Эффективность вакуумной дистилляции в токе водяного пара

Автор: Коновалов Михаил Львович, Розанов Олегвладимирович
Журнал: Сибирский аэрокосмический журнал @vestnik-sibsau
Рубрика: Математика, механика, информатика
Статья в выпуске: 1 (34), 2011 года.
Бесплатный доступ
Для оценки эффективности вакуумной дистилляции в токе водяного пара предложен такой показатель, как индивидуальная скорость массопереноса (отгонки). Получен общий вид выражения для индивидуальной скорости отгонки, разработаны процедуры ее вычисления, исследовано влияние на нее различных факторов.
Дистилляция, массоперенос, эффективность
Короткий адрес: https://sciup.org/148176515
IDR: 148176515 | УДК: 66.048.621
The effectiveness of vacuum distillation inastream of vapor
To evaluate the effectiveness of vacuum distillation in a stream of vapor, the authors offer the index - the rate of individual mass transfer (stripping). The article also presents the general form for the expression of individual stripping speed along with the procedures developed for its calculation, and the investigated influence of various factors.
Текст научной статьи Эффективность вакуумной дистилляции в токе водяного пара
При дистилляции многокомпонентных смесей в токе водяного пара естественной является постановка вопроса о выборе показателя эффективности процесса и поиска условий, обеспечивающих максимальную эффективность. Используемые в расчетной практике величины: расход пара, содержание компонента в паровой фазе, коэффици-ентнасыщения паровой фазы, конечное содержание отгоняемого компонента в жидкости или его убыль – не пока-зываютв полной мере эффективность дистилляции.
Во многих случаях показатели эффективности стро- процесса, если известны величины, входящие в выражение (2), и их зависимость от параметров процесса (температуры, давления, расходов фаз, конструктивных характеристик аппаратуры и др.).
Авторами проведены исследования дистилляции в токе водяного пара в барботажном слое [1–4], в пленке [5] ив неизотермических условиях [6–8], разработаны и апроби- рованы соответствующие математические модели.
Выражение для коэффициента насыщения паровой фазы в барботажном слое получено в [2]:
ятся по принципу соотношения величин, отражающих полезный эффект и затратную сторону процесса. Для оценки эффективности отгонки различных компонентов
ϕ=π⋅ KA ⋅ KH ⋅ K τ Н ⋅ exp( KA ⋅ KH ⋅ K τ H ) ×
в токе водяного пара авторами предлагается ввести пока-
затель, названный индивидуальной скоростью массопе-
реноса (отгонки) компонентов:
d ( xa / xa 0) d ( np / ng ),
Здесь
где S – индивидуальная скорость массопереноса; xa , x a 0 –
текущая и начальная мольные концентрации переходящего компонента в жидкой фазе; np , ng – числа молей пара и дистиллируемой смеси.
По своей сущности индивидуальная скорость массо-переноса – это относительная убыль переходящего компонента в жидкой фазе (полезный эффект) в расчете на
единицу относительного расхода инертного носителя – пара (затратная сторона процесса). Расход водяного пара во многом определяет энергетические затраты на дистилляцию, втомчислеи связанные с эксплуатацией вакуумной техники, а также ее стоимость и массогабарит-
ные характеристики.
Общий вид выражения для индивидуальной скорости отгонки можно получить на основе уравнения материального баланса дистилляции, законов Рауля и Дальтона, коэффициента насыщения паровой фазы отгоняемым компонентом и коэффициента активности компонента в жидкости, а также зависимости давления насыщения пе-
реходящего компонента от температуры:
c
S = ⋅ exp( - B / T ) ⋅ϕ⋅δ , (2) p 0
где ϕ – коэффициентнасыщения паровой фазы переходящим компонентом; δ – коэффициентактивности переходящего компонента в жидкости; T – температура; с и B – индивидуальные коэффициенты переходящего компонента; p 0 – давление над поверхностью дистиллируемой жидкости.
Показатель S позволяет сравнивать эффективность отгонки различных компонентов в различных условиях и осуществлять поиск оптимальных условий проведения
×
K=P0K=P0K=β⋅H APA , HΔP, τH2⋅w, где Н – высота барботажного слоя; в – кинетический ко-эффициентотгонки; w – средняя скорость прохождения пара через барботажный слой; ΔP – перепад давлений по высоте слоя; P0, PA – давления над поверхностью жидкости в аппарате и паров чистого переходящего компонента при температуре дистилляции соответственно;
2Z erf(z) = exp(-t2) ⋅dt–интегралвероятности.
