Изучение трансформации дефектов поверхности при производстве труб в условиях ТПА-80

Автор: Черных Иван Николаевич, Устьянцев Владимир Леонидович, Литвинов Михаил Анатольевич, Кривоногов Игорь Николаевич
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Рубрика: Обработка металлов давлением. Технологии и машины обработки давлением
Статья в выпуске: 4 т.19, 2019 года.
Бесплатный доступ
Требования современных российских и зарубежных стандартов ужесточаются в части регламентирования допускаемой глубины дефектов на поверхности готовых труб. Наличие несоответствий портит внешний вид продукции, повышает риск возникновения брака при производстве труб, отнесения труб к категории попутной, снижает конкурентное преимущество трубопрокатных агрегатов с непрерывным раскатным станом - производительность процесса. В то же время требования к качеству поверхности исходных горячедеформированных или непрерывнолитых заготовок допускают наличие дефектов на поверхности, обусловленных производством. В связи с этим необходимо изыскание резервов технологии производства труб, направленных на уменьшение глубины этих дефектов. Режимы горячей прокатки бесшовных труб в отдельных станах ТПА могут способствовать появлению дефектов, но также уменьшению глубины дефектов заготовки. В статье приводятся результаты применения комплексного подхода к изучению процессов трансформации дефектов заготовки при прокатке в станах линии ТПА-80. На основе статистического анализа качества труб определены виды дефектов наружной поверхности труб, характерные для данной технологии. Изучены и уточнены причины возникновения дефектов наружной поверхности вида раковина-вдав, плена трубопрокатная, закат. В зависимости от вида дефекта при производственных испытаниях уточнено место их возникновения в линии ТПА. Изучены механизмы формирования данных дефектов из дефектов исходной заготовки. С привлечением методов компьютерного моделирования исследовано влияние технологических параметров прокатки на изменение геометрических характеристик дефектов различной формы и исходной глубины. Редукционный стан не оказывает существенного влияния на уменьшение глубины дефектов. Наибольшим разнообразием настроечных параметров прокатки в линии ТПА-80 обладают прошивной и непрерывный раскатной станы на плавающей оправке. Предложены формулы для расчёта уменьшения глубины дефектов в процессе прокатки в прошивном и непрерывном раскатном станах. Формулы могут быть применены для расчёта допускаемой глубины дефектов на исходной и промежуточных заготовках.
Прокатка труб, трубопрокатная заготовка, дефекты наружной поверхности, раковинавдав, плена трубопрокатная, закат, трансформация дефектов
Короткий адрес: https://sciup.org/147233930
IDR: 147233930 | УДК: 621.774 | DOI: 10.14529/met190404
Study of surface defect transformations during pipe manufacturing using PRP-80
Requirements of current Russian and foreign standards are becoming stricter in terms of regulating the acceptable depth of the defects located on the surface of rolled pipes. Non-conformities spoil the appearance of products, increase the risk of defects during pipe manufacturing and of pipes becoming byproducts, and degrade the competitive advantage of pipe-rolling plants with a continuous rolling mill, i.e. process yield. At the same time, quality requirements to the surface of primary hot-worked or continuously cast blanks allow manufacturing-related surface defects. That is why it is necessary to examine the pipe manufacturing technology potential to reduce depth of such defects. Hot rolling modes for seamless pipes in certain PRP mills may contribute both to the defects and to the reduction of depth of blank defects. The article describes results of a complex approach to the study of defect transformation processes of the blanks rolled in ТПА-80 mills. The statistical analysis of pipe quality helped to identify the types of external pipe surface defects typical of this techology. The authors studied and defined more exactly the causes of such external surface defects as pits (dents), pipe-rolling slivers, and folds. Depending on the type of defects, they pinned down the place where they appear in the PRP mill during manufacturing tests. They also studied mechanisms of evolution of these defects from primary blank defects. Using computer-based simulation methods, they also studied the effect of technological rolling parameters on the change in geometry of defects of various shapes and initial depths. Reducing mills do not have any considerable effect on the defect depth reduction. Floating mandrel piercing and continuous rolling mills feature the widest variety of rolling adjustment parameters in ТПА-80. The authors proposed formulas to calculate defect depth reduction during the rolling process in piercing and continuous rolling mills. These formulas may be used to calculate the acceptable depth of primary and intermediate blank defects.
