Эффективные бизнес процессы и согласованные модели планирования для машиностроительного холдинга, заводов, цехов и участков на основе компонентов OeBS

Автор: Матвеев Сергей Сергеевич
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Статья в выпуске: 1-5 т.16, 2014 года.
Бесплатный доступ
Охарактеризована функциональность APS компонентов системы OeBS (Oracle e-Business Suite) и приведены рекомендации по практическому использованию в промышленных системах и прототипах на предприятиях сложного машиностроения и в корпорации ОАО «ОАК».
Aps система, ограничения по доступности, ресурсы, материалы
Короткий адрес: https://sciup.org/148202974
IDR: 148202974 | УДК: 65.012.122
Effective business processes and coordinated models of planning for mechanical engineering holding, plants, shops and sites on the basis of OeBS components
Functionality of APS components of OeBS system (Oracle e-Business Suite) is characterized and recommendations about practical use in industrial systems and prototypes at the enterprises of difficult mechanical engineering and in JSC “OAK” corporation are provided.
Текст научной статьи Эффективные бизнес процессы и согласованные модели планирования для машиностроительного холдинга, заводов, цехов и участков на основе компонентов OeBS
-
- учёт спроса в виде заданных минимального и максимального значений единиц выпуска ВС по годам планового горизонта;
-
- учёт действующих программ производства ВС и схем кооперации;
-
- учёт трудоемкости производства ВС на уровне отсеков/крупных агрегатов с учетом запланированного снижения трудоемкости на горизонте планирования;
-
- учёт полезного фонда рабочего времени основного производственного персонала и времени использования оборудования (без разбиения на группы) для отдельных производств в составе предприятий-изготовителей с учетом запланированного наращивания производственных мощностей на горизонте планирования;
-
- использование избытков мощностей производств заводов корпорации;
-
- учёт капитальных затрат на ввод в эксплуатацию новых производственных мощностей и модернизацию оборудования, а также затрат на подготовку производства.
Поставленная задача была решена на основе использования компонента SNO (Стратегическая оптимизация сети) [1] , в котором оптимизация производится с выбором метода решения задачи линейного программирования и эвристического алгоритма.
Результаты оптимизации по выбору авиационной кооперации и рационального типажа в SNO оцениваются по набору KPI (ключевых показателей деятельности), причём возможно сопоставление базового варианта и моделируемых сценариев. На рис.1, для примера, показаны оценки KPI корпорации при полученных оптимальных авиационной кооперации и типаже ВС для базового прогноза спроса и при возможном уровне снижения спроса на региональные типы ВС. В дополнение к гибко формируемым в SNO отчётам, была дополнительно разработана принятая в корпорации отчётность по результатам оптимального расчёта авиационной кооперации программ: авиационная программа, сводный баланс мощностей АПО, баланс мощностей производств АПО.
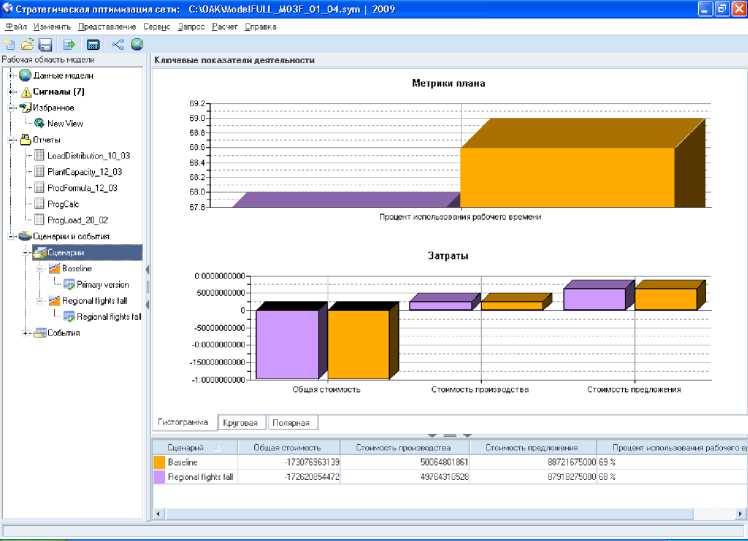
Рис. 1 . Пример оценок KPI
Обзор задач и новых бизнес-процессов оперативного планирования. Задачи согласованного планирования деятельности заводов, цехов и участков машиностроительного холдинга содержали следующие требования:
-
- расчёт планов межзаводского и заводского уровней с учётом совокупности ограничений по доступности ресурсов (персонал и оборудование) и доступности материалов, включая ПКИ и производимые ТСЕ (технологическая сборочная единица включает все детале-сборочные едини-цыи паспорта сборки), обеспечивающих минимизацию просрочек всех видов независимого спроса с учётом приоритетов;
