Экологически безопасные смазочные материалы на основе смеси растительного и минерального масел

Автор: Жорник В.И., Ивахник А.В., Запольский А.В.
Журнал: Вестник Витебского государственного технологического университета @vestnik-vstu
Рубрика: Химическая технология и экология
Статья в выпуске: 1 (42), 2022 года.
Бесплатный доступ
Исследованы особенности формирования структуры и свойств экологически безопасных смазочных материалов (ЭБ СМ) на основе смеси растительного и минерального масел. С использованием результатов экспериментально - статистического моделирования отработаны рецептура и режимы получения мыльной литий - кальциевой пластичной смазки и жидкого смазочного материала. Показано, что для получения ЭБ СМ в качестве минерального компонента масляной композиции целесообразно использовать высокоочищенное масло III группы по стандарту API, которое характеризуется как высокими реологическими и трибологическими свойствами, так и улучшенными экологическими качествами. Описан способ получения экологически безопасной пластичной смазки со смешанной дисперсионной средой (смесь рапсового и минерального III группы по стандарту API масел), позволяющий уменьшить вредное влияние воды и высокой температуры на растительный компонент дисперсионной среды и повысить свойства смазки. Эта смазка имеет более высокие реологические (температура каплепадения - 180 °С, коллоидная стабильность - 8 %) и трибологические (нагрузка сваривания - 1960 Н, показатель износа - 0,46 мм) свойства, чем смазки, загущенные простым литиевым (смазка Литол-24) или простым кальциевым (смазка Солидол С) мылом. Разработано масло для смазывания пильных цепей, изготовленное из отечественного сырья и по своим параметрам соответствующее маслу - аналогу марки Husqvarna Bio Advanced. Биоразлагаемость разработанных экологически безопасных жидкого и пластичного смазочных материалов составляет 93 % и 89 % соответственно, при этом разработанные ЭБ СМ характеризуются высокой стабильностью (в течение не менее 12 месяцев) реологических и трибологических свойств.
Экологически безопасные смазочные материалы, масла, пластичные смазки, смесь растительного и минерального масел, реологические и трибологические свойства, биоразлагаемость
Короткий адрес: https://sciup.org/142236072
IDR: 142236072 | УДК: 669.018.95 | DOI: 10.24412/2079-7958-2022-1-99-114
Environmentally friendly lubricants based on the mixture of the vegetable and mineral oils
The features of the formation of the structure and properties of the environmentally friendly lubricants (EFL) based on the mixture of the vegetable and mineral oils are investigated. The formulation and technological regimes of the manufacturing of the soap lithium - calcium grease and liquid lubricant were developed using the results of experimental and statistical modeling. It is shown that for the production of the EFL the highly purified oil of group III according to the API standard is advisable to use as the mineral component of the oil composition, that is characterized by high rheological and tribological properties as well as improved environmental qualities. The obtaining method of the environmentally friendly grease with the mixed dispersion medium (the mixture of the rapeseed and mineral group III according to the API standard oils) is described, that allows to reduce the harmful effects of the water and high temperature on the vegetable component of the dispersion medium and to improve the properties of the grease. This grease has higher rheological (temperature dropping point- 180 °С, colloidal stability - 8 %) and tribological (welding load - 1960 N, wear index - 0,46 mm) values than the greases thickened with the single lithium (grease Litol-24) or the single calcium (grease Solidol C) soap. The lubricating oil for the saw chains made from domestic raw materials is developed, that has the parameter similar to the analog oil of the Husqvarna Bio Advanced brand. The biodegradability of the developed environmentally friendly liquid and plastic lubricants is 93 % and 89 % respectively, while the developed EFLs are characterized by high stability (for at least 12 months) of the rheological and tribological properties.
Текст научной статьи Экологически безопасные смазочные материалы на основе смеси растительного и минерального масел
Исследованы особенности формирования структуры и свойств экологически безопасных смазочных материалов (ЭБ СМ) на основе смеси растительного и минерального масел. С использованием результатов экспериментальностатистического моделирования отработаны рецептура и режимы получения мыльной литийкальциевой пластичной смазки и жидкого смазочного материала. Показано, что для получения ЭБ СМ в качестве минерального компонента масляной композиции целесообразно использовать высокоочищенное масло III группы по стандарту API, которое характеризуется как высокими реологическими и трибологическими свойствами, так и улучшенными экологическими качествами. Описан способ получения экологически безопасной пластичной смазки со смешанной дисперсионной средой (смесь рапсового и минерального III группы по стандарту API масел), позволяющий уменьшить вредное влияние воды и высокой температуры на растительный компонент дисперсионной среды и повысить свойства смазки. Эта смазка имеет более высокие реологические (температура каплепадения - 180 °C, коллоидная стабильность – 8 %) и трибологические (на-
Экологическая безопасность – это достижение условий и уровня сбалансированного сосуществования окружающей природной среды и хозяйственной деятельности человека, когда уровень нагрузки на среду не превышает способности её к восстановлению. Одним из направлений обеспечения экологической безопасности является использование биоразлагаемых материалов. Под биоразлагаемостью материалов понимается расщепление органических веществ на составляющие естественным путём в результате протекания биохимических процессов под влиянием микроорганизмов (бактерий, грибов), а также других биологических процессов, чему способствует наличие воды, кислорода воздуха, повышенной температуры, солнечного излучения и т. д. В результате процесса полного биоразложения образуются наиболее безопасные для окружающей среды компоненты (диоксид углерода, вода, различные минеральные соли). В современных условиях проблема экологической безопасности приобретает особую актуальность ввиду интенсивного развития практически всех сфер деятельности человека с резко возросшими объемами потребления природных ресурсов и перегруженностью экосистемы планеты производственными и бытовыми отходами [1, 2].
