7,5…30,0 Н и смещений 10…60 мкм указывают на вероятное увеличение износа и увеличение силы
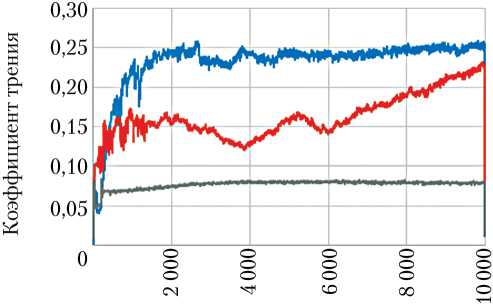
Количество циклов
Рис. 7. Зависимость коэффициента трения от количества циклов: ^м — АМг6/АМг6; ^к — АМг6 /A1 2 O 3 ;
™ — МДО /A1 2 O 3 (рисунок создан авторами)
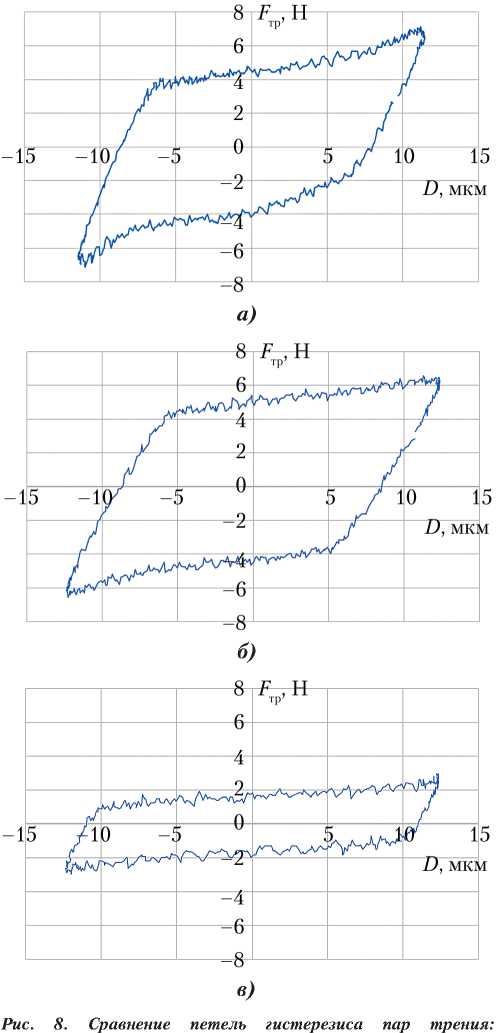
а — АМг6 / АМг6; б — АМг6 / Al2O3 ; в — МДО / Al2O3 ; F тр — сила трения; D — смещение (рисунки созданы авторами)
схватывания (заедания). Вибратор машины трения в этом случае не смог преодолеть эти силы нагружения и был вынужден отключаться. О значительных силах, затрачиваемых на трение, свидетельствуют и значения энергии диссипации (увеличенные площади петель), а значительное снижение этой энергии обеспечивает покрытие, получаемое методом МДО.
Заключение
В результате проведённых исследований было установлено, что полученные покрытия после приработки, состоящей в реализации технологии контролируемого удаления внешнего технологического слоя («шубы»), могут быть использованы в мало- и средне-нагруженных парах трения. Установлено, что с использованием петель, а также последующим построением и анализом карт фреттинга можно с большой определённостью предсказывать характер износостойкости пар трения в различных условиях скольжения.
Полученные результаты могут быть рекомендованы к использованию при разработке мероприятий по снижению усилий трения и схватывания, например, электромеханических и пневмогидравлических агрегатов системы обеспечения теплового режима.
Список литературы Износостойкость деталей пар трения в авиационной и космической технике
- Miheev AE, Girn AV, Ivasev SS, Evkin IV. Investigation of the space vehicles coatings features. The Siberian Aerospace Journal. 2013; 3(49): 217–224. Available from: https://elibrary.ru/rfwpzz (accessed 13.06.2023 ) (in Russian).
- Shatalov VK, Shtokal AO, Rykov EV, Dobrosovestnov KB. Primenenie metodov mikrodugovogo oksidirovaniya pri sozdanii konstruktivnykh elementov kosmicheskikh apparatov [Application of micro-arc oxidation methods in development of spacecraft structural elements]. Science & Education. 2014; 6: 183–194. Available from: https://www.elibrary.ru/starcd (accessed 13.06.2023) (in Russian).
- Rykov EV, Shtokal AO, Shatalov VK. Research of the resistance of MAO coatings on aluminum alloys to vibrating impact loading and fretting wear during a spacecraft insertion into a target orbit. Journal Science Intensive Technologies. 2022; 23(1): 14–20. Available from: https://doi.org/10.18127/j19998465-202201-02 (accessed 13.06.2023) (inRussian).
- Yerokhin AL, Nie X, Leyland A, Matthews A, Dowey SJ. Plasma electrolysis for surface engineering. Surface and Coatings Technology. 1999; 122(2–3): 73–93. Available from: https://doi.org/10.1016/S0257-8972(99)00441-7 (accessed 13.06.2023).
- Suminov IV, Belkin PN, Epelfeld AV, Lyudin VB, Krit BL, Borisov AM. Plazmennoelektroliticheskoe modifitsirovanie poverkhnosti metallov i splavov [Plasma-electrolytic surface modification of metals and alloys]. Moscow: Tekhnosphere; 2011 (in Russian).
- Semenov AP. Skhvatyvanie metallov [Metal curing]. Moscow: Mashgiz; 1958 (in Russian).
- ogryakova V, Fedorova EA. Comparative analysis of oxide coatings on alloy D16 at microarc and electrochemical oxidation. ChemChemTech (Izvestiya Vysshikh Uchebnykh Zavedenii, Seriya Khimiya i Khimicheskaya Tekhnologiya). 2007; 50(11): 120–122. Available from: https://elibrary.ru/ibblgr (accessed 13.06.2023) (in Russian).
- Rakoch AG, Bardin IV. Mikrodugovoe oksidirovanie legkikh splavov [Micro-arc oxidation of light alloys]. Metallurgiya [Metallurgy]. 2010; 6: 58–61 (in Russian).
- Gordienko PS, Rudnev VS. O kinetike obrazovaniya MDO-pokrytii na splavakh alyuminiya [On kinetics of formation of MAO coatings on aluminum alloys]. Zashchita metallov [Metal Protection]. 1990; 6(3): 467–470 (inRussian).
- Hanshan Dong, editor. Surface engineering of light alloys. Aluminum, magnesium and titanium alloy. Woodhead Publishing; 2010.
- Kim H-J, Emge A, Karthikeyan S, Rigney DA. Effects of tribooxidation on sliding behavior of aluminum. Wear. 2005; 259(1–6): 501–505. Available from: https://doi.org/10.1016/j.wear.2005.01.043 (accessed 13.06.2023).
- Elleuch K, Fouvry S, Kapsa Ph. Fretting maps for anodised aluminium alloys. Thin Solid Films. 2003; 426(1–2): 271–280. Available from: https://doi.org/10.1016/S0040-6090(03)00002-6 (accessed 13.06.2023).
- Zhou ZR, Nakazawa K, Zhu MH, Maruyama N, Kapsa Ph, Vincent L. Progress in fretting maps. Tribology International. 2006; 39(10): 1068–1073. Available from: https://doi.org/10.1016/j.triboint.2006.02.001 (accessed 13.06.2023).