-
- расчёт единого оперативного плана выпус-ка/сдачи, производства и закупок на основе принятых и прорабатываемых клиентских заказов и прогноза спроса, включая спрос на запчасти, для каждого завода холдинга;
-
- связь каждой записи плана в части производства и закупок с заказ-нарядом на производство комплекса и его ТСЕ;
-
- пооперационное планирование производственных операций для учёта доступности ресурсов и последующего формирования сменносуточных заданий основным производственным рабочим по производственным участкам;
-
- пооперационное планирование потребностей в материалах и комплектующих;
-
- использование основных и альтернативных техкарт и спецификаций, основных и альтернативных ресурсов, основных компонентов и заменителей для улучшения планов;
-
- моделирование интерактивных изменений плана по принципу «что-если» с целью улучшения плана.
Поставленные задачи были решены на основе использования стандартной функциональности компонента ASCP (Расширенное планирование цепочки поставок), в котором расчёт планов с ограничениями и возможной дополнительной оптимизацией по свёртке критериев «доставка в срок», «валовая прибыль», «оборачиваемость запасов» производится на основе комбинации методов программирования с учётом ограничений и линейного программирования, которые дополнены эвристическим алгоритмом и используют декомпозицию оптимизационной задачи.
Приведём перечень новых, по сравнению с системами стандарта MRPII, возможностей планирования при использовании ASCP, которые послужили основой установления эффективных бизнес процессов планирования на предприятиях сложного машиностроения и привели к росту «фактора креативности» [2] в работе плановиков:
-
- сбор данных планирования из системы технологической подготовки производства и ERP систем (включая внешние ERP) для формирования рабочего массива снимка данных, который используется как при расчёте плана, так и при последующем интерактивном перепланировании;
-
- расчет единого плана материальных потоков производимых и закупаемых позиций на основе текущих и прорабатываемых клиентских заказов, а также прогнозов спроса, включая спрос на запчасти, с учётом:
-
- заводов и складов внутренней кооперации машиностроительного холдинга;
-
– основных и альтернативных источников для производимых ТСЕ (собственное производство и на ином заводе холдинга), а также для закупаемых материалов и ПКИ (из списка утверждённых поставщиков);
-
– ограничений по доступности и загрузке ресурсов на заводах;
-
– ограничений по доступности материалов, включая учёт суточной производительности поставщиков материалов и ПКИ;
-
- остатков готовой продукции, полуфабрикатов, материалов и ПКИ на складах;
– страховых запасов полуфабрикатов, материалов и ПКИ в количестве заданного процента от плановой потребности в данной позиции за определённый скользящий период (не применяется для позиций с высокой стоимостью);
-
- отличного от предыдущего демпфера, -страхового опережения для полуфабрикатов, материалов и ПКИ на заданный срок до расчётной плановой даты спроса на данную позицию;
-
– основных и альтернативных производственных спецификаций и техкарт;
-
- компонентов-заменителей и альтернативных ресурсов производственных операций;
-
– календарных сроков недоступности оборудования;
-
– циклов поставки закупаемых позиций, включая цикл транспортировки от поставщика;
-
– текущего состояния производственных заданий, отгрузок продукции и заказов на закупку;
-
– длительности и массогабаритных ограничений транспортировки.
