Износоустойчивость литых высокоуглеродистых сталей при абразивном изнашивании

Автор: Журавлв Л.Г., Демеке Нигусе Тадеге , Корягин Ю.Д.
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Статья в выпуске: 10 (50), 2005 года.
Бесплатный доступ
Короткий адрес: https://sciup.org/147156506
IDR: 147156506 | УДК: 620.18:669.15
Текст обзорной статьи Износоустойчивость литых высокоуглеродистых сталей при абразивном изнашивании
В многочисленных работах по изучению абразивного изнашивания исследованы две большие группы материалов: стали с различным содержанием углерода и легирующих элементов и высоко-хромистые чугуны. Промежуточная область изучена в меньшей степени, в связи с чем для исследования были выбраны сплавы, содержащие около двух процентов углерода, легированные хромом, марганцем и молибденом в сравнительно небольших количествах (см. таблицу). Строго говоря, эти сплавы являются чугунами, но количество эвтектических карбидов в них невелико и они по структуре и свойствам близки к сталям.
Таблица
Химический состав сталей
|
Марка стали |
Химический состав сталей |
||||
|
С |
Si |
Мп |
Сг |
Мо |
|
|
215Г2Л |
2,17 |
0,25 |
1,62 |
— |
— |
|
200Х2М2ГЛ |
1,98 |
0,24 |
0,64 |
2,15 |
1,66 |
|
200Х4М2ГЛ |
2,01 |
0,28 |
0,71 |
3,69 |
1,59 |
Слитки сталей были выплавлены в печи Там-мана с графитовыми нагревателями в восстановительной среде. Отбор проб в кварцевую трубку был произведён при температуре 1600 °C.
Испытания на изнашивание проводили при трении торца цилиндрического образца об абразивное полотно, подобно тому, как это делалось в работах М.М. Хрущёва и М.А. Бабичева. Особенности конструкции испытательной машины и методики испытаний описаны в [1]. Эталоном для оценки относительной износоустойчивости е служила сталь 1 ЮГ 13Л, закалённая в воде от 1000 °C:
g = ^2L_.^2L_ ^обр ^обр где Мэт, А/о6р - линейный износ (уменьшение длины) эталона и образца соответственно, ^, d^ -диаметры эталона и образца (около 4,5 мм).
Твёрдость измеряли методом Виккерса при нагрузке 98,1 Н.
Термическая обработка образцов заключалась в закалке в воде от различных температур. Для защиты от окисления и обезуглероживания образцы помещали в кварцевые или стальные трубки и засыпали порошком, полученным при дроблении электродов. Изменение длины образцов измеряли индикатором часового типа с ценой деления 0,01 мм.
Твёрдость исследованных сталей непрерывно снижается с повышением температуры закалки от 860 до 1000 °C (и до 1150°С - для стали 215Г2Л), тогда как износоустойчивость изменяется по кривой с максимумом (рис. 1), соответствующем закалке от 920 °C. После закалки от этой температуры стали в наибольшей мере различаются по износоустойчивости. Следует заметить, что сталь 215Г2Л, показавшая наиболее высокую износоустойчивость, имеет твёрдость ниже, чем другие исследованные стали. При закалке от 980 °C и от более высоких температур различия сталей по износоустойчивости практически исчезают, несмотря на сохраняющиеся различия твёрдостей.