Смазочные материалы (СМ), в принципе, все подвержены биоразложению, однако их разложение протекает с различной скоростью, и эти материалы, строго говоря, должны разделяться на две категории: а) биологически разлагаемые; б) биологически быстро разлагаемые. Смазочные материалы, изготовленные на основе нефти (на минеральной базе), плохо поддаются биоразложению, и их следует относить к категории а), поскольку разложение таких материалов протекает в течение многих месяцев или даже лет. Однако на практике чаще всего биоразлагаемыми называют смазочные материалы категории б), которые в грунте и воде под воздействием микроорганизмов полностью разлагаются за несколько недель без вреда для природы, а смазочные материалы, изготовленные на основе минеральных масел, относят к «биологически неразлагаемым» или «биологически трудно разлагаемым». В процессе биоразложения микроорганизмы преобразуют состоящие из углеводородных соединений масла в углекислый газ (CO2), воду (H2O) и ячейковую субстанцию. Биоразлагаемые смазочные материалы рекомендуются к применению в узлах трения машин и механизмов в тех областях, где возможно их попадание в грунт или водоёмы либо в силу технологически обусловленных причин (двухтактные двигатели внутреннего сгорания, цепные пилы лесозаготовительной или деревообрабатывающей техники и др.), либо в результате непредвиденного нарушения герметичности узлов трения сельскохозяйственных и лесозаготовительных машин, транспорта, строительного оборудования и др. [3–5].
Смазочные материалы по агрегатному состоянию подразделяются на жидкие (масла), пластичные, твердые и газообразные, при этом наибольшее распространение на практике получили масла и пластичные смазки. Для технических целей чаще всего применяются минеральные (нефтяные) или синтетические (полисилоксаны, полигликоли, сложные эфиры, перфтор- и перхлоруглероды и др.) масла, реже – масла растительного и животного происхождения. Технические масла состоят из базового масла и разного вида присадок и предназначены для применения в различных устройствах и механизмах в качестве рабочих и смазывающих жидкостей. Пластичные смазочные материалы (ПСМ) условно можно рассматривать как двухкомпонентные системы, состоящие из дисперсионной среды (масла) и дисперсной фазы (загустителя), при этом дисперсионная среда составляет 75–95 % объема смазки. При том, что тип загустителя существенно влияет на реологические и трибологические свойства смазки, её биоразлагаемость в бóльшей степени определяется биоразлагаемостью масла [6–8].
Из всех типов масел наиболее высокой степенью биоразлагаемости характеризуются растительные масла, а также сложные синтетические эфиры и полигликоли. Однако ввиду наличия некоторых отрицательных моментов, включая быструю окисляемость и низкую термостойкость растительных масел, а также высокую стоимость синтетических масел, более рациональным представляется использование в качестве базового масла для экологически безопасных смазочных материалов (ЭБ СМ) смеси в определенных пропорциях растительного и минерального масел.
Цель работы – разработка жидких и пластичных смазочных материалов для применения в условиях с повышенными требованиями к экологической безопасности. Разработка новых смазочных материалов осуществлялась на основе изучения процессов структурообразования, с отработкой компонентных составов и технологических режимов получения, с исследованием их реологических и трибологических свойств, а также оценкой биоразлагаемости.
Материалы и методы исследований
Для изготовления образцов ЭБ СМ на основе смеси растительного и минерального ма- сел использовались: масло рапсовое (ГОСТ 31759-2012) производства ООО «РАПС», масла индустриальные марок И-30А, И-40А, И-50А (ГОСТ 20799-88), масло высокоочищенное III группы по стандарту API марки НС-4 (ТУ BY 300042199.037-2015) производства ОАО «НАФ-ТАН», кислота 12-гидрооксистеариновая (ТУ 38 101 721), гидроокись кальция (ГОСТ 9262-77), моногидрат гидроокиси лития (ГОСТ 8595-83), депрессорная присадка К-110 (ТУ 0257-03740065452-03), адгезионная присадка Petrolad 484 BD (производства компании «BRB»), многофункциональная присадка ДФ-11(ТУ 0257-00500044434-99), пластичная смазка OIMOL KSC BIO (ТУ BY 190410065.023-2021) производства ОДО «Спецсмазки».
Исследование структуры дисперсной фазы экологически безопасной пластичной смазки с использованием сканирующей электронной микроскопии проводилось по методике, аналогичной с методикой препарирования смазок на минеральной основе [9]. Уровень качества пластичной смазки оценивался в соответствии со стандартизованными методиками по показателю пенетрации (ГОСТ 5346-78), температуре каплепадения (ГОСТ 32322-2013), коллоидной стабильности (ГОСТ 7142-74), механической стабильности (ГОСТ 19295-73), массовой доле механических примесей (ГОСТ 1036-75), содержанию воды (ГОСТ 1547-84). Показатели качества жидкого смазочного материала включали вязкость кинематическую при 40 и 100 °C (ГОСТ 33–2016), индекс вязкости (ГОСТ 2537-2018), плотность (ГОСТ 3900-85), температуру вспышки (ГОСТ 4333-2014), температуру застывания (ГОСТ 20287-91). Трибологические характеристики смазочных материалов определялись на четырёхшариковой машине трения (ГОСТ 949075), а их биоразлагаемость оценивалась по методике, описанной в [10] и дающей результаты, согласующиеся с результатами, полученными по ГОСТ 32552–2015.
Анализ полученных результатов
Выбор компонентов смешанной дисперсионной среды. В соответствии с классификацией базовых масел по стандарту API (American Petroleum Institute) все базовые масла делятся по их химическому составу на шесть групп, представленных в таблице 1.
|
Таблица 1 – Классификация базовых масел по стандарту API |
|||
|
Группа |
Содержание серы, % масс |
Насыщенные углеводороды, % масс |
Индекс вязкости (ИВ) |
|
I |
> 0,03 и/ или |
< 90 |
80–120 |
|
II |
≤ 0,03 |
≥ 90 |
80–120 |
|
III |
≤ 0,03 |
≥ 90 |
> 120 |
|
IV |
Все поли-альфа-олефины (ПАО) |
||
|
V |
Все базовые масла, не включенные в группы I–IV или VI |
||
|
VI |
Продукты олигомеризации олефинов с внутренними двойными связями |
||
При этом к группе I относятся высоковязкие масла, полученные с помощью селективной очистки, к группе II относятся гидрогенизированные масла или масла, полученные с помощью гидрокрекинга (с содержанием серы < 300 ppm ),а к группе III - исключительно высоковязкие масла, полученные при жёстких условиях протекания процесса гидрокрекинга и/или изомеризации парафинов (ИВ > 120, концентрация серы < 300 ppm ).