-
- в результате одного расчета получать единый реальный план выпуска/сдачи, производства и закупок, что радикально сокращает время согласования отдельных планов межзаводского и заводского уровней;
-
- определение производственных планов с
учётом назначенных приоритетов по отдельным строкам клиентских заказов, графиков и прогнозов спроса;
-
- пооперационное планирование использования экземпляров ресурсов и потребления компонентов в производственных заданиях;
-
- просмотр сообщений об исключениях пла-пирования, позволяющих провести экспресс-анализ плана и определить необходимость перепланирования на основе показанных несоответствий в рассчитанном плане;
-
- просмотр записей плана в части производства, закупок, отгрузок, а также загрузки ресурсов в табличном виде и на диаграммах Г анта;
-
- моделирование интерактивных изменений плана по принципу «что-если» и последовательная корректировка плана (с возможностью отказа от сделанных неэффективных корректировок) для устранения выявленных в результате анализа плана исключений планирования и с целью наилучшего выбора плана на этапе его расчета и принятия;
-
- к числу изменяемых данных при оперативном перепланировании в диалоговом и фоновом режимах относятся:
-
– даты и количества во всех видах конечного спроса и соответствующие им приоритеты, а также учёт изменений в графиках и прогнозах спроса;
-
– время недоступности отдельных ресурсов (например, при предварительном планировании сроков ППР оборудования);
-
– количество и время доступности ресурсов (персонал и оборудование) на производственных участках;
-
– количество, даты, альтернативные источники и варианты в записях плана в части производства, закупок и транспортировки;
-
– ввод новых записей плана в части производства, закупок и транспортировки;
-
– закрепление (по срокам для исключения их перепланирования) записей плана в части производства, закупок и транспортировки;
-
– суточная производительность внешних поставщиков (поскольку могла стать ограничением по доступности материалов и ПКИ).
-
- корректировка при выполнении принятого плана по данным неизбежных отклонений факта от плана в режиме интерактивных изменений на диаграмме Ганта, которая производится без необходимости пересчета всего плана для нижеследующего набора изменений в рассчитанном исходном плане:
-
– замена ресурсов в операциях на альтернативные;
-
– закрепление времени выполнения операций и снятие закреплений;
-
– изменение времени начала и завершения операций, в т.ч. графический перенос на диаграмме Ганта;
– изменение количества доступных единиц ресурсов по часам, дням и сменам.
-
- формирование отчетов по результатам расчета и выбора наилучшего плана:
– месячный план цеха с записями дат запуска и выпуска партий ТСЕ, плановой трудоемкости и наряд-заказа;
– пооперационный план цеха по участкам с указанием времени начала и завершения обработки, плановой трудоемкости для каждой партии ТСЕ и наряд-заказа.
-
- поэтапная передача записей плана в модуль Производство (включая внешние ERP или MES системы) в виде производственных заданий и в
модуль Закупки (включая внешние ERP) в виде заявок на закупку по мере наступления сроков исполнения производственных заданий и размещения заказов на закупку материалов и ПКИ;
-
- передача рекомендаций о перепланировании заданий и заказов в названные модули ERP системы с учётом допустимости изменений заданий и заказов.
На блок-схеме рис. 2 показаны основные шаги инструкции для специалиста по планированию по работе в промышленной системы OeBS при просмотре записей плана, оценок ключевых показателей деятельности (KPI) и просмотре сообщений об исключениях планирования на этапе расчёта и принятия плана и перед выпуском записей плана (заводского уровня).
Специалист по планированию
— Открыть Рабочее место плановика и просмотреть сообщения об исключениях и KPI для плана. {1}
Специалист по планированию
— Создать один и более новых планов
параметрами планов (3)

Специалист по планированию
Специалист по планированию
> (Г) Действия
> Ключевые показатели
> Горизонтальный
> (Т) Организации
— Сравнить исходный план с t-овыЩи) по KPI и исключениям.
№ ___
> Рабочее место плановика
> Ключевые
— Сформировать отчет о сравнении планов: исходного и наилучшего для
Больше нет -есбхОДИ МОСТИ уменьшать число исключен и й и улучшать KPI?
Специалист по планированию
> (Т) Действия
Специалист по планированию
— Определить какой план наилучший и подготовиться к выпуску записей. (5)
Необходимо улучшить план?