Текст научной статьи Изучение трансформации дефектов поверхности при производстве труб в условиях ТПА-80
Бесшовные трубы горячей прокаткой производят из предварительно деформированных и непрерывнолитых заготовок. В зависимости от диаметра, чистоты обработки поверхности допускаемая стандартами глубина дефектов НЛЗ составляет 1,5÷5 мм [1], го-рячедеформированной – от 1,3÷5,8 мм малого диаметра ∅ 145 мм [2] до 6,45÷17,2 мм на заготовках ∅ 430 мм [3].
Качество труб регулируется требования- ми соответствующих стандартов. В новых стандартах устанавливается допустимая глубина дефектов не более 5 % от толщины стенки [4, 5] труб или их наличие не допускается [6]. Наличие дефектов снижает эксплуатационные характеристики труб [7]. Дефектные места должны быть устранены, требуются операции по ремонту труб. Простои при производстве связаны с поиском причины возникновения дефектов в линии ТПА и ее уст- ранением. Кроме того, продукция с дефектами может быть отнесена к категории попутной или к браку. При массовом производстве труб на современных ТПА [8–11] наличие дефектов приводит к снижению производительности процессов.
Исследования качества труб, прокатанных на ТПА-80, позволили выявить характерные виды дефектов наружной поверхности труб: раковина-вдав (РВ), плена трубопрокатная (ПТ), закат (ЗН). Оперативно определить вид данных дефектов и причину их появления не всегда возможно: вид заготовки влияет на качество готовых труб; дефекты на готовой трубе имеют совпадающие признаки; при прокатке дефекты трансформируются – изменяется их вид и характеристики; требуется уточнение влияния конкретного стана линии ТПА на трансформацию дефектов.
Фактором, определяющим качество готовой трубы, является качество исходной заготовки [12–15]. Прокатка в отдельных станах линии ТПА может способствовать возникновению дефектов [16–18], с другой стороны, способствовать трансформации дефектов предыдущего передела [12, 19, 20].
Приводимая в литературных источниках информация о дефектах, о влиянии технологии прокатки в отдельных станах линии ТПА на их трансформацию не является исчерпывающей, но также требует конкретизации с учётом состава оборудования и режимов прокатки ТПА.
Характеристика дефектов, статистическая обработка данных
Исследование качества поверхности готовых труб ТПА-80 показало, что в большинстве случаев глубина дефектов вида РВ, ПТ, ЗН находится в одном диапазоне значений 0,1÷0,32 мм, отдельные выпады значений достигали 0,96 мм. Дефекты РВ и ПТ располагаются под разными углами к продольной образующей трубы (рис. 1). В ряде случаев в области РВ наблюдались отслоения металла (рис. 1а). Следовательно, дефекты вида ПТ или ЗН глубиной менее 0,32 мм могут трансформироваться к дефекту вида РВ.
Наибольшая зафиксированная длина дефекта вида ПТ (рис. 1г) составила 80 мм. Дефект располагался вдоль продольной образующей трубы. В источниках [8, 10] дефекты вида ПТ и ЗН имеют совпадающие признаки, их длина не регламентируется.
Обжатие толщины стенки в непрерывном оправочном стане (НС) является одной из причин возникновения дефекта вида ЗН [12, 14]. Полученная статистическая закономерность (рис. 2) не противоречит данному утверждению. Однако с ростом обжатия точность аппроксимации данных снижается, что свидетельствует о влиянии прочих факторов на вероятность возникновения ЗН.