Сравнение эффективности применения базовых масел различной природы (минеральных, синтетических, растительных) крайне затрудне-но,так как они являются продуктами, существенно различающимися по отдельным свойствам и стоимости. Тем не менее анализ данных таблицы 2 с учётом ценового фактора позволяет заключить, что для получения смазочного материала, рационально сочетающего в себе технико-экономические показатели и экологический аспект, перспективным является использование в качестве дисперсионной среды смеси масел различной природы, например, растительных и минеральных (или синтетических).
Растительные масла состоят, главным образом, из триглицеридов жирных кислот, и их химическая активность обусловлена, в большей степени, содержащимися в них ненасыщенными жирными кислотами. В молекулярном строении полиненасыщенных кислот присутствуют двух- и трёхкратные двойные связи, и это придаёт растительным маслам функции природных поверхностно-активных веществ, благоприятно влияя на их трибологические свойства, что проявляется в формировании граничных слоёв с низким сопротивлением сдвигу и повышении износо-
|
Таблица 2 – Ранжирование базовых масел по показателям качества [12] |
|||||||
|
Тип базового масла |
л х X н 5 га у 5 а ° S ^ л 2 го л о. X СО ф ГО Q. Z 5 Е в» |
Л X Н X го О х а ° х л х го к х а. X * Ф ю X Е го a z ti g |
си Z си Q. га 5 |
га X Б $ | ^ а а S У го X Ь Е ГО 2 U а. с х го X |
га 1 ? Q. О га н X |
к . га л о £ ь о 5 х х а и ГП ф X КЕШ СО Z ГО н |
си X Е ГО 5 X со | 5 Ь 5 5 а $ х |
|
Нафтеновые минеральные масла |
2,0 |
2,0 |
1,5 |
2,5 |
2,5 |
2,5 |
2,2 |
|
Гидрокрекинговые масла (III группа) |
1,5 |
3,0 |
2,0 |
2,0 |
2,0 |
1,5 |
2,0 |
|
Поли-альфа-олефины |
1,0 |
1,0 |
1,0 |
2,0 |
1,5 |
1,5 |
1,3 |
|
Растительные масла |
2,5 |
2,0 |
3,0 |
2,0 |
1,0 |
2,0 |
2,0 |
Примечание. Уровень свойств: 1,0 – отлично; 2,0 – удовлетворительно; 3,0 – плохо.
стойкости твёрдых тел [8, 11]. Однако, с другой стороны, наличие ненасыщенных кислот является причиной относительно лёгкой окисляемости и низкой термической стойкости растительных масел, окисление которых, интенсифицирующееся при повышении температуры, протекает через присоединение молекул кислорода по месту двойных связей в ненасыщенных веществах растительных масел с образованием циклической перекиси и повышением кислотного числа масла [4].
Гидрогенизация и гидрокрекинг при производстве базовых масел III группы оказывают существенное влияние на химическую структуру молекул веществ, входящих в минеральные масла. При этом происходит как стабилизация отдельных молекул вследствие удаления гетероатомов (сера, кислород, азот), так и превращение ароматических соединений в насыщенные нафтеновые или парафиновые углеводороды вследствие их глубокой гидрогенизации. В дополнении к гидрогенизации гидрокрекинг разрушает или крекирует крупные молекулы на более мелкие. При этом из мелких фрагментов могут вновь образовываться крупные молекулы с более упорядоченной и однородной структурой [6]. Таким образом, главным результатом гидрокрекинга является изомеризация парафинов, при этом наряду с насыщением ароматических соединений происходит размыкание нафтеновых колец. Все эти процессы приводят к практически полному удалению из базового масла канцерогенных и патогенных веществ, которые могут подавлять рост количества микроорганизмов, размножающихся в процессе биоразложения. Данный факт делает перспективным применение базовых масел III группы в экологически безопасных биоразлагаемых смазочных материалах. Гидрокре-кинговые масла имеют одинаковое с маслами растительного происхождения усредненное значение качества. При разработке ЭБ СМ крайне важны токсикологические показатели их компонентов, которые у масел III группы несколько лучше, чем у нафтеновых минеральных, но ниже, чем у большинства технических растительных масел. Уступая растительным маслам по степени биоразлагаемости, масла III группы превосходят их по термической стойкости и характеризуются более низкой окисляемостью [12].
В данных исследованиях для создания ЭБ СМ в качестве дисперсионной среды использовалась смесь растительного (рапсового) и минерального (III группы по стандарту API) масел.
Отработка компонентного состава экологически безопасного жидкого смазочного материала. Для приготовления жидкого ЭБ СМ использовались комбинация индустриальных масел марок И-30А, И-40А и И-50А, масло рапсовое, адгезионная присадка Petrolad 484BD и пластичная смазка OIMOL KSC BIO (в качестве про-тивоизносной присадки). Отработка компонентного состава жидкого ЭБ СМ проводилась при изменении содержания растительного масла в композиции в пределах € рм = 75-85 масс.% и варьировании кинематической вязкости комбинации минеральных масел при температуре 40 °C в диапазоне и 40мм = 40-96 мм 2 (с . Концентрация адгезионной присадки Petrolad 484BD изменялось в пределах С ап = 0,5-1,5 масс.% , а содержание смазки OIMOL KSC BIO – 1,0– 3,0 масс.% . Показателями качества экологически безопасного жидкого смазочного материала являлись его кинематическая вязкость при температуре 40 °С υ 40бм и температура застывания т з .
Оптимизация компонентного состава жидкого смазочного материала осуществлялась на основе экспериментально-статистической модели, построенной с использованием метода математического планирования эксперимента [13]. Анализ полученных зависимостей показал, что для получения жидкого биоразлагаемого смазочного материала на основе смеси растительного и минерального масел с реологическими характеристиками, соответствующими кинематической вязкости при 40 °C , равной и 40бм = 35 — 55 мм 2 (с , и температуре застывания Т з не выше минус 25 ° C , его рецептура должна соответствовать следующим условиям: содержание растительного компонента С рм = 77,5± ±2,5 масс. % , кинематическая вязкость минерального компонента и 40мм = 50±5 мм2(с , содержание адгезионной присадки С п = 1,25± ±0,25 масс.% . Продолжительность приготовления масляной смеси на стадии охлаждения 60 мин .