- Приготовиться к выпуску записей
Рис. 2. Анализ плана, KPI и исключений
Обозначения на блок-схеме:
- бизнес процессы
Рабочее место плановика Ключевые показатели (Т) Действия
- навигация в ASCP
- роль пользователя и назначение шага процесса (номер шага)
- логическое условие
На рис. 3 показан пример формы для просмотра оценки KPI «Доставка в срок» и записей плана в папке «Межцеховой план» с расчётными датами запуска и выпуска, размером партии ТСЕ и приоритетом, которые специалист по планированию использует на шаге 1 процесса «Анализ плана, KPI и исключений планирования».
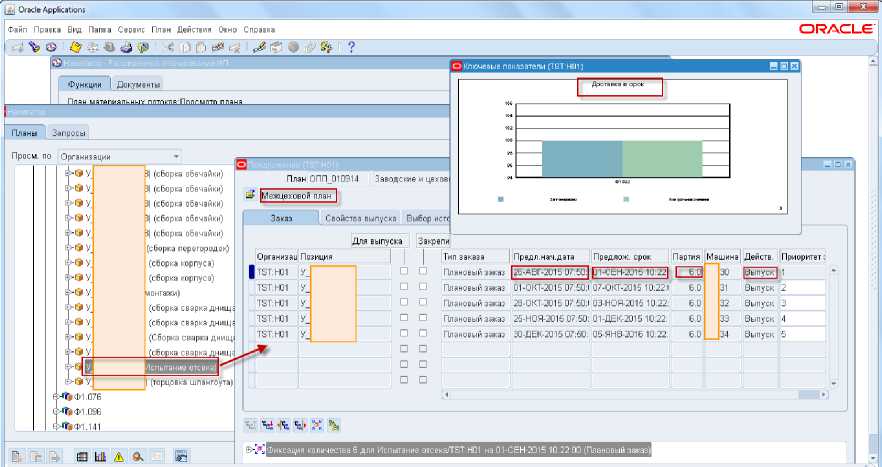
Рис. 3. Пример формы просмотра плана
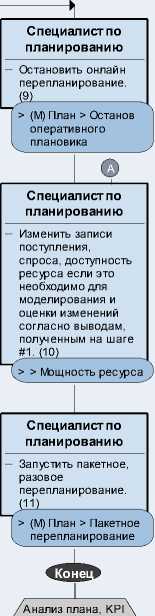
Инновационный бизнес процесс планирования в ASCP, содержащий интерактивные действия пользователя для улучшения плана на основе сообщений об исключениях планирования и оценок KPI показан на рис. 4. Процесс выполняется во всех случаях, когда специалист по планированию располагает информацией о том, как можно улучшить определённый план межзаводского или заводского уровня. В режиме «Оперативное перепланирование» пользователь последовательно корректирует план с целью наилучшего выбора плана на этапе его расчета и принятия. Если же на шаге 1 процесса специалист по планированию выяснил, какие изменения следует произвести для получения наилучшего плана, то он может сразу перейти к шагу 10 для ввода изменений и затем запустить расчёт в режиме «Пакетное перепланирование». Как видно из приводимой блок-схемы, все шаги этого процесса выполняются в ASCP.
Практические рекомендации.
Необходимо отметить, что практика внедрений ERP систем на предприятиях сложного машиностроения свидетельствует о том, что APS системы планирования выдвигают ряд требований к производственно-технологическим данным сложных технических систем (далее, комплексов), которые ведутся в системах технологической подготовки производства:
-
- полная производственная спецификация готового изделия или поставляемого по кооперации отсека/крупного агрегата должна соответствовать графу дерево, что, возможно, потребует некоторых изменений в паспортах сборки;
-
- сквозные технологические процессы для ТСЕ следует разбить на последовательность из технологических карт цехозаходов, что позволяет выделять в едином плана заводского уровня согласованные по календарным срокам планы цехов основного производства;
-
- варианты последовательности операций для паспортов сборки, при необходимости, отражаются альтернативными техкартами и спецификациями;
-
- каждая производственная операция техкарт ТСЕ может использовать только персонал и оборудование определённого производственного участка, причём APS система при расчёте плана учтёт предусмотренные заимствования ресурсов данным участком;
Улучшение плана
Анализ плана, KPI\ и исключений планирования_
>1 B
Специалист по планированию
Специалист по планированию
Просмотреть план и определить, какие изменения моделировать. (1) > Рабочее место плановика
-
> (T) Действия
-
> Ключевые показатели
-
> Горизонтальный план
-
> (T) Организации
Изменить записи поступления, спроса, доступность ресурсов если это необходимо для моделирования и оценки изменений согласно выводам, полученным на шаге #1. (3)

Специалист по планированию

Разового перепланирования достаточно для улучшения плана?