Предположительно, прокатка в редукционном стане (РС) (см. рис. 2) может способствовать уменьшению глубины залегания дефектов РВ и ПТ, влиять на количественное соотношение данных дефектов.

а) б)

в)

г)
Рис. 1. Внешний вид дефектов (масштаб изображений не соблюден): а – РВ с отслоением металла; б – РВ; в – ПТ с углом соединения ≈ 17°; г – ПТ длиной 80 мм вдоль образующей
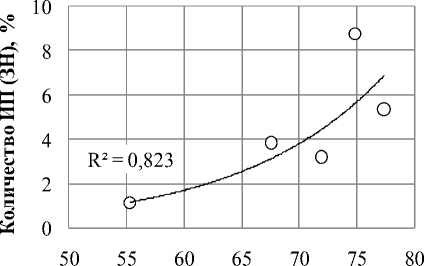
Обжатие толщины стенки в НС, %
Рис. 2. Изменение количества ИП от технологических факторов прокатки
Степень редуцирования в РС, %
Исследование трансформации дефектов в производственных условиях
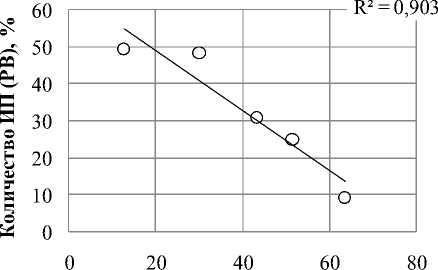
С целью изучения трансформации РВ, ПТ, ЗН из дефектов заготовки в производственных условиях воспользовались методикой исследования [19, 20]. На поверхность заготовки наносились точечные, продольные и поперечные дефекты. Заготовки ∅156 мм прокатывались по режимам производства труб ∅73×5,5 мм в линии ТПА-80, выводились с линии прокатки после каждого стана – осуществлялся осмотр и металлографические исследования (рис. 3). Точечные дефекты исчезали с поверхности заготовки уже при прокатке в обжимном стане.
Форма внутренней полости дефектов сформировалась при прокатке в ОС. В дальнейшем полость приобретала пологое расположение, полость поперечных дефектов развивалась в сторону наружной поверхности раската с отрывом от поверхности при редуцировании. На всех этапах производства
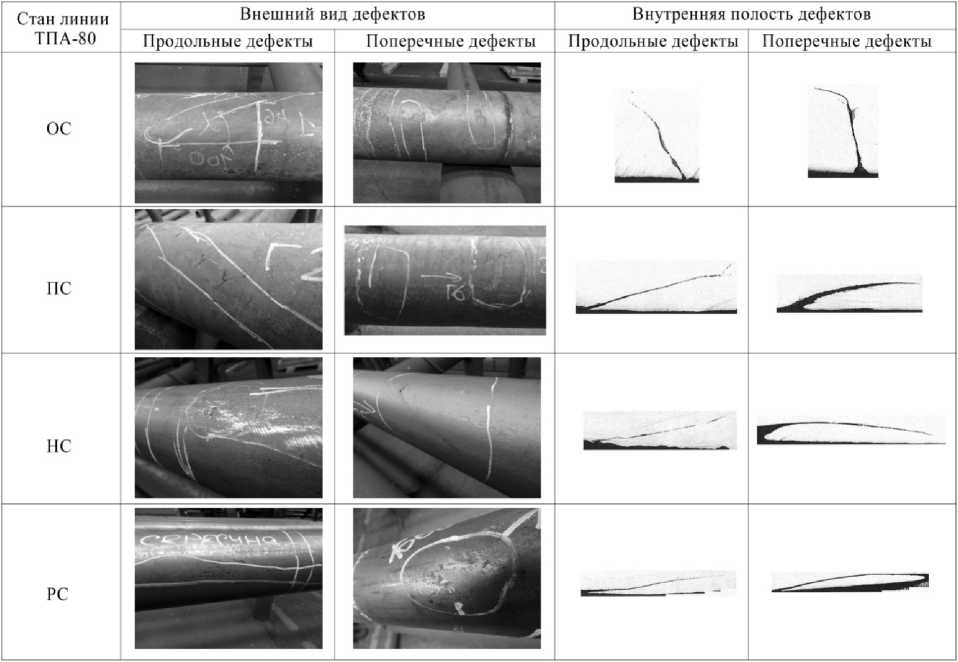
Рис. 3. Внешний вид и форма внутренней полости дефектов по линии ТПА-80: ОС – обжимной; ПС – прошивной; НС – непрерывный; РС – редукционный стан
Линия ТПА-80
Рис. 4. Глубина дефектов после раскатки в линии ТПА-80
вокруг полости дефектов наблюдалось обезуглероживание, в полости дефектов обнаруживалась окалина и мелкие диффузионные окислы.