С целью оценки трибологических характеристик были проведены испытания отдельных компонентов (минеральное масло И-40А, рапсовое масло) и состоящей из них базовой основы в сравнении с выбранным в качестве аналога маслом марки Husqvarna Bio Advanced, используемым для смазывания пильных цепей. Результаты испытаний по определению несущей способности и предельной нагрузочной способности смазочных материалов, проведенных в соответствии с ГОСТ 9490-75, представлены в таблице 3.
Из анализа представленных данных можно сделать вывод, что масло для пильных цепей Husqvarna Bio Advanced имеет существенно более высокие нагрузочные характеристики по сравнению с минеральным маслом И-40А. Так, у масла Husqvarna Bio Advanced нагрузка сваривания составила Рс = 2763 Н , а критическая нагрузка Р к = 872 Н , в то время как у минерального масла И-40А эти показатели имеют следующие значения: Р с = 1234 Н и Р к = 617 Н . При этом следует отметить, что нагрузочные характеристики чистого рапсового масла также достаточно высоки ( Р с = 2450 Н , Р к = 872 Н ), хотя рапсовое масло несколько уступает по этим показателям маслу Husqvarna Bio Advanced. Разработанная базовая основа за счёт содержания в своём составе минерального масла И-40А также имеет более низкие нагрузочные характеристики ( Р с = = 2195 Н , Р к = 617 Н ), чем масло-аналог, в связи с чем потребовалось введение специальных добавок (присадок) для повышения трибологических характеристик базовой композиции.
Поскольку большинство традиционных про-тивоизносных присадок представляют собой сложные химические соединения на основе цин- ка, свинца, фосфора и серы, то такие соединения, как правило, канцерогенны. В качестве трибологической добавки в данном случае была использована биоразлагаемая смазка OIMOL KSC BIO [14, 15]. Данная пластичная смазка получена загущением смеси растительного и минерального III группы масел комплексной сульфонат кальциевой дисперсией, которая представляет собой отдельные микромицеллы с индивидуальным наноразмерным ядром в составе нескольких солей и стабилизирующей оболочки из амфифильных жидкокристаллических полимеров, образующих макромицелярную трёхмерную структуру. Благодаря амфифильной полимерной оболочке обеспечивается сродство с растительным маслом, которое значительно более полярно, чем минеральное масло. Благодаря этому подобные смазки обеспечивают хороший загущающий эффект в растительных маслах и высокую стабильность свойств. При тщательном диспергировании пластичной смазки в среде базовой основы происходит разрушение трёхмерной структуры загустителя и его распадение на отдельные активированные ассоциаты микромицелл. Данные мицеллы обладают хорошей седиментационной стабильностью в растительном масле, а также характеризуются отличными противоизносны-ми качествами, свойственными сверхщелочным сульфонатам кальция [7, 15]. Для установления оптимального содержания этой добавки, обеспечивающего трибологические свойства смеси рапсового и минерального масел на уровне масла Husqvarna Bio Advanced, в соответствии с ГОСТ 9490-75 были проведены исследования
Таблица 3 – Нагрузочные характеристики смазочных материалов при испытаниях на ЧМТ
|
Нагрузочные ряды |
Н |
617 |
784 |
872 |
980 |
1097 |
1234 |
1470 |
1568 |
1960 |
2195 |
2450 |
2763 |
|
Диаметр пятна износа, мм |
Масло И-40 |
0,41 |
2,16 |
2,30 |
2,54 |
2,86 |
3,00 |
||||||
|
Рапсовое масло |
0,5 |
1,1 |
1,22 |
1,67 |
2,11 |
2,17 |
2,29 |
2,38 |
2,54 |
2,68 |
3,00 |
||
|
Масло Husqvarna Bio Advanced |
0,4 |
0,6 |
1,02 |
1,48 |
1,97 |
2,05 |
2,08 |
2,12 |
2,33 |
2,53 |
2,67 |
3,00 |
|
|
Разработанная базовая основа |
0,56 |
1,64 |
1,85 |
2,07 |
2,11 |
2,12 |
2,24 |
2,38 |
2,83 |
3,00 |
по оценке противоизносных свойств различных смазочных материалов путём определения показателя износа D u при нагрузке 196 Н и продолжительности испытания 1 ч , результаты которых приведены в таблице 4.
Анализ данных таблицы 4 свидетельствует о том, что введение 2,0 масс.% смазки OIMOL KSC BIO в разработанную базовую основу позволило достичьуровня противоизносных свойств разработанной смазочной композиции,неуступающе-го значению этого показателя для масла-аналога Husqvarna Bio Advanced. Содержание этой добавки в количестве менее 2 масс.% не обеспечивает высоких противоизносных свойств смеси масел, очевидно, ввиду отсутствия сплошности масляной плёнки в зоне трибоконтакта из-за недостаточной её толщины, а при содержании добавки более 2 масс.%, вероятно, начинает сказываться её влияние на вязкостные свойства смеси масел за счёт загущающих качеств ассоциатов микромицелл сульфонат кальциевой смазки. По нагрузке сваривания разработанная базовая основа, содержащая 2,0 масс.% смазки OIMOL KSC BIO,также соответствует уровню значений этого показателя для масла Husqvarna Bio Advanced (Рс = 2763 Н).