Сохранить изменения в плане.
> (M) Файл > Сохранить
Д
Специалист по планированию
Запустить режим онлайн перепланирования.
Специалист по планированию
Перепланировать в режиме онлайн. (5)

> (M) План > Оперативное перепланирование
-
> (M) План > Запуск оперативного плановика
->

и исключений
\ планирования _/
Рис. 4. Улучшение плана
-
- для двух и более последовательных операций техкарты ТСЕ, при необходимости, назначается признак одновременного завершения или начала операций;
-
- основные ресурсы операций в техкартах ТСЕ, при необходимости, дополняются альтернативными ресурсами;
-
- основные компоненты в спецификациях ТСЕ, при необходимости, дополняются компонентами-заменителями;
-
- потребности в ТСЕ, которые дополнительно производятся для проведения приёмо-сдаточных испытаний (ПСИ) с разрушением, должны быть учтены как потери операции отбора на ПСИ сообразно заданным рациональным партиям ТСЕ и директивным нормам отбора;
-
- для комплексов с единичным типом производства необходимо определить применимость производственно-технологических данных высокоуровневых ТСЕ по номеру единицы.
Основные результаты исследования промышленных систем и их прототипов, созданных на основе компонентов планирования в системе
OeBS – SNO и ASCP, сведены в таблицу 1. Как следует из таблицы, рассмотренные задачи планирования всех уровней используют совокупный спрос, включающий все виды спроса на готовую продукцию и запчасти: клиентские заказы, графики (преддоговорная работа) и прогнозы спроса для корпорации, холдинга и завода, соответственно.
На стратегическом уровне планирования деятельности корпорации/холдинга для оптимального выбора авиационных программ используется наиболее укрупненное разузлование ВС на отсеки/крупные агрегаты и комплекты: двигательных установок, основных видов конструкционных материалов и ПКИ. Результаты стратегического планирования корпорации/ холдинга передаются на уровень межзаводского планирования в виде наборов назначений определённых источников позиций: заводов-производителей готовых изделий и отсеков/агрегатов, поставщиков закупаемых комплектов двигательных установок, материалов и ПКИ.
Таблица 1. Границы задач APS компонентов
|
Данные спроса |
Используемый компонент OeBS |
Планируемые позиции |
Порядок числа используемых критических ресурсов завода корпорации/ холдинга |
Используемые результаты |
Направление использования результатов моделирования/ онлайн перепланирования |
|
Сводный спрос на готовые изделия по годам периода планирования (включая клиентские заказы, графики и прогнозы спроса) |
SNO |
Готовые изделия и отсеки/а грегаты, производимые в авиационной кооперации программ, а также закупаемые комплекты двигательных уста новок, материалов и ПКИ |
10 |
Потенциальный годовой выпуск готовых изделий, выбор заводов-производителей готовых изделий и отсеков/агрегатов, выбор поставщиков закупаемых комплектов двигательных установок, материалов и ПКИ |
Оптимальный выбор: а виационной кооперации программ ОАО "ОАК", рационального типажа комплексов, поста вщиков комплектов двигательных установок, материалов и ПКИ. Сцена рный анализ устойчивости выбранной авиационной кооперации и типажа комплексов при факторах риска. |
|
Клиентские заказы, графики и прогнозы спроса |
ASCP |
Готовые изделия, отсеки/а грегаты, критические ТСЕ*, критические материалы и ПКИ |
10 |
Запланированные даты выпуска/сдачи готовых изделий, отсеков и а грегатов, даты завершения критических ТСЕ на определённом а виа ционном заводе и даты поставок критических материалов и ПКИ |
Расчёт слотов выпуска комплексов определённого типа, уточнение решений: производить отдельные критические ТСЕ на определённом заводе или на ином заводе холдинга/корпора ции, формирова ние графиков поста вок отсеков/а грегатов и критических ТСЕ по авиационной кооперации, а также формирование прогнозов поставок критических материалов и ПКИ для отпра вки поставщикам |
|
Клиентские заказы, графики и прогнозы спроса |
ASCP |
Готовые изделия, отсеки/агрегаты, ТСЕ, фа нтомные сборки, материалы и ПКИ |
100 |