В станах винтовой прокатки ОС и ПС линии ТПА-80 реализуется разнонаправленное вращение заготовки. Продольные дефекты (см. рис. 3) скручивались против направления вращения заготовки с образованием видимых отслоений металла при прокатке в ПС. При раскатке в НС стенки полости сжимались, угол дефектов уменьшался с 27,5 до 11° – дефект приобрел признаки вида ЗН [12, 14]. После прокатки в РС угол дефектов не изменился.
Характер расположения поперечных дефектов при винтовой прокатке сохранялся, видимые невооруженным взглядом отслоения металла отсутствовали. При продольной раскатке в НС (см. рис. 3) дефекты приобретали С-образную форму выпуклостью против хода прокатки. По всей видимой части дефекта образовались мелкие разнонаправленные отслоения, соединённые с основным металлом одной стороной. Вследствие характера развития внутренней полости при редуцировании происходил отрыв данных отслоений от поверхности основного металла.
На готовой трубе все дефекты были классифицированы к виду ПТ и РВ. Прокатка в РС повлияла на количественное соотношение дефектов.
Глубина дефектов на готовой трубе составляла 0,4÷0,6 мм – соответствовала глубине дефектов вида ЗН, РВ и ПТ, фиксируемой при производстве труб в линии ТПА-80 (рис. 4). Глубина поперечных дефектов уменьшалась интенсивнее, что сообразуется с результатами [19].
С учётом коэффициента вытяжки глубина дефектов интенсивнее уменьшалась в процессе винтовой прокатки. Глубина дефектов при прокатке в РС практически не изменялась.
Компьютерное моделирование трансформации дефектов
Ряд работ показывает, что компьютерное моделирование применимо для анализа изменения геометрических характеристик дефектов [21, 22]. В нашем случае исследования проводились с использованием продукта QFORM 2D/3D×64, предоставленного фирмой ООО «КвантоФорм».
В работе [19] на основании практических исследований и статистической обработки отмечается, что данные об изменении глубины дефектов относятся к одной совокупности. Кроме того, результаты [19] позволяют предположить, что глубина дефектов заготовки одного вида в зависимости от фактического значения в процентном отношении уменьшается одинаково. Следовательно, полученные результаты промышленных исследований могут быть адаптированы для всего сортаментного ряда труб. Однако интенсивность уменьшения дефектов может зависеть от комбинации технологических параметров в отдельных станах линии ТПА.
Толщина стенки готовых труб в линии ТПА-80 определяется соотношением деформаций в прошивном и непрерывном раскатном станах.
Толщина стенки гильзы определяется диаметром оправки dПС и положением стержня L ПС . При компьютерном моделировании величина d ПС равнялась 80, 86, 84 мм, соответственно величине dПС выбирали значение LПС.
Прочие параметры моделей были идентичны. Для каждого вида дефекта изменение его глубины соответствовало линейной зависимости вида y = ax + b, в которой значение аргумента определялось комбинацией
-
x = kidnc + k2Lnc,
где k1 и k2 – коэффициенты, влияющие на точность аппроксимации.