Для смазочных материалов, в особенности биоразлагаемых, одним из важнейших параметров, характеризующих их качество, является сохранение свойств в период заданного срока хранения и при эксплуатации. В связи с этим осуществлялась оценка стабильности свойств жидкого ЭБ СМ при хранении в герметичной таре при температуре +5^+25 °C в течение 6 и 12 месяцев, результаты которой приведены в таблице 5. Отсутствие изменения содержания механических примесей свидетельствует о том, что при хранении не происходят химические превращения в составе комплексной сульфонат кальциевой добавки и отсутствует агломери-
Таблица 4 – Противоизносные характеристики масел и разработанной композиции
|
Материал |
Содержание добавки, масс.% |
Показатель износа D ^ , мм |
|
Масло И-40А |
– |
0,65 |
|
Рапсовое масло |
– |
0,49 |
|
Масло Husqvarna Bio Advanced |
– |
0,41 |
|
Разработанная базовая основа с различным содержанием добавки OIMOL KSC BIO V |
1,0 |
0,47 |
|
2,0 |
0,40 |
|
|
3,0 |
0,42 |
Таблица 5 – Результаты испытаний жидкого ЭБ СМ
|
га и га 2 к X ф X га о. X ^ о о. и |
га и Ф о ? § га «н И £ > и ^ § 3 S |
о; га Ф U 5 о га * S х Z с § С и ^ § S |
ф ф X ф ф X X* 1— и о м с; со и ф ч Z S |
к 1— и о X 1-о с |
о X 3 с и СО га о. га о. ф ■ Ф |
га ? о. ° „ -1 • 8 ^ £ ,Ф и га ГП |
! h § и О Ф d s ^ 5 га D-со с 8 5 Z ф т |
о со ф X X га X о. ф cl О и |
га м >* о. га X к га и ф т X 1X о. |
к X X га со X о. га со и га м >* о. га т |
о tq м О X о Л Г^ ф ь ГП га >ч га х га О Z С |
|
0 |
9,9 |
47,3 |
202 |
925 |
282 |
– 29 |
0,011 |
отс. |
872 |
2763 |
0,40 |
|
6 |
10,2 |
48,5 |
204 |
925 |
282 |
–29 |
0,011 |
отс. |
872 |
2763 |
0,38 |
|
12 |
10,5 |
49,3 |
209 |
926 |
279 |
–27 |
0,012 |
отс. |
872 |
2763 |
0,37 |
рование твёрдых частиц. Изменения реологических и трибологических свойств находятся в пределах, не превышающих точность измерения.
Отработка компонентного состава экологически безопасного пластичного смазочного материала. В общем случае процесс образования дисперсной фазы (ДФ) пластичной смазки происходит в две стадии: а) образование первичных мицелл (центров кристаллизации), их рост и развитие до макроассоциатов определённых размеров; б) создание трёхмерной объёмной структуры в результате взаимодействия образующихся дисперсных макроассоциатов друг с другом. Процесс роста частиц регулируется степенью пресыщения раствора, а соотношение скорости образования зародышей и скорости их роста в зависимости от свободной поверхностной энергии мицелл и степени пресыщения молекул мыла в растворе определяет конечные размеры элементов структурного каркаса. Так, в случае бóльшей скорости образования зародышей структура дисперсной фазы имеет вид большого числа мелкоразмерных, разветвлённых волокон, а противном случае – меньшего числа волокон, менее переплетённых и обладающих более крупными размерами. При этом в первом случае получается смазка с бóльшей коллоидной стабильностью, но с меньшей механической стабильностью и с меньшим пределом прочности, а во втором случае – наоборот [8].
Дисперсная фаза (загуститель) образует в пластичной смазке трёхмерный структурный каркас, в ячейках которого за счет адсорбции и капиллярных сил удерживается масло (дисперсионная среда). Загустители могут быть неорганического или органического происхождения, последние из которых, в свою очередь, подразделяются на мыльные, углеводородные, пигментные, полимерные и т. д. Смазки на мыльных загустителях, представляющих собой соли высших карбоновых (жирных) кислот – мыла, получили наибольшее распространение на практике. В зависимости от катиона мыла смазки разделяют на литиевые (Li), натриевые (Na), кальциевые (Ca), бариевые (Ba), алюминиевые (Al) и др. В зависимости от вида аниона мыла смазки разделяют на простые (обычные) и комплексные (k), при этом простые смазки содержат анион высокомолекулярной кислоты, а комплексные – сложный анион высокомолекулярной жирной кислоты и низкомолекулярной органической (или неорганической) кислоты. Среди комплексных смазок наиболее распространены кальциевые (kСа) и литиевые (kLi). Существуют также смазки на смешанных мылах, в которых в качестве загустителя используют смесь мыл (литиево-каль-циевые (Li/Ca), натриево-кальциевые (Na/Ca) и др.). Мыла, являясь поверхностно-активными веществами, выполняют роль как загустителя, так и противоизносного и противозадирного компонента [6–8, 11].
Традиционно технология получения мыльных пластичных смазок содержит операцию синтеза ДФ, включающую проведение реакции нейтрализации расплавленных жирных кислот водными растворами щелочей с последующим выпариванием воды и термомеханической обработкой реакционной массы при температуре выше 100 °C . В связи с тем, что присутствие воды и повышенные температуры негативно влияют на растительные масла [4, 16, 17], в технологиях получения ПСМ на основе растительных масел следует избегать применения водных растворов и длительного воздействия высоких температур на растительный компонент дисперсионной среды. Авторами работы предложен способ получения пластичной литий-кальциевой смазки [18] со смешанной дисперсионной средой, практически исключающий негативное влияние воды и высокой температуры на растительное масло, что предопределяет повышенные реологические и трибологические свойства экологически безопасного пластичного смазочного материала (ЭБ ПСМ). На рисунке 1 представлена схема реализации этого технологического процесса, включающего операции загрузки в реактор порции минерального масла и её нагрева до температуры 85-90 ° C , введения и расплавления 12-гидрооксистеариновой ( 12-HoSt ) кислоты, её последовательной нейтрализации при поочередном введении масляных суспензий гидроокиси кальция Ca(OH) 2 и гидроокиси лития LiOH , термомеханической обработки продуктов реакции нейтрализации в минеральной дисперсионной среде с нагревом до 115-120 °C , проверки и при необходимости корректировки щёлочности состава, подъема температуры и термообработки реакционной массы при 180–
185 °C , введения в неё порции растительного масла, охлаждения образовавшейся массы до температуры 55-65 ° C , введения функциональных присадок, охлаждения готовой смазки до комнатной температуры и её слива из реактора.
Для приготовления ЭБ ПСМ на основе смеси растительного и минерального масел использовались рапсовое масло, масло высокоочищенное III группы марки НС-4, кислота 12-гидрооксисте-ариновая, гидроокись кальция, моногидрат гидроокиси лития, депрессорная присадка К-110, адгезионная присадка Petrolad 484 B и многофункциональная присадка ДФ-11.