π 0
Обработка экспериментальных данных показывает, что численные значения соотношения β близки к еди-2⋅w нице, а величину PA можно рассчитать по выражению
PA = c ⋅ exp
-
B
T
.
Также определены численные значения коэффициентов C и B для различных компонентов дистиллируемых смесей ( c = exp( C )): для стеариновой кислоты C = 23,14, B = 10 505; для миристиновой кислоты C = 22,15, B =9243; для лауриновой кислоты C = 21,05, B = 8 255; для мети-лундецилкетона C = 19,76, B =6977.
Выражение для коэффициента насыщения паровой фазы при дистилляции в пленке получено в [5]:
Здесь
A п =
ϕ
A п
μ
⋅⎛⎜1- 1
⋅δ ⎝ K τ п + 1
.
P 0п
P A п ,
L μ = G ,
τ п
βп⋅ρ⋅Δ⋅Hп
Г ,
где PA п – давление паров чистого компонента при температуре дистилляции в пленочной зоне; P 0п – давление в пленочной зоне аппарата; G , L – мольные расходы жидкой и паровой фаз соответственно; Г – массовый расход жидкости в расчете на единицу длины смоченного периметра; Δ – толщина пленки; ρ – плотность жидкости; β п – кинетический коэффициент отгонки в пленочной зоне; H п – высота пленочной зоны.
Кроме того, получены данные по коэффициентам активности ряда компонентов дистиллируемых смесей и влиянию на них параметров процесса [9].
Результаты исследований позволили разработать расчетные процедуры для определения индивидуальной скорости отгонки компонентов при заданных условиях проведения процесса. Эти процедуры были использованы для определения влияния различных факторов на индивидуальные скорости массопереноса (рис. 1–4).
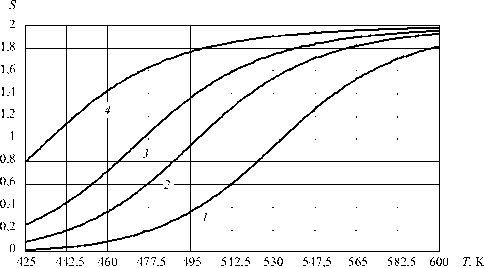
Рис. 1. Зависимости индивидуальных скоростей массопереноса компонентов от температуры дистилляции:
1 – стеариновая кислота; 2 – миристиновая кислота;
3 – лауриновая кислота; 4 – метилундецилкетон
При изучении влияния температурного фактора на отгонку в барботажном слое установлено, что для каждого компонента можно выделить три температурных интервала (см. рис. 1):
– на первом интервале с ростом температуры наблюдается ускоренный рост индивидуальной скорости мас-сопереноса;
– на втором интервале темп роста индивидуальной скорости массопереноса с ростом температуры стабилизируется;
– на третьем интервале этот рост замедляется, достигая некоторого максимально возможного для данных условий значения.
Эти температурные интервалы различны для компонентов с разной летучестью. Однако по мере роста температуры индивидуальные скорости массопереноса этих компонентов сближаются и стремятся к некоторому общему предельному для заданных условий значению.
Влияние остаточного давления в аппарате на индивидуальные скорости массопереноса существенно для компонентов с малой летучестью. Рост остаточного давления приводит к снижению индивидуальных скоростей массопереноса.
С ростом высоты барботажного слоя наблюдается ростиндивидуальных скоростей массопереноса, авдаль-нейшем – их стабилизация на некотором уровне, харак- терном для каждого компонента при заданных условиях (см. рис. 2). Степень дифференциации стабилизированных скоростей массопереноса в зависимости от летучести компонентов довольно велика. По мере снижения толщин барботажного слоя происходит сближение скоростей массопереноса у компонентов с различной летучестью и, в конечном счете, слияние всех кривых в единую зависимость.