Толщина стенки при прокатке в НС формируется за счёт подбора диаметра оправки.
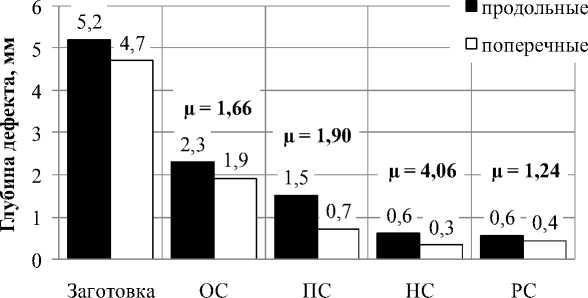
Исследования проводили моделированием в одной клети с одинаковой формой калибра и диаметром оправки ∅ 81 мм. Варьирование осуществляли величиной коэффициента вытяжки за счёт сведения и разведения валков. На поверхность гильзы дополнительно были нанесены точечные дефекты глубиной 6, 8 и 10 мм, имитирующие дефект вида РВ. Расположение дефектов в поперечном сечении раската при моделировании показано на рис. 5.
В качестве исследуемых факторов для анализа прокатки в НС были выбраны: коэффициент вытяжки; геометрический фактор – отношение высоты калибра к диаметру оп-н равки -; фактор неравномерности и истории деформирования – отношение деформации в вершине к деформации в промежуточной зоне калибра δF. Значение аргумента определялось по формуле
x = к1ц + к2 - + к3 • 5F.
Значения коэффициентов a, b, k 1 ÷k 3 в уравнениях подобраны таким образом (табл. 1), чтобы критерий аппроксимации R2 = 1.
Таким образом, при компьютерном моделировании определено, что анализ уменьшения глубины дефектов при прокатке в отдельных станах линии ТПА можно вести, опираясь на фактические значения технологических параметров процессов.
Анализ полученных зависимостей показал, что интенсивность уменьшения глубины при прошивке зависит от комбинации параметров d ПС и L ПС , характера расположения дефекта. В зависимости от модели ПС глубина дефектов уменьшалась в пределах 70,33÷93,08 %: продольных – 70,33÷93,08 %; наклонённых – 70,92÷83,86 %; поперечных – 84,51÷89,05 %.
Уменьшение глубины дефектов в НС зависит от зоны прокатки в калибре, вида дефектов, исходной глубины. Изменение средней глубины одинаковых дефектов зависит от факторов вытяжки, настроечных параметров отдельной клети и неравномерности деформации в калибре. Кроме этого, подтверждено
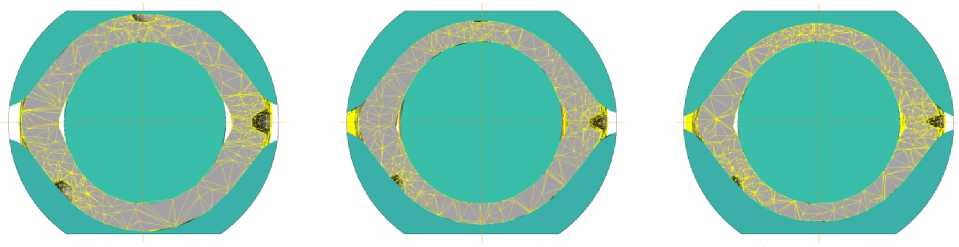
µ = 1,4
µ = 1,6
µ = 1,8
Рис. 5. Трансформация точечных дефектов глубиной 10 мм в клети НС
Таблица 1
Значения коэффициентов в уравнении при расчёте уменьшения глубины
|
Вид дефекта |
Значения коэффициентов |
||||||
|
Прошивной стан |
Непрерывный стан |
||||||
|
a |
b |
k 1 |
k 2 |
k 1 |
k 2 |
k 3 |
|
|
Продольные |
-0,817 |
432,5 |
1 |
0,2 |
0 |
1 |
0,08 |
|
Наклонённые |
0,292 |
48,77 |
0 |
1 |
0,5 |
1 |
1 |
|
Поперечные |
0,163 |
16,64 |
1 |
0,2 |
0,21 |
1 |
0,19 |
|
Точечные |
не исследовались |
0,05 |
1 |
0,03 |
|||
Таблица 2
Геометрические характеристики дефектов при моделировании прокатки в НС