Из практики следует, что показателями, достаточно полно характеризующими свойства пластичной смазки, могут являться пенетра-ция и температура каплепадения, на уровень значений которых, в первую очередь, влияют количество дисперсной фазы и её состав, а из технологических режимов – температура термообработки реакционной массы, наиболее существенно сказывающаяся на характере протекания процессов структурообразования пластичной смазки. Поэтому применительно к решению задачи оптимизации состава и режимов получения ЭБ ПСМ на смешанном литийкальциевом загустителе в качестве критериев оптимизации были выбраны пенетрация П и температура каплепадения Ткп, а параметрами оптимизации выступали три фактора: содержание смешанного литий-кальциевого загустителя в пластичной смазке CZ, содержание стеарата лития LioSt в смешанном загустителе CL и температура термообработки реакционной массы в процессе приготовления пластичной смазки Tто. Для обеспечения биоразлагаемости пластичной смазки на уровне 80–90 % в качестве дисперсионной среды пластичной смазки использовалась смесь растительного (рапсового) и минерального (высокоочищенного III группы) масел в соотношении 80 : 20. Отработка компонентного состава ЭБ ПСМ и режима термообработки проводилась при изменении содержания стеарата лития LioSt в смешанном загустителе в пределах CL = 60-80 масс.%, и варьировании температуры термообработки реакционной массы в процессе приготовления пластичной смазки в диапазоне Тто = 150-180 °C при содержании смешанного литий-кальциевого загустителя в пластичной смазке CZ = 10-14 масс.%.
Оптимизация компонентного состава ЭБ ПСМ и технологических режимов его получения осуществлялась на основе экспериментально-статистической модели, построенной с использованием метода математического планирования эксперимента [19]. Анализ полученных зависимостей показал, что для получения пластичного смазочного материала на основе смеси растительного и минерального масел с реологическими характеристиками, соответствующими показателю пенетрации П = (265-295)^10 —1 мм , и температуре каплепадения Т кп £ 200 °C , содержание стеарата лития LioSt в смешанном загустителе должно составлять C L = 72±2 масс.% , температура термообработки реакционной массы должна равняться Т то = 167,5±2,5 ° C при содержании смешанного загустителя в смазке C Z = 11,0±0,5 масс.% .
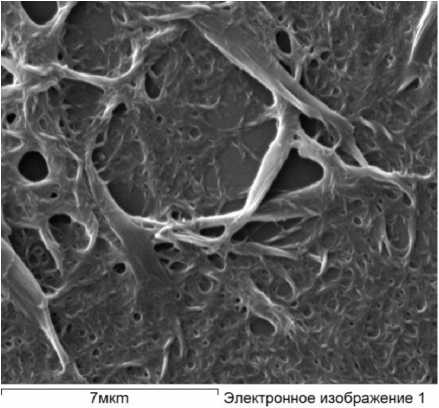
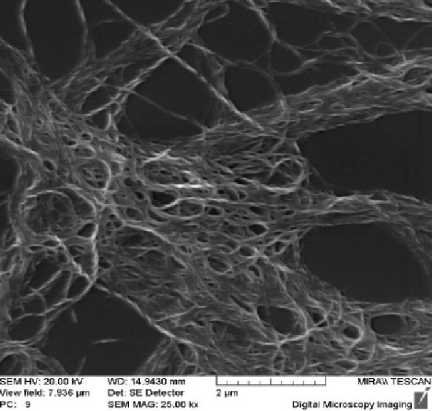
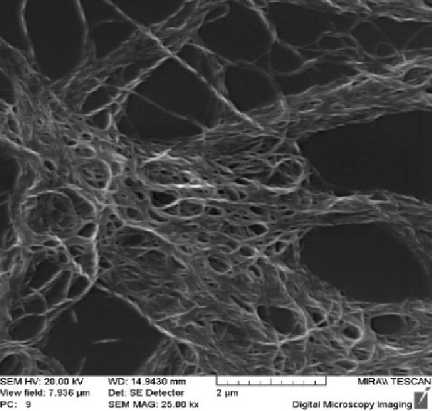
Следует отметить, что микроструктура дисперсной фазы литий-кальциевой смазки (рисунок 2, а ) несколько отличается от микроструктуры ДФ простой литиевой (рисунок 2, б ) и простой кальциевой (рисунок 2, в ) смазок. В её структуре (рисунок 2, а ) присутствуют как относительно тонкие веретенообразные волокна 12-гидроок-систеарата лития длиной 10-25 мкм и диаметром 2-5 мкм , способствующие, в частности, повышению температуры каплепадения, так и более толстые и крупные пластинчатые образования длиной 15-40 мкм и толщиной 5-10 мкм , образованные солями 12-гидрокси-стеарата кальция, обуславливающие повышенные трибологические характеристики смазки, в том числе высокую несущую способность смазочного слоя.
Приведенное в таблице 6 сопоставление реологических и трибологических свойств простой литиевой (Литол-24) и простой кальциевой (Солидол С) смазок с параметрами пластичной смазки со смешанным литий-кальциевым загустителем свидетельствует о преимуществах последней.