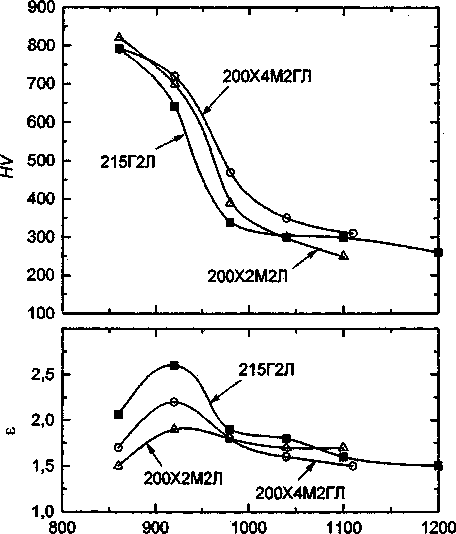
Температура закалки, °C
Рис. 1. Влияние температуры нагрева под закалку на твёрдость HV и износоустойчивость е исследованных сталей
Основываясь на многочисленных исследованиях, прежде всего на работах Л.Г. Коршунова, М.А. Филиппова и Л.С. Маликова, можно утверждать, что описанные изменения твёрдости и износоустойчивости с повышением температуры нагрева под закалку обусловлены растворением карбидов, увеличением количества остаточного аустенита и изменением степени его активности по отношению к образованию мартенсита при охлаждении и деформировании.
Для подтверждения этого провели дилатометрическое исследование стали 200Х4М2ГЛ. Образец диаметром 4 и длиной 50 мм последовательно нагревали в дилатометре системы Шевенара (головка SN), охлаждали на воздухе и снова повторяли аналогичные циклы, всякий раз повышая температуру нагрева. Таким образом получили пять дилатограмм с температурой нагрева 800, 850, 900, 975, и 1070 °C, две из которых приведены на рис. 2. Заметим, что на всех дилатограммах при нагреве зарегистрированы значительные эффекты распада остаточного аустенита, полученного в результате неполного мартенситного превращения при охлаждении во время записи предыдущей дилатограммы, и новые эффекты мартенситного превращения. Сравнивая дилатограммы я и б на рис. 2, нетрудно заметить, что «горбы» при нагреве с вершинами при 330 и 350 °C соответственно свидетельствуют о значительном увеличении количества остаточного аустенита при повышении температуры нагрева от 800 до 975 °C. С этим согласуется снижение мартенситной точки с 330 °C (после нагрева до 850 °C) до 170 °C в результате нагрева до 975 °C (рис. 3). Напомним, что на каждой данной дилатограмме эффект распада остаточного аустенита обусловлен температурой нагрева при записи предшествующей дилатограммы и значением Мн на ней.
Как следует из дилатограммы на рис. 2, б, после нагрева до 1070 °C при охлаждении мартенситная точка находится около ПО °C и при дальнейшем охлаждении до комнатной температуры образуется лишь небольшое количество мартенсита. Следовательно, сталь 200Х4М2ГЛ после такой обработки должна состоять преимущественно из аустенита и некоторого количества карбидов, что и было подтверждено при исследовании микроструктуры образца, закалённого в воде от 1100 °C. С другой стороны, мартенсит в этом образце не быт обнаружен. Это расхождение с результатом дилатометрического анализа может быть обусловлено тем, что температура закалки последнего образца выше, чем температура нагрева в дилатометре (1100 и 1070 °C соответственно), а также тем, что запись дилатограммы и микроструктурное исследование проводили на разных образцах. Кроме того, дилатометрические образцы охлаждаются на воздухе, находясь в кварцевой трубке, а образцы для всех других исследований закаливали в воде. Более медленное охлаждение в первом случае приводит к тому, что часть аустенита претерпевает превращение выше мартенситной точки. Так, на рис. 2, а этому соответствует увеличение объёма образца в интервале 510...400 °C. Аналогичные явления наблюдались и на других дилатограммах, но с повышением температуры нагрева этот эффект ослабевает вследствие повышения устойчивости переохлаждённого аустенита. При охлаждении после нагрева до 1070°С (см. рис. 2, б)
рассматриваемый эффект обнаруживается с трудом, но, по-видимому, он всё же существует. Если допустить, что в верхней части интервала превращения аустенита выше Мт а также при более высоких температурах возможно выделение карбидов, то мартенситная точка должна несколько повыситься. Это повлечёт за собой увеличение полноты мартенситного превращения, что отображается на дилатограммах. Закалка тонкого образца в воде исключает превращения аустенита выше Мн, мартенситная точка снижается, что и может объяснить отсутствие мартенсита в образце, закалённом от 1100 °C.