|
Вид дефектов |
Продольные |
Наклонённые |
Поперечные |
||||||||||
|
Номер клети |
1 |
2 |
3 |
4 |
1 |
2 |
3 |
4 |
1 |
2 |
3 |
4 |
|
|
Глубина, мм |
ВР |
1,81 |
1,28 |
1,15 |
0,88 |
2,02 |
0,92 |
1,61 |
0,56 |
0,09 |
0,20 |
0,09 |
0,28 |
|
ПЗ |
2,51 |
1,37 |
1,20 |
0,98 |
3,48 |
1,66 |
1,76 |
1,11 |
1,80 |
0,17 |
0,34 |
0,30 |
|
|
ВП |
3,68 |
1,57 |
1,12 |
1,10 |
3,60 |
1,83 |
1,04 |
1,61 |
5,45 |
0,11 |
0,68 |
0,11 |
|
|
средняя |
2,67 |
1,41 |
1,16 |
0,99 |
3,03 |
1,47 |
1,47 |
1,09 |
2,45 |
0,16 |
0,37 |
0,23 |
|
|
Вид деф |
ектов |
Средняя глубина, мм |
Угол наклона, г |
рад |
ВР - вершина калибра; ПЗ - промежуточная зона; ВП - выпуск калибра |
||||||||
|
Точечные |
1,38 |
0,53 |
0,37 |
0,29 |
— |
— |
— |
— |
|||||
|
Наклоненные |
— |
— |
— |
— |
29,59 |
23,85 |
20,60 |
15,21 |
|||||
Таблица 3
Глубина дефектов при моделировании прокатки в РС
|
Вид дефектов |
Номер клети РС |
Исходная глубина |
Суммарное увеличение |
Максимальное увеличение |
Максимальное уменьшение |
|||
|
1 |
2 |
3 |
4 |
|||||
|
Продольные |
1,46 |
1,52 |
1,47 |
1,50 |
1,37 |
0,13 |
0,09 |
0,05 |
|
Наклонённые |
1,46 |
1,39 |
1,46 |
1,41 |
1,37 |
0,05 |
0,09 |
0,07 |
|
Поперечные |
1,54 |
1,56 |
1,54 |
1,48 |
1,39 |
0,09 |
0,16 |
0,06 |
|
Точечные |
1,33 |
1,39 |
1,37 |
1,42 |
1,33 |
0,10 |
0,05 |
0,02 |
[19], что при одинаковом коэффициенте вытяжки глубина дефектов в процентном отношении изменяется одинаково независимо от их исходной глубины. Глубина точечных дефектов уменьшилась на 33,75; 53,75 и 63,75 % при коэффициенте вытяжки, равном 1,4; 1,6 и 1,8 (см. рис. 5) соответственно.
Станы продольной прокатки НС и РС линии ТПА-80 многоклетевые. Процесс раскатки труб в отдельных клетях данных станов характеризуется собственным коэффициентом вытяжки, геометрическими параметрами калибровки валков. Более того, для каждой последующей клети неравномерность деформации будет зависеть от формы раската на входе в калибр. Далее (табл. 2 и 3) представлены результаты компьютерного моделирования для 4 клетей непрерывного раскатного и редукционного станов.
При одинаковом исходном значении уменьшение глубины дефектов (см. табл. 2) при прокатке в НС зависело от зоны калибров, вида и характера расположения дефекта. Наименее интенсивно уменьшалась глубина продольных и наклонённых дефектов, что соответствует результатам промышленных исследований. Угол наклонённых дефектов уменьшился суммарно на 29,8°, при этом угол продольных дефектов не изменился.