Использование смешанного загустителя позволяет сочетать преимущества каждого из типов мыл. Если доля кальциевого мыла в литийкальциевых пластичных смазках не превышает 20 масс.% , то их температура каплепадения более чем вдвое превышает температуру каплепа-
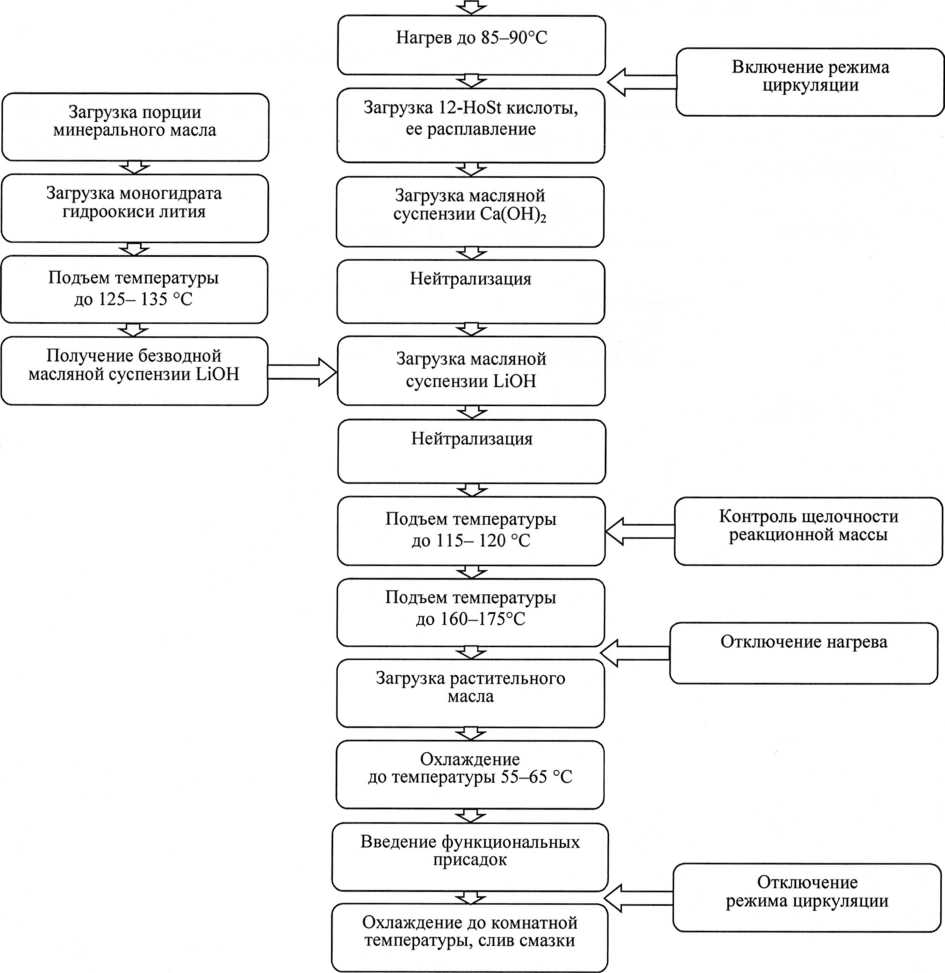
Рисунок 1 – Основные операции получения экологически безопасной пластичной литий-кальциевой смазки
дения простых кальциевых смазок и находится в интервале от 170 до 180 °C , а защита от износа улучшена по сравнению с аналогичными параметрами для простых литиевых смазок.
Представленные в таблице 7 результаты исследования параметров качества ЭБ ПСМ с литий-кальциевым загустителем через 6 и 12 месяцев его хранения в открытой таре в сравнении со свежеприготовленной смазкой свидетельствуют о высокой стабильности реологических свойств разработанного смазочного материала.
В ходе испытаний установлено, что изменение показателя пенетрации за 12 месяцев хранения в герметичной таре при температуре +5^+25 °C для разработанной экологически безопасной литий-кальциевой пластичной смазки составило
а
в
Рисунок 2 – Микроструктура дисперсной фазы литий-кальциевой (а), простой литиевой (б) и простой кальциевой (в) смазок [18]
Таблица 6 – Характеристика пластичных смазочных материалов с различной дисперсной фазой
|
Показатель |
Вид дисперсной фазы |
||
|
Са (Солидол С) |
Li (Литол-24) |
Li/Ca |
|
|
Температура каплепадения, °C |
75 |
185 |
180 |
|
Пенетрация, 0,1 мм |
300 |
275 |
280 |
|
Коллоидная стабильность, % |
9 |
12 |
8 |
|
Противозадирные характеристики на ЧМТ, Р с , Н |
1568 |
1470 |
1960 |
|
Показатель износа, мм |
0,49 |
0,51 |
0,46 |
Таблица 7 – Свойства ЭБ ПСМ ( Li/Ca -смазка) при различных сроках её хранения
Биоразлагаемость экологически безопасных смазочных материалов. Степень биоразлагаемости испытуемых образцов экологически безопасных жидкого и пластичного смазочных материалов оценивалась в сравнении с биоразлагаемостью входящего в их состав чистого рапсового масла по средней степени деструкции кислот с длиной углеродной цепи 16 и 18, преобладающих в рапсовом масле и образцах ЭБ СМ, в течение 28 суток. Результаты исследований представлены в таблице 8.
Начиная с 21 суток,для всех образцов наблюдалось снижение pH от 7,0 до 6,0-6,5 вследствие накопления продуктов окисления и уменьшение дозы активного ила от 4,1 до 1,9–2,1 г/дм3 из-за недостатка субстрата. В условиях проведённых испытаний степень деструкции рапсового масла составила 85 %, а жидкого и пластичного ЭБ СМ – соответственно 79 и 76 %. Исходя из предполагаемой степени деструкции рапсового масла на уровне 100 %, расчетная биоразлагаемость жидкого ЭБ СМ составила 93 %, а пластичного ЭБ СМ – 89 %.
Таблица 8 – Степень деструкции преобладающих жирных кислот и биоразлагаемости ЭБ СМ
|
Испытуемый образец |
Степень деструкции жирных кислот, % |
Степень деструкции в условиях эксперимента, % |
Биоразлагаемость образца, % |
||||
|
X 5 го с |
6 К S со ГО Ф с |
R га СП о Z X Q. га си 5 |
к га СП о Z X си S |
к га СП о Z си Z X с; |
|||
|
Рапсовое масло |
71 |
92 |
– |
83 |
93 |
85 |
100 |
|
Жидкий ЭБ СМ |
84 |
92 |
– |
67 |
62 |
79 |
93 |
|
Пластичный ЭБ СМ |
20 |
– |
91 |
99 |
95 |
76 |
89 |
ВЫВОДЫ
Показано, что для получения ЭБ СМ в качестве минерального компонента масляной композиции целесообразно использовать высо-коочищенное масло III группы по стандарту API, которое характеризуется как высокими реологическими и трибологическими свойствами, так и улучшенными экологическими качествами.
Описан способ получения экологически безопасной пластичной смазки со смешанной дисперсионной средой (смесь рапсового и минерального III группы по стандарту API масел), позволяющий минимизировать вредное влияние воды и высокой температуры на растительный компонент и повысить свойства смазки. Эта смазка имеет более высокие реологические (температура каплепадения - 180 °C , коллоидная стабильность – 8 %) и трибологические (нагрузка сваривания -1960 Н , показатель износа -0,46 мм ), чем смазки, загущенные простым литиевым (смазка Литол-24) и простым кальциевым (смазка Солидол С) мылом.