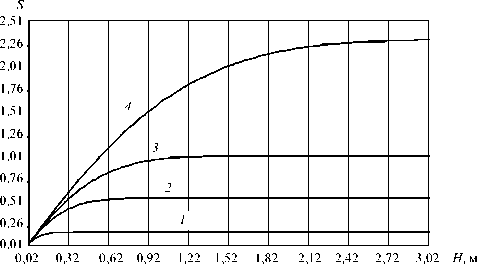
Рис. 2. Зависимости индивидуальных скоростей массопереноса компонентов от высоты барботажного слоя:
1 – стеариновая кислота; 2 – миристиновая кислота;
3 – лауриновая кислота; 4 – метилундецилкетон
Влияние температуры и давления на индивидуальные скорости массопереноса при дистилляции в пленочной зоне аналогично влиянию этих факторов на индивидуальные скорости массопереноса в барботажном слое. При этом предельные значения индивидуальных скоростей массопереноса в пленочной зоне значительно (на порядок) ниже, чем в барботажном слое. Однако по мере снижения температуры и летучести компонента проис-ходитсближение индивидуальных скоростей массопере-носа в барботажном слое и в пленке.
По мере роста высоты пленочной зоны H п индивидуальные скорости массопереноса компонентов увеличиваются до максимальных при заданных условиях значений, достижимых при использовании многосекционных аппаратов (см. рис. 3). При уменьшении высоты этой зоны до величины порядка 1 м индивидуальные скорости массопереноса компонентов с различной летучестью становятся практически одинаковыми.
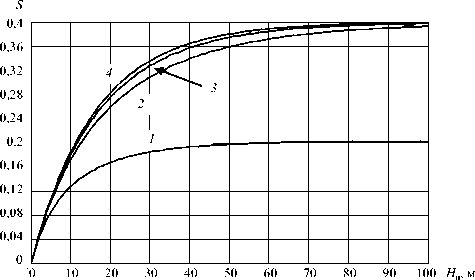
Рис. 3. Зависимости индивидуальных скоростей массопереноса различных компонентов от высоты пленочной зоны: 1 – стеариновая кислота; 2 – миристиновая кислота;
3 – лауриновая кислота; 4 – метилундецилкетон
Влияние отношения кинетического коэффициента отгонки K μ к удвоенной скорости барботажа на индивидуальные скорости массопереноса подобно влиянию высоты барботажного слоя. По мере увеличения расхода паровой фазы, т. е. роста K μ , происходитснижение и сближение индивидуальных скоростей массопереноса компонентов с различной летучестью (см. рис. 4). При снижении K μ для каждого компонента с некоторого момента достигается максимальная скорость массоперено-са при полном насыщении паровой фазы, когда коэффи-циентнасыщения равен единице. При этом расходы паровой фазы будутзначительно меньше рекомендуемых значений.
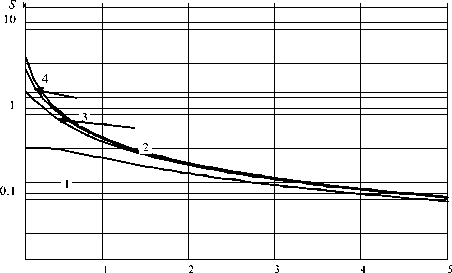
12345 K μ
Рис. 4. Зависимости индивидуальных скоростей массопереноса различных компонентов от соотношений расходов паровой и жидкой фаз K μ в пленочной зоне дистилляционного аппарата:
1 – стеариновая кислота; 2 – миристиновая кислота;
3 – лауриновая кислота; 4 – метилундецилкетон
Таким образом, получены следующие результаты:
– для оценки эффективности вакуумной дистилляции в токе водяного пара предложено использовать величину, представляющую относительную убыль переходящего компонента в жидкой фазе (полезный эффект) в расчете на единицу относительного расхода пара (затратная сторона процесса), – индивидуальную скорость массо-переноса (отгонки);
– определен общий вид выражения для индивидуальной скорости отгонки и разработаны процедуры для ее вычисления;
– исследовано влияние различных факторов на индивидуальную скорость отгонки компонентов с различной степенью летучести при дистилляции в барботажном слое и в пленке.
Эти результаты могут быть использованы при моделировании дистилляционного процесса, проектировании аппаратуры для дистилляции и разработки оптимизационных процедур.