Глубина поперечных дефектов в зоне выпуска калибров увеличивалась.
Расчёт по предложенной формуле с учё- том коэффициентов (см. табл. 1) показал высокую сходимость результатов моделирования процесса прокатки в 1-й и 4-х клетях НС. Критерий R2 равнялся 1; 1 и 0,942 при расчёте уменьшения средней глубины точечных, продольных и наклонённых дефектов соответственно. Расчёт изменения глубины поперечных дефектов и более точный расчёт для прочих дефектов следует вести для каждой зоны калибра отдельно.
Изменения внешнего вида, угла наклона дефектов при моделировании процесса прокатки в РС не были зафиксированы. Увеличение глубины дефектов, возможно, зависит от количества клетей РС (см. табл. 3): максимальное суммарное увеличение составило 0,13 мм; максимальное разовое увеличение не превысило 0,16 мм.
Полученные результаты для процессов продольной прокатки в НС и РС соотносятся с результатами производственных испытаний.
Выводы
-
1. Применён комплексный подход к исследованию трансформации дефектов при прокатке труб в линии ТПА-80.
-
2. Изучен механизм трансформации дефектов в станах линии ТПА-80.
-
3. С учётом конкретного состава оборудования уточнены причины и место возникновения дефектов наружной поверхности в линии ТПА-80:
– дефекты поверхности заготовки переходят на поверхность готовых труб;
– дефекты вида ПТ возникают при винтовой прокатке заготовок, в том числе трансформируются из дефектов заготовки;
– дефекты вида закат возникают в НС по причине повышенных обжатий толщины стенки, а также могут трансформироваться из дефектов заготовки;
– дефекты вида РВ трансформируются из дефектов вида ПТ или ЗН малой глубины при редуцировании. Дефекты вида РВ могут образовываться в чистовых проходах раскатного стана и в клетях редукционного стана по причинам налипания металла, износа валков, вдавливания окалины и другим.
-
4. Прокатка в РС не оказывает существенного влияния на изменение геометрических характеристик дефектов, однако механически влияет на количественное соотношение дефектов вида ПН и РВ.
-
5. Уменьшение глубины дефектов зависит от комбинации технологических параметров прокатки в прошивном и непрерывном раскатном станах. Получены соответствующие зависимости, позволяющие алгоритмизировать расчёт и регламентировать допускаемую глубину дефектов на исходной заготовке, заготовке перед прошивным станом, гильзе перед непрерывным станом, а также в отдельной клети непрерывного стана.
Список литературы Изучение трансформации дефектов поверхности при производстве труб в условиях ТПА-80
- СТО ТМК 56601056-0008-2006. Заготовка трубная непрерывнолитая круглого сечения для изготовления бесшовных труб. Технические условия. Стандарт организации. - Введ. 2018-08-20. - Челябинск: ОАО "РосНИТИ", 2018. - 29 с.
- ТУ 0913-180-00186269-2016. Заготовка трубная из нелегированной и легированной стали. Технические условия. - Введ. 2016-05-31. - Нижний Тагил: ОАО "ЕВРАЗ НТМК", 2016. - 21 с.
- ТУ 14-104-183-99. Заготовка трубная катаная из легированной стали для насосно-компрессорных и обсадных труб с увеличенным ресурсом эксплуатации. Технические условия. - Введ. 1999-10-01. - Новотроицк: ОАО "НОСТА" (ОХМК), 1999. - 6 с.
- DIN EN 10216-1:2004. Nahtlose Stahlrohre für Druckbeanspruchungen. Technische Lieferbedingungen. - Введ. 2004-07-01. - Normenausschusses Eisen und Stahl (FES), 2004. - 30 S. DOI: 10.31030/2401587
- ASME SA-106/SA-106-M-2017. Specification for seamless carbon steel pipe for high-temperature service. - Введ. 2017-06-30. - ASTM International, 2017. - 12 p.