Разработано масло для смазывания пильных цепей, изготавливаемое из отечественного сырья и по своим параметрам соответствующее маслу-аналогу марки Husqvarna Bio Advanced. Биоразлагаемость разработанных экологически безопасных жидкого и пластичного смазочных материалов составляет 93 % и 89 % соответственно, при этом разработанные ЭБ СМ характеризуются высокой стабильностью (в течение не менее 12 месяцев) реологических и трибологических свойств.
Анализ полученных результатов исследования процессов формирования структуры и свойств пластичного смазочного материала со смешанной дисперсионной средой позволил разработать рецептуру и технологический процесс получения экологически безопасной пластичной литий-кальциевой смазки на смеси растительного и минерального масел и организовать её производство на ОДО «Спецсмазки и ООО «Евразия Лубрикантс» по техническим условиям ТУ BY 190410065.21-2020 «Смазка биоразлагаемая пластичная «OIMOL CL BIO». Смазка OIMOL CL BIO является экологически безопасным смазочным материалом общетехнического назначения для смазывания мало- и средненагруженных узлов трения различных машин и механизмов, эксплуатирующихся в диапазоне температур от -30 °C до +120 °C в условиях, где возможно попадание смазочного материала в окружающую среду (сельскохозяйственная, лесозаготовительная, карьерная, коммунальная техника; автомобильный, водный и железнодорожный транспорт и др.).
На основе результатов проведенных исследований разработано экологически безопасное масло для смазывания пильных цепей, промышленный выпуск которого организован на предприятии ООО «Евразия Лубрикантс» по техническим условиям ТУ BY 190410065.018-2019 «Масло биоразлагаемое всесезонное для цепей бензопил ECO CS BIO». Данный смазочный материал эффективен при смазывании пильных цепей всех моделей бензопил, электропил и харвестеров в любое время года, рекомендуется для применения в диапазоне температур от -36 °C до +70 °C .
риалов , Минск, БГТУ, 105 с.
Production, composition and properties, application], St. Petersburg, Profession, 751 p.
Список литературы Экологически безопасные смазочные материалы на основе смеси растительного и минерального масел
- Евдокимов, А. Ю., Фукс, И. Г., Любинин, И. А. (2012), Смазочные материалы в техносфере и биосфере: экологический аспект, Киев, Атика-Н, 292 с.
- Крутько, Э. Т., Прокопчук, Н. Р., Глоба, А. И. (2014), Технология биоразлагаемых полимерных материалов, Минск, БГТУ, 105 с.
- Стрельцов, В. В., Стребков, С. В. (2009), Тенденции использования биологических смазочных материалов, Вестник ФГОУ ВПО МГАУ, 2009, № 2, С. 67-71.
- DhoraLi, G., Venkata, P. C. (2018), Vegetable Oil based Bio-lubricants and Transformer Fluids. Applications in Power Plants, Singapore, Springer Nature Singapore Pte. Ltd., 152 р.
- Девянин, С. Н., Марков, В. А., Семенов, В. Г. (2018), Растительные масла и топлива на их основе для дизельных двигателей, М., ФГОУ ВПО МГАУ, 340 с.
- Манг, Т., Дрезель, У. (2010), Смазки. Производство, применение, свойства, Санкт-Петербург, Профессия, 956 с.
- Рудник, Л. Р. (2013), Присадки к смазочным материалам. Свойства и применение, Санкт-Петербург, Профессия, 927 с.
- Ищук, Ю. Л. (1996), Состав структура и свойства пластичных смазок, Киев, Наукова думка, 510 с.
- Чекан, В. А., Маркова, Л. В., Пинчук, Т. И., Ивах-ник, А. В. (2005), Препарирование пластичных смазок для исследования их структурного каркаса методом сканирующей электронной микроскопии, Заводская лаборатория. Диагностика материалов, 2005, № 8, С. 36-38.
- Леонтьев, В. Н., Маркевич, Р. М., Феськова, Е. В., Хильченко, Т. С., Жорник, В. И., Ивахник, А. В., Запольский, А.В. (2021), Испытание образцов смазочных материалов на биоразлагаемость, Технология органических веществ, Материалы докладов 85-й научно-технической конференции, Минск, 2021, С. 349-351.
- Фукс, И. Г., Шибряев, С. Б. (1992), Состав, свойства и производство пластичных смазок, М., Экохим, 158 с.
- Lingg, G. (2004), Unconventional base oils for liquid and semi-solid lubricants, 14th International Colloquium Esslingen, 2004, Vol. 1, pp. 41-4.
- Zhornik, V. I., Zapolsky, A. V., Ivakhnik, A. V., Parnitsky, A. M. (2021), Development of the component composition of the biodegradable liquid lubricant for saw chain, Механика машин, механизмов и материалов, 2021, № 3 (56), С. 70-82.
- Жорник, В. И., Ивахник, А. В., Запольский, А. В., Ивахник, В. П., Бухтилова, М. А. (2017), Комплексная сульфонат кальциевая дисперсная фаза - основа инновационных смазочных материалов, Актуальные вопросы машиноведения, 2017, Вып. 6, С. 346-350.
- Жорник, В. И., Ивахник, А. В., Ивахник, В. П., Запольский, А. В. (2018), Структура и свойства комплексной сульфонат кальциевой смазки, Механика машин, механизмов и материалов, 2018, № 1 (42), С. 44-50.
- О'Брайен, Р. Д. (2007), Жиры и масла. Производство, состав и свойства, применение, Санкт-Петербург, Профессия, 751 с.
- Gnanasekaran, D., Chavadi, V. P. (2018), Vegetable Oil based Biolubricants and Transformer Fluids: Applications in Power Plants, Singapore, Springer Nature Pte. Ltd., 155 р.
- Жорник, В. И., Запольский, А. В., Ивахник, А. В. (2021), Биоразлагаемые пластичные смазки общетехнического назначения, Актуальные вопросы машиноведения, 2021, Вып. 10, С. 295-301.
- Zhornik, V. I., Zapolsky, A. V., Ivakhnik, A. V., Parnitsky, A. M. (2021), Development of the method and optimization of the composition and modes of obtaining the biodegradable grease with the lithium-calcium thickener, Механика машин, механизмов и материалов, 2021, № 2 (55), С. 60-72.