Сообщения об исключениях для оценки реальности и улучшения пла на определённого завода, плановые заказы и рекомендации по изменению незакреплённых зада ний на изготовление готовых изделий, отсеков/агрегатов, ТСЕ и за казов на закупку материалов и ПКИ, а также заказов на транспортировку отсеков/агрегатов и критических ТСЕ из авиационных заводов. Выделенные из единого пла на завода согласованные по срокам текущие производственные планы: по зада ниям для межцехового и по опера циям для цехового уровней. |
Единый реальный пла н выпуска/сдачи, производства и закупок определённого завода, который является источником для созда ния и допустимых корректировок производственных заданий, заявок и заказов на закупку материалов и ПКИ, за казов на транспортировку из авиационных заводов. Переда нные новые записи пла на в части производства и корректировки ранее созданных производственных заданий являются основным источником формирования сменно-суточных заданий. |
Примечание: * - критическими являются все ТСЕ, которые используют критический ресурс или содержат в себе закупаемый критический компонент
На уровне межзаводского планирования с ограничениями разузлование ВС доходит до уровня критических ТСЕ, материалов и ПКИ. При этом критическими являются все ТСЕ, которые используют ресурс из заданной группы критических ресурсов. В дополнение, назначение признака «критический компонент» для ряда закупаемых материалов и ПКИ приводит к учёту ограничений по доступности ресурсов для всех уровней ТСЕ, которые их содержат.
Результаты межзаводского планирования предназначены для:
-
– расчёта слотов (интервалов) выпуска ВС определённого типа;
– уточнения решений: производить отдельные критические ТСЕ на определённом заводе или на ином заводе холдинга/корпорации;
– формирования графиков поставок отсе-ков/агрегатов и критических ТСЕ по авиационной кооперации;
– формирования прогнозов поставок критических материалов и ПКИ для отправки внешним поставщикам.
На уровне заводского планирования с ограничениями разузлование ВС доходит до нижнего уровня: все ТСЕ, фантомные сборки (если используются), материалы и ПКИ. При этом учитываются все ограничения по доступности ресурсов и материалов, включая ТСЕ, материалы и ПКИ с учётом оценок производительности внешних поставщиков, а также циклы и ограничения транспортировки. Результаты планирования заводского уровня предназначены для:
– формирования единого реального плана выпуска/сдачи, производства и закупок определённого завода;
– служат источником для создания и допустимых корректировок производственных заданий, заявок и заказов на закупку материалов и ПКИ, заказов на транспортировку из авиационных заводов кооперации;
– переданные новые записи плана в части производства и корректировки ранее созданных производственных заданий являются основным источником формирования сменносуточных заданий по производственным участкам.
Выводы: практика использования компонентов SNO и ASCP свидетельствует об эффективном решении задач управления цепочкой поставок в условиях расширенной кооперации и о согласованном оперативном управлении производством машиностроительного холдинга на межзаводском, заводском и цеховом уровнях при использовании одних производственнотехнологических данных с разным объемом ограничений по доступности на уровнях:
-
- межзаводской - выделенная группа наиболее критических ресурсов, использующие их ТСЕ и все уровни ТСЕ, содержащие критические материал или ПКИ;
-
- заводской - все экземпляры ресурсов, ТСЕ, материалы и ПКИ.
Понятно, что любой иной способ моделирования деятельности холдинга на межзаводском уровне, использующий отличные производственно-технологические данные, приводит к несогласованности с планами заводского уровня.
Список литературы Эффективные бизнес процессы и согласованные модели планирования для машиностроительного холдинга, заводов, цехов и участков на основе компонентов OeBS
- Матвеев, С. Оптимальное планирование в управлении цепочками поставок/С. Матвеев, Р. Клиновский//PCWEEK|Russian Edition. 2009. №31(685).С. 15
- Смирнов, Н. Планирование с оптимизацией//Директор информационной службы. 2014 №3. С. 19.