Рис. 2. Дилатограммы стали 200Х4М2ГЛ, полученные после предварительного нагрева до 800 (а) и 975°С (6) с охлаждением на воздухе
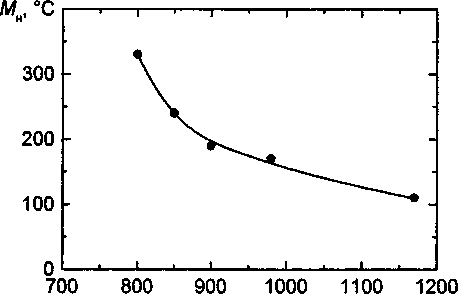
Температура нагрева, °C
Рис. 3. Влияние температуры аустенитизации стали 200Х4М2ГЛ на мартенситную точку при охлаждении образцов на воздухе
Журавлев Л.Г., Демеке Нигусе Тадеге, Корягин ЮД.
Таким образом, вся совокупность рассмотренных выше результатов исследования - снижение твёрдости с повышением температуры нагрева под закалку, изменение характера дилатограмм и, наконец, изменение микроструктуры - свидетельствует о сохранении в стали 200Х4М2ГЛ значительных количеств остаточного аустенита вплоть до полного исключения превращений. Очевидно, что вместе с повышением количества остаточного аустенита возрастает и его стабильность, что и объясняет экстремальный характер зависимости износоустойчивости от температуры закалки. Возрастание износоустойчивости при повышении температуры закалки от 860 до 920 °C, происходящее несмотря на снижение твёрдости, вызвано образованием метастабильного остаточного аустенита, превращающегося в мартенсит при изнашивании, как это было показано в ряде предшествовавших исследований, например в [2-4]. Снижение износоустойчивости при дальнейшем повышении температуры закалки обусловлено повышением стабильности остаточного аустенита, снижением его вклада в сопротивление изнашиванию, а также общим снижением твёрдости стали. Заметим, что твердость мартенсита при этом, конечно, возрастает, но это не может компенсировать влияние указанных выше факторов.
Известно, что наибольшая износоустойчивость, обусловленная превращением остаточного аустенита в мартенсит деформации при изнашивании, в разных сталях наблюдается при различном
Износоустойчивость питых высокоуглеродистых сталей при абразивном изнашивании
количестве аустенита. Так, в стали Х12Ф1 максимум износоустойчивости достигается при 70...80 % остаточного аустенита, а в стали Х12 -при 50... 60 % [5]. Наиболее вероятной причиной этого является более высокое содержание углерода в стали XI2, чем в Х12Ф1. С этим согласуется достижение максимума износоустойчивости в исследованных сталях после закалки от 920 °C, когда количество остаточного аустенита ещё не слишком велико.
Список литературы Износоустойчивость литых высокоуглеродистых сталей при абразивном изнашивании
- Жуковец И.И. Механические испытания металлов. -М, Высшая школа, 1986. -С. 199.
- Попов B.C., Брыков H.H. Структурные изменения в нестабильноаустенитных сталях при абразивном изнашивании.//МиТОМ. -1971. -№9. -С. 54-55.
- Влияние мартенситного превращения на упрочнение и износоустойчивость аустенитных сталей при трении/Л.Г. Коршунов, И.Н. Богачёв, Л.Д.Чумакова, Г.И.Ткачёва//ФММ.-1973. -Т. З6.-Вып.5.-С. 1005.
- Филиппов М.А., Луговых В.Е., Адриановская Н.Б. Износоустойчивость углеродистых метастабильных аустенитных сталей при абразивном изнашивании. I/МиТОМ. -1989. -№ 5. -С. 55-58.
- Попов B.C., Луняка В.Л. Изменения в поверхностном слое сплавов при абразивном изнашивании.//МиТОМ. -1974. -Ж8. -С. 77-78.
